Potrebbero piacerti anche
- Literature ReviewDocumento5 pagineLiterature ReviewImtiaz KhanNessuna valutazione finora
- Desalination of Seawater by Using Graphene Membrane: FYP ProposalDocumento8 pagineDesalination of Seawater by Using Graphene Membrane: FYP ProposalImtiaz KhanNessuna valutazione finora
- Agm'Z (DKMZ (G¡Õmpývh$) : Series SGNDocumento21 pagineAgm'Z (DKMZ (G¡Õmpývh$) : Series SGNImtiaz KhanNessuna valutazione finora
- Goals of This CourseDocumento39 pagineGoals of This CourseImtiaz KhanNessuna valutazione finora
- F & CDocumento10 pagineF & CImtiaz KhanNessuna valutazione finora
- Module 1: History of Fuels Lecture 6: Fundamental Definitions, Properties and Various MeasurementsDocumento9 pagineModule 1: History of Fuels Lecture 6: Fundamental Definitions, Properties and Various MeasurementsImtiaz KhanNessuna valutazione finora
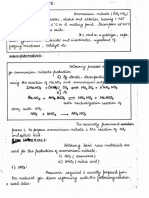
- Ammonium Nitrate PDFDocumento6 pagineAmmonium Nitrate PDFImtiaz KhanNessuna valutazione finora
- Mathematics HSSC I Supplementary 2016 Fbise PDFDocumento12 pagineMathematics HSSC I Supplementary 2016 Fbise PDFImtiaz KhanNessuna valutazione finora
- FuelDocumento172 pagineFuelImtiaz KhanNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Karl Storz Endoscopy-America v. Stryker Et. Al.Documento9 pagineKarl Storz Endoscopy-America v. Stryker Et. Al.Patent LitigationNessuna valutazione finora
- Machine Elements in Mechanical Design Solution PDFDocumento309 pagineMachine Elements in Mechanical Design Solution PDFazkonaNessuna valutazione finora
- Chapter 5. Elementary ProbabilityDocumento11 pagineChapter 5. Elementary ProbabilityyonasNessuna valutazione finora
- Formal Declarative EndingDocumento13 pagineFormal Declarative EndingMary Mariette EscalanteNessuna valutazione finora
- Bangladesh College of Physicians and Surgeons (BCPS)Documento2 pagineBangladesh College of Physicians and Surgeons (BCPS)farukNessuna valutazione finora
- Night Journey Approval Form Rev 0Documento2 pagineNight Journey Approval Form Rev 0Tagubilin DailyNessuna valutazione finora
- AGI 400 Series Data Sheet 4921240564 UKDocumento19 pagineAGI 400 Series Data Sheet 4921240564 UKEdwin PinzonNessuna valutazione finora
- Subject-Verb AgreementDocumento6 pagineSubject-Verb AgreementCheryl AquinoNessuna valutazione finora
- Course: 55265ac Microsoft Powerapps: Module 1: An Introduction To PowerappsDocumento3 pagineCourse: 55265ac Microsoft Powerapps: Module 1: An Introduction To PowerappsMasro Masro2018Nessuna valutazione finora
- Alternating Current Bounce Back 2.0 22 DecDocumento132 pagineAlternating Current Bounce Back 2.0 22 Decayushmanjee1303Nessuna valutazione finora
- LKPD Bahasa Inggris Kelas VII - Descriptive TextDocumento1 paginaLKPD Bahasa Inggris Kelas VII - Descriptive TextAhmad Farel HusainNessuna valutazione finora
- Chapter 02 - Test Bank: Multiple Choice QuestionsDocumento23 pagineChapter 02 - Test Bank: Multiple Choice QuestionsKhang LeNessuna valutazione finora
- Road ConstructionDocumento5 pagineRoad ConstructionmetincetinNessuna valutazione finora
- Character MapDocumento1 paginaCharacter MapNikkieIrisAlbañoNovesNessuna valutazione finora
- Listado de Vehiculos para ChatarrizaciónDocumento658 pagineListado de Vehiculos para ChatarrizacióntaycotcNessuna valutazione finora
- Daily Lesson Plan (Pre Calculus-Group 5)Documento4 pagineDaily Lesson Plan (Pre Calculus-Group 5)Paula Jan100% (5)
- Boeing, P., Mueller, E., & Sandner, P. (2016)Documento18 pagineBoeing, P., Mueller, E., & Sandner, P. (2016)Aby HuzaiNessuna valutazione finora
- DRRM Work Plan & PNA 2019-2022Documento18 pagineDRRM Work Plan & PNA 2019-2022ARIANE I. LAGATICNessuna valutazione finora
- h8183 Disaster Recovery Sphere Vmax SRDF Vplex WPDocumento31 pagineh8183 Disaster Recovery Sphere Vmax SRDF Vplex WParvindNessuna valutazione finora
- Project Sr. AccountantDocumento3 pagineProject Sr. Accountantraisiqbal11Nessuna valutazione finora
- 2012 Nike Football Clinic 4Documento2 pagine2012 Nike Football Clinic 4Bruno ChuNessuna valutazione finora
- Global Davit GMBHDocumento8 pagineGlobal Davit GMBHTimothy JacksonNessuna valutazione finora
- Aim Efi Euro1 100 EngDocumento8 pagineAim Efi Euro1 100 EngManuel RodriguezNessuna valutazione finora
- Major and Minor TriadsDocumento16 pagineMajor and Minor TriadsSAYINessuna valutazione finora
- Paul Brunton - WikipediaDocumento3 paginePaul Brunton - WikipediaShabd_MysticNessuna valutazione finora
- Youth Protection WaiverDocumento1 paginaYouth Protection WaiverKatie McCarthyNessuna valutazione finora
- Soal PAT Bhs Inggris Kelas XII Semester GenapDocumento12 pagineSoal PAT Bhs Inggris Kelas XII Semester GenapSt HarlisNessuna valutazione finora
- ITALY 1940-41: Bersaglieri Support List List OneDocumento1 paginaITALY 1940-41: Bersaglieri Support List List OneXijun Liew0% (1)
- Cobas B 123 POC System - ASTM Interface Description - V2 1Documento50 pagineCobas B 123 POC System - ASTM Interface Description - V2 1Orelvi SantosNessuna valutazione finora
- File ListDocumento17 pagineFile ListAndre CunhaNessuna valutazione finora