Potrebbero piacerti anche
- BorradorDocumento19 pagineBorradorRodmi Torres Peralta100% (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Sistema de Control Interno en ComprasDocumento21 pagineSistema de Control Interno en ComprasPaola Star Santos Vergara75% (4)
- Curso La Consultoria AmbientalDocumento485 pagineCurso La Consultoria AmbientalRogelio Lazo Arjona100% (2)
- Preparacion de Juntas para SoldarDocumento6 paginePreparacion de Juntas para SoldarPatricioHernán50% (4)
- Preparación de Juntas para SoldaduraDocumento9 paginePreparación de Juntas para SoldaduraDiego Arenas100% (1)
- Tema 3 Plegado de ChapasDocumento22 pagineTema 3 Plegado de ChapasVio Sónica67% (3)
- Triptico de Ahorro de EnergiaDocumento2 pagineTriptico de Ahorro de EnergiaStefany Añazco Tavara80% (15)
- Calibracion de Bomba Aspersora o de EspaldaDocumento5 pagineCalibracion de Bomba Aspersora o de Espaldaottorodriguez75% (4)
- Geometría, Selección y Preparación de Juntas para Soldadura Por ArcoDocumento6 pagineGeometría, Selección y Preparación de Juntas para Soldadura Por ArcoPatricio TamayoNessuna valutazione finora
- 2-Geometria y Preparacion de Juntas-Parte 2Documento6 pagine2-Geometria y Preparacion de Juntas-Parte 2RicardoLauferNessuna valutazione finora
- Tipos de Juntas 002Documento11 pagineTipos de Juntas 002Nacho CajalNessuna valutazione finora
- Proyecto y Diseno de Juntas Soldadas SegDocumento13 pagineProyecto y Diseno de Juntas Soldadas SegJOEL VLADIMIRNessuna valutazione finora
- Diseño de Juntas Soldadas Segun DIN-18800Documento13 pagineDiseño de Juntas Soldadas Segun DIN-18800Danilo Guedes GuedesNessuna valutazione finora
- Manual de Soldadura OERLIKONDocumento8 pagineManual de Soldadura OERLIKONAlex SerranoNessuna valutazione finora
- Posiciones y Uniones BásicasDocumento14 paginePosiciones y Uniones BásicasCarlos Guillermo Ardon GomezNessuna valutazione finora
- UNIONESDocumento2 pagineUNIONESLeo CastiblancoNessuna valutazione finora
- Disertacion FinalDocumento25 pagineDisertacion Finaljaqueline_luque_1Nessuna valutazione finora
- 1preparación de JuntasDocumento6 pagine1preparación de JuntasLuis Fernando Paredes ParedesNessuna valutazione finora
- 4ta Clase Teorica Esquemas PosicionesDocumento22 pagine4ta Clase Teorica Esquemas PosicionesChristian GarciaNessuna valutazione finora
- Procesos de Manufactura I (Practica VIII)Documento7 pagineProcesos de Manufactura I (Practica VIII)Kevin RodriguezNessuna valutazione finora
- Procesos de Manufactura I (Practica VIII)Documento7 pagineProcesos de Manufactura I (Practica VIII)Kevin RodriguezNessuna valutazione finora
- 1-Geometria y Preparacion de Las Juntas-Parte 1Documento8 pagine1-Geometria y Preparacion de Las Juntas-Parte 1RicardoLauferNessuna valutazione finora
- Terminologia y Preparacion de Las Juntas PDFDocumento48 pagineTerminologia y Preparacion de Las Juntas PDFAndy ChrisNessuna valutazione finora
- Separata Proyecto y DiseñoDocumento13 pagineSeparata Proyecto y DiseñoFrancisco Mendoza RosadoNessuna valutazione finora
- SoldadorDocumento12 pagineSoldadorMarianoNessuna valutazione finora
- Capitulo Vii - Geometria y Diseño de JuntasDocumento18 pagineCapitulo Vii - Geometria y Diseño de JuntasEdwin Loza CoaquiraNessuna valutazione finora
- 3 Diseño de Uniones SoldadasDocumento14 pagine3 Diseño de Uniones SoldadasRodrigo PereaNessuna valutazione finora
- Hoja Tecnica Tubo Lac Astm A500Documento5 pagineHoja Tecnica Tubo Lac Astm A500André MedranoNessuna valutazione finora
- Curso Seguridad SoldadurasDocumento28 pagineCurso Seguridad SoldadurascarlosNessuna valutazione finora
- 7.momento Lineal y ColisionesDocumento4 pagine7.momento Lineal y ColisionesAlvarezMartin0% (1)
- Terminología y Preparación de Las JuntasDocumento48 pagineTerminología y Preparación de Las JuntasRene Caldera83% (6)
- 5.4 Modos de Falla en Tornillos de Alta ResistenciaDocumento5 pagine5.4 Modos de Falla en Tornillos de Alta ResistenciaRomán Alejandro QuejNessuna valutazione finora
- Catalogo Inserto KometDocumento92 pagineCatalogo Inserto KometRogério LoboNessuna valutazione finora
- Preparacion de Juntas para SoldarDocumento6 paginePreparacion de Juntas para SoldarGerli TeranNessuna valutazione finora
- Manufactura TRBDocumento15 pagineManufactura TRBklissethmr1901Nessuna valutazione finora
- Guía de Soldadura 2015 PDFDocumento16 pagineGuía de Soldadura 2015 PDFAlex MadueñoNessuna valutazione finora
- Unidad Educativa Jacinto Jijon y CaamañoDocumento17 pagineUnidad Educativa Jacinto Jijon y CaamañojohannaNessuna valutazione finora
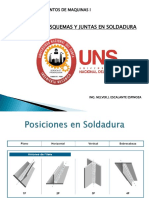
- 7 Posiciones y Juntas en SoldaduraDocumento25 pagine7 Posiciones y Juntas en SoldaduraJohny RafNessuna valutazione finora
- Geometria y Preparacion de JuntasDocumento19 pagineGeometria y Preparacion de JuntasAlmagesto QuenayaNessuna valutazione finora
- Tipos de Soldaduras y de Juntas SoldadasDocumento13 pagineTipos de Soldaduras y de Juntas SoldadastortillasdemaizNessuna valutazione finora
- DobladoDocumento10 pagineDobladocarmen veraNessuna valutazione finora
- KR 18Documento2 pagineKR 18Carito Alvarez LabbéNessuna valutazione finora
- Uniones de SoldