Potrebbero piacerti anche
- Planos Difractables Sistemas Cubicos PDFDocumento1 paginaPlanos Difractables Sistemas Cubicos PDFNRG32Nessuna valutazione finora
- Propiedades de Los MaterialesDocumento28 paginePropiedades de Los MaterialesNRG32Nessuna valutazione finora
- Madera - 2 - PDFDocumento24 pagineMadera - 2 - PDFNRG32Nessuna valutazione finora
- Energía de Las OlasDocumento21 pagineEnergía de Las OlasNRG32100% (3)
- MODI-Sem1-Teoría Del RiesgoDocumento86 pagineMODI-Sem1-Teoría Del RiesgoRayme RòmuloNessuna valutazione finora
- Exposicion DrogadiccionDocumento17 pagineExposicion DrogadiccionLis Fabiola Otazu0% (2)
- NietzscheDocumento3 pagineNietzscheArmando VidalNessuna valutazione finora
- Investigacion OctanajeDocumento6 pagineInvestigacion OctanajeLuis Gustavo Ugarte VallejosNessuna valutazione finora
- 09 Tres Puertas-SanguanDocumento2 pagine09 Tres Puertas-SanguanElysenda ValNessuna valutazione finora
- Experiencias en El Uso de La Herramienta TRENDSDocumento17 pagineExperiencias en El Uso de La Herramienta TRENDSGrupo Scout Ocho MocaNessuna valutazione finora
- Circuito de EntrenamientoDocumento7 pagineCircuito de EntrenamientokeilynNessuna valutazione finora
- Autómatas ProgramablesDocumento12 pagineAutómatas Programableslupita sernaNessuna valutazione finora
- Vocabulario Sobre MaquinasDocumento4 pagineVocabulario Sobre MaquinasSandy Yoselinne Samudio GaitanNessuna valutazione finora
- Mobiliario NomDocumento20 pagineMobiliario NomAldo Israel Olán De Los SantosNessuna valutazione finora
- Alimentacion y Profundidad de CorteDocumento5 pagineAlimentacion y Profundidad de Cortecesc102030Nessuna valutazione finora
- Ejercicio de La Segunda Ley de NewtonDocumento6 pagineEjercicio de La Segunda Ley de Newtoneduardohg20100% (1)
- Clase 1 ManejoycontroldesemillasDocumento17 pagineClase 1 ManejoycontroldesemillasEduardo Pepe Melgarejo DíazNessuna valutazione finora
- Halogenuros DefinitivoDocumento15 pagineHalogenuros DefinitivoAndres AlvaradoNessuna valutazione finora
- Cronologia de La QuimicaDocumento18 pagineCronologia de La Quimicaubaldo enrique quijano tellezNessuna valutazione finora
- LIXIVIANCIONDocumento72 pagineLIXIVIANCIONJulio Garcia Fuentes100% (1)
- Canal de SuezDocumento3 pagineCanal de SuezAngelo Bafunno DiazNessuna valutazione finora
- Fundamento de La Motricidad en El Rendimientos Deportivo. Fernandez RomeroDocumento573 pagineFundamento de La Motricidad en El Rendimientos Deportivo. Fernandez RomeroJordi Cañadas LopezNessuna valutazione finora
- El Camino AngostoDocumento7 pagineEl Camino AngostoHenry PadillaNessuna valutazione finora
- Bot-Anatomia Del TalloDocumento41 pagineBot-Anatomia Del TalloKAREN MARGARITA PACHECO SALINASNessuna valutazione finora
- Ejercicios para El Desarrollo de Los Fundamentos de BaloncestoDocumento9 pagineEjercicios para El Desarrollo de Los Fundamentos de BaloncestoCentro Digital Rock CafeNessuna valutazione finora
- Z TestDocumento14 pagineZ TestSebastián GazcónNessuna valutazione finora
- Enfisema 2 PDFDocumento1 paginaEnfisema 2 PDFPinedo Garcia Raquel LeslieNessuna valutazione finora
- Hds Agorex 60Documento6 pagineHds Agorex 60PaoloCortesGodoyNessuna valutazione finora
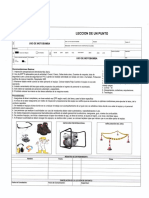
- Lup MotobombaDocumento1 paginaLup Motobombajenny carolina martinez sandovalNessuna valutazione finora
- Selección de Fases y Secuencia de ExtracciónDocumento29 pagineSelección de Fases y Secuencia de ExtracciónCarlos SaavedraNessuna valutazione finora
- Duplo Y - BiologiaDocumento8 pagineDuplo Y - Biologialpso2004Nessuna valutazione finora
- Obras MaritimasDocumento44 pagineObras MaritimasMemo Hernandez Pares0% (1)
- Piro MetroDocumento8 paginePiro MetroKaren VásconezNessuna valutazione finora
- Inspección Y Prueba de IndicadoresDocumento2 pagineInspección Y Prueba de IndicadoresAlisson Nallely Matallanes CastilloNessuna valutazione finora
- 7 tendencias digitales que cambiarán el mundoDa Everand7 tendencias digitales que cambiarán el mundoValutazione: 4.5 su 5 stelle4.5/5 (87)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDa EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroValutazione: 4 su 5 stelle4/5 (1)
- Cultura y clima: fundamentos para el cambio en la organizaciónDa EverandCultura y clima: fundamentos para el cambio en la organizaciónNessuna valutazione finora
- Influencia. La psicología de la persuasiónDa EverandInfluencia. La psicología de la persuasiónValutazione: 4.5 su 5 stelle4.5/5 (14)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDa EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaValutazione: 4.5 su 5 stelle4.5/5 (117)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDa EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosValutazione: 4 su 5 stelle4/5 (16)
- Guía de aplicacion de la ISO 9001:2015Da EverandGuía de aplicacion de la ISO 9001:2015Valutazione: 5 su 5 stelle5/5 (3)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDa EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressValutazione: 5 su 5 stelle5/5 (1)
- Guía para la aplicación de ISO 9001 2015Da EverandGuía para la aplicación de ISO 9001 2015Valutazione: 4 su 5 stelle4/5 (1)
- Aprende a Modelar Aplicaciones con UML - Tercera EdiciónDa EverandAprende a Modelar Aplicaciones con UML - Tercera EdiciónValutazione: 2 su 5 stelle2/5 (1)
- Inteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaDa EverandInteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaAna Isabel Sánchez DíezValutazione: 4 su 5 stelle4/5 (3)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDa EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteValutazione: 1 su 5 stelle1/5 (1)