Potrebbero piacerti anche
- Tank InspectionDocumento6 pagineTank Inspectionangel onofre castelanNessuna valutazione finora
- Tank ProcedureDocumento5 pagineTank ProcedurejacquesmayolNessuna valutazione finora
- New Bottom PlateDocumento9 pagineNew Bottom PlateEmmanuel kusimo100% (1)
- Reconstruction of Pakistan Refinery Tank T-53Documento16 pagineReconstruction of Pakistan Refinery Tank T-53javaidahmedshaikh100% (1)
- 24.tank Oil Chalk TestDocumento3 pagine24.tank Oil Chalk TestShubham ShuklaNessuna valutazione finora
- Pickling Procedure 20 - 08Documento2 paginePickling Procedure 20 - 08Siriepathi SeetharamanNessuna valutazione finora
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Documento13 pagineRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DeNessuna valutazione finora
- AST Nozzle Repair Req.Documento10 pagineAST Nozzle Repair Req.Irvansyah RazadinNessuna valutazione finora
- Tank Inspection NotesDocumento5 pagineTank Inspection Notesaneeshjose013Nessuna valutazione finora
- Blasting and Painting ProcedureDocumento6 pagineBlasting and Painting Procedureanon_994898767Nessuna valutazione finora
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTDocumento1 paginaReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarNessuna valutazione finora
- Sky Climber SparesDocumento7 pagineSky Climber SparesshambhoiNessuna valutazione finora
- Inspection & Test Plan TankDocumento3 pagineInspection & Test Plan TankJOSHUA SULLEGUE100% (1)
- Tank Erection Itp Org ChartDocumento34 pagineTank Erection Itp Org Chartvasantha kumar100% (1)
- 32 Samss 005 PDFDocumento33 pagine32 Samss 005 PDFRajan SteeveNessuna valutazione finora
- Erection Tank Settlement Check Schedule 103 110 165Documento8 pagineErection Tank Settlement Check Schedule 103 110 165hrdsby100% (1)
- Repairing Corroded Tank Bottoms Safely and Cost EffectivelyDocumento5 pagineRepairing Corroded Tank Bottoms Safely and Cost EffectivelylsatchithananthanNessuna valutazione finora
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Documento6 pagineQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- TDI41 Tank Inspection Repair & Alteration API 653 Sec 9Documento13 pagineTDI41 Tank Inspection Repair & Alteration API 653 Sec 9Faizal Sattu100% (2)
- KSPC Packing Marking Shipping InstructionDocumento9 pagineKSPC Packing Marking Shipping InstructionMohammed Ahmed NasherNessuna valutazione finora
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocumento13 pagineJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNessuna valutazione finora
- MOS of BackfillingDocumento2 pagineMOS of BackfillingPoru ManNessuna valutazione finora
- 16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Documento28 pagine16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Fauzan Rusmayadi Reharder100% (1)
- API 570 Pipeline Inspection PDFDocumento1 paginaAPI 570 Pipeline Inspection PDFKhalidMoutarajiNessuna valutazione finora
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocumento19 pagineHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNessuna valutazione finora
- STS Co. storage tank fabrication methodologyDocumento15 pagineSTS Co. storage tank fabrication methodologypurshottam GHNessuna valutazione finora
- Iqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Documento17 pagineIqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Ali MajeedNessuna valutazione finora
- Annular Plate RemovalDocumento2 pagineAnnular Plate RemovalVishvjeet Prakash TiwariNessuna valutazione finora
- TANK ERECTION PROCEDURESDocumento5 pagineTANK ERECTION PROCEDURESkushar_geoNessuna valutazione finora
- Underground Tank Inspection ReportsDocumento2 pagineUnderground Tank Inspection ReportsRavi Kumar VatturiNessuna valutazione finora
- Install Static EquipmentDocumento8 pagineInstall Static EquipmentMDhana SekarNessuna valutazione finora
- External Floating Roof Tank Design & ComponentsDocumento2 pagineExternal Floating Roof Tank Design & Componentsarif99pakNessuna valutazione finora
- GTS-PP-120: 3 LayerDocumento2 pagineGTS-PP-120: 3 Layershoaib1985100% (1)
- Inspection Spark TestingDocumento4 pagineInspection Spark TestingAshish PattanaikNessuna valutazione finora
- Process Tank Fabrication Work StepsDocumento4 pagineProcess Tank Fabrication Work StepsMuhammad ZubairNessuna valutazione finora
- Procedure For Vacuum Box TestingDocumento3 pagineProcedure For Vacuum Box TestingZakirUllahNessuna valutazione finora
- Weld Built-Up ProcedureDocumento1 paginaWeld Built-Up ProcedureMohd Shafuaaz KassimNessuna valutazione finora
- Ultrasonic Pipeline InspectionDocumento31 pagineUltrasonic Pipeline InspectionCepi Sindang KamulanNessuna valutazione finora
- Fabrication Quality Dossier IndexDocumento22 pagineFabrication Quality Dossier IndexAli KayaNessuna valutazione finora
- Epoxy 2pk Primer PDFDocumento2 pagineEpoxy 2pk Primer PDFarhan4888Nessuna valutazione finora
- Painting Procedure Template PDFDocumento14 paginePainting Procedure Template PDFjohn100% (1)
- BTE Dome Brochure Jun 10Documento2 pagineBTE Dome Brochure Jun 10م.ذكى فضل ذكىNessuna valutazione finora
- Pre Inspection ITPDocumento7 paginePre Inspection ITPShincy FrancisNessuna valutazione finora
- Specification For Wrapping TapeDocumento17 pagineSpecification For Wrapping TapeGalih Prianggodo100% (2)
- Inspection and Test Plan For Pipe Rack and Piping Painting WorksDocumento2 pagineInspection and Test Plan For Pipe Rack and Piping Painting WorksRanjan KumarNessuna valutazione finora
- 012 QualityNewsLetter - January2012Documento8 pagine012 QualityNewsLetter - January2012ரமேஷ் பாலக்காடுNessuna valutazione finora
- Hot Tap ProcedureDocumento6 pagineHot Tap ProcedureNatarajan MurugesanNessuna valutazione finora
- Tank Erection Procedure OverviewDocumento16 pagineTank Erection Procedure OverviewKing王Nessuna valutazione finora
- Interseal 670HDocumento2 pagineInterseal 670Hmadmax_mfpNessuna valutazione finora
- Job Procedure For Puncture/Floatation/Rain Water Accumulation TestDocumento4 pagineJob Procedure For Puncture/Floatation/Rain Water Accumulation Testfaisal jasim100% (1)
- Painting Procedure For Field Erected Tank FINAL (13850)Documento22 paginePainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCNessuna valutazione finora
- Fabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsDocumento84 pagineFabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsMilan DjumicNessuna valutazione finora
- Visual Inspection Method of Storage TankDocumento2 pagineVisual Inspection Method of Storage TankAnonymous NDkWQpp100% (1)
- MS For Fabrication of Above-Ground Storage TankDocumento8 pagineMS For Fabrication of Above-Ground Storage Tankdadz mingiNessuna valutazione finora
- Fabrication Procedure for Rolling Shell PlatesDocumento10 pagineFabrication Procedure for Rolling Shell PlatesMuhammad Yunus NurdinNessuna valutazione finora
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocumento7 pagineNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- FIELD INSPECTION PROCEDURESDocumento29 pagineFIELD INSPECTION PROCEDURESsbmmla91% (22)
- Inspection TankDocumento22 pagineInspection Tanksbmmla100% (1)
- Tank Erection ProcedureDocumento29 pagineTank Erection ProcedureVisas Siva100% (3)
- Reconditioning of ValvesDocumento6 pagineReconditioning of ValvesPaul PhiliphsNessuna valutazione finora
- Eaton Pipeline Strainer Pressure Drop CalculationsDocumento1 paginaEaton Pipeline Strainer Pressure Drop Calculationsreborn_willyNessuna valutazione finora
- Agh IGEM-SR-16 Edition 2Documento10 pagineAgh IGEM-SR-16 Edition 2Fadlul Akbar HerfiantoNessuna valutazione finora
- Handling and Transportation Guide For Ethylene Refrigerated Liquid Cryogenic EthyleneDocumento101 pagineHandling and Transportation Guide For Ethylene Refrigerated Liquid Cryogenic EthyleneFadlul Akbar HerfiantoNessuna valutazione finora
- Eaton Pipeline Strainer Pressure Drop CalculationsDocumento2 pagineEaton Pipeline Strainer Pressure Drop CalculationsFadlul Akbar HerfiantoNessuna valutazione finora
- B 84567 SB PP0 DSR ST 23 0009 3 AOC Inlet Compressor PackageDocumento8 pagineB 84567 SB PP0 DSR ST 23 0009 3 AOC Inlet Compressor PackageFadlul Akbar HerfiantoNessuna valutazione finora
- g2182 PDFDocumento4 pagineg2182 PDFFadlul Akbar HerfiantoNessuna valutazione finora
- Chemical Storage XyzDocumento8 pagineChemical Storage XyzFadlul Akbar HerfiantoNessuna valutazione finora
- Tank Field Inspection and Test ProcedureDocumento8 pagineTank Field Inspection and Test ProcedureFadlul Akbar HerfiantoNessuna valutazione finora
- Tecumseh Guidelines For Utilization of R404A and R507Documento7 pagineTecumseh Guidelines For Utilization of R404A and R507Fadlul Akbar HerfiantoNessuna valutazione finora
- 2 RP-7 DrawingDocumento11 pagine2 RP-7 DrawingFadlul Akbar HerfiantoNessuna valutazione finora
- TaharnsrjrsjrsjDocumento49 pagineTaharnsrjrsjrsjFadlul Akbar HerfiantoNessuna valutazione finora
- B 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckDocumento41 pagineB 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckFadlul Akbar Herfianto100% (1)
- Common Mistake in Design Use of Ro SystemsDocumento3 pagineCommon Mistake in Design Use of Ro SystemsFadlul Akbar HerfiantoNessuna valutazione finora
- Ethylene Oxide C2h4o Safety Data Sheet Sds p4798Documento10 pagineEthylene Oxide C2h4o Safety Data Sheet Sds p4798Yuna VerdyNessuna valutazione finora
- Pygas SpecDocumento1 paginaPygas SpecFadlul Akbar HerfiantoNessuna valutazione finora
- Pressure Guidelines For HDPaaEDocumento2 paginePressure Guidelines For HDPaaEFadlul Akbar HerfiantoNessuna valutazione finora
- B 84567 SB Hp1 DSR ST 72 0002 1 Aoc Safety EquipmentDocumento8 pagineB 84567 SB Hp1 DSR ST 72 0002 1 Aoc Safety EquipmentFadlul Akbar HerfiantoNessuna valutazione finora
- B-84567-SB-PP0-RLL-ST-00-0001 - 2 - AOC - Line ListDocumento22 pagineB-84567-SB-PP0-RLL-ST-00-0001 - 2 - AOC - Line ListFadlul Akbar HerfiantoNessuna valutazione finora
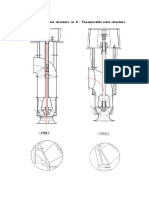
- Mixed Flow Pump Structure ChooseDocumento4 pagineMixed Flow Pump Structure ChooseFadlul Akbar HerfiantoNessuna valutazione finora
- Struktur Commisioning - Sinter AreaDocumento1 paginaStruktur Commisioning - Sinter AreaFadlul Akbar HerfiantoNessuna valutazione finora
- Activated Carbon Product InfoDocumento1 paginaActivated Carbon Product InfoFadlul Akbar HerfiantoNessuna valutazione finora
- Sket Pump House ModelDocumento1 paginaSket Pump House ModelFadlul Akbar HerfiantoNessuna valutazione finora
- Struktur Commisioning - HMTP AreaDocumento1 paginaStruktur Commisioning - HMTP AreaFadlul Akbar HerfiantoNessuna valutazione finora
- Struktur Commisioning - GF AreaDocumento1 paginaStruktur Commisioning - GF AreaFadlul Akbar HerfiantoNessuna valutazione finora
- Struktur Commisioning - BF AreaDocumento1 paginaStruktur Commisioning - BF AreaFadlul Akbar HerfiantoNessuna valutazione finora
- EdiDocumento5 pagineEdiFadlul Akbar HerfiantoNessuna valutazione finora
- Carbon Black FDA Compliant DocumentDocumento4 pagineCarbon Black FDA Compliant DocumentGleidiston ZattoniNessuna valutazione finora
- 9100Y8G2Documento41 pagine9100Y8G2Fadlul Akbar HerfiantoNessuna valutazione finora
- MSDS MolassesV2Documento3 pagineMSDS MolassesV2Fadlul Akbar HerfiantoNessuna valutazione finora
- Development of Light Weight ConcreteDocumento14 pagineDevelopment of Light Weight ConcreteAmit ChouguleNessuna valutazione finora
- ADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...Documento4 pagineADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...rico ruben100% (1)
- Aggregate Impact Value TestDocumento6 pagineAggregate Impact Value Testnadz_fynazNessuna valutazione finora
- Grade 8 Science 1st Quarter Suative TEstDocumento3 pagineGrade 8 Science 1st Quarter Suative TEstNeptune Lopez92% (49)
- PRODUCT INFORMATIONDocumento2 paginePRODUCT INFORMATIONAdriana GonçalvesNessuna valutazione finora
- Mass Transfer Aka Sir AssignmentDocumento4 pagineMass Transfer Aka Sir Assignmentওয়াসিমNessuna valutazione finora
- Electrochemical Cleaningof Artificially Tarnished SilverDocumento11 pagineElectrochemical Cleaningof Artificially Tarnished SilverRahmi Nur Anisah Nasution 2003114489Nessuna valutazione finora
- Tem-290 Process Validation Protocol Template SampleDocumento5 pagineTem-290 Process Validation Protocol Template SampleJonatan Dominguez Perez100% (2)
- KITZ DJ Series Ductile Iron Butterfly Valves E-231-06 PDFDocumento16 pagineKITZ DJ Series Ductile Iron Butterfly Valves E-231-06 PDFYulita Ika PawestriNessuna valutazione finora
- V. Divakar Botcha Et al-MRX-2016Documento14 pagineV. Divakar Botcha Et al-MRX-2016divakar botchaNessuna valutazione finora
- ENGINEERING DESIGN GUIDELINES Fin Fan Air Cooler Rev Web PDFDocumento18 pagineENGINEERING DESIGN GUIDELINES Fin Fan Air Cooler Rev Web PDFeoseos12Nessuna valutazione finora
- Polymetron Model 9240 Multi-Channel Sodium AnalyzerDocumento294 paginePolymetron Model 9240 Multi-Channel Sodium AnalyzersrinuvoodiNessuna valutazione finora
- Particle Physics: OutlineDocumento57 pagineParticle Physics: OutlineMadhukar RaoNessuna valutazione finora
- STANKIEWICZ, !!!! Process Intensification 2002 PDFDocumento5 pagineSTANKIEWICZ, !!!! Process Intensification 2002 PDFFranco A. ZavaletaNessuna valutazione finora
- Technical Data Sheet Yipin Red Iron Oxide YPC33200Documento2 pagineTechnical Data Sheet Yipin Red Iron Oxide YPC33200Fabio Arboleda TorresNessuna valutazione finora
- ALS Minerals Service Schedule USDDocumento44 pagineALS Minerals Service Schedule USDGAUCHEX697355Nessuna valutazione finora
- Calculation of Induction Motor Starting Parameters Using MatlabDocumento6 pagineCalculation of Induction Motor Starting Parameters Using MatlabДејан ПејовскиNessuna valutazione finora
- Ujian RemediDocumento1 paginaUjian RemediJokoSuswonoNessuna valutazione finora
- Unit 3 Exam-SolutionsDocumento8 pagineUnit 3 Exam-SolutionsbrunosipodNessuna valutazione finora
- Class X Science Question PaperDocumento24 pagineClass X Science Question PaperKalpna RaniNessuna valutazione finora
- Assignment 1 CarboxylicDocumento8 pagineAssignment 1 CarboxylicYu HuiNessuna valutazione finora
- MTDKDocumento9 pagineMTDKraviteja1840Nessuna valutazione finora
- Konelab 20Documento2 pagineKonelab 20mrashrafi100% (1)
- Determination of Specific Gravity or Relative Density of Substances (Formal Report)Documento3 pagineDetermination of Specific Gravity or Relative Density of Substances (Formal Report)Zac AshtonNessuna valutazione finora
- Tool Wear MechanismDocumento9 pagineTool Wear MechanismDevansh AgrawalNessuna valutazione finora
- Army Public School Bhopal: TOPIC:-" "Documento20 pagineArmy Public School Bhopal: TOPIC:-" "Gourav Pathariya100% (1)
- Paper 2Documento8 paginePaper 2Prateek MalhotraNessuna valutazione finora
- Wireline Logging GuidelinesDocumento3 pagineWireline Logging GuidelinesHamdan HamzahNessuna valutazione finora
- Pharmacokinetics of Oral and Intravenous Paracetamol (Acetaminophen) When Co-Administered With Intravenous Morphine in Healthy Adult SubjectsDocumento10 paginePharmacokinetics of Oral and Intravenous Paracetamol (Acetaminophen) When Co-Administered With Intravenous Morphine in Healthy Adult SubjectsRara MaharrumNessuna valutazione finora
- Naca TN 2579Documento41 pagineNaca TN 2579maurizio.desio4992Nessuna valutazione finora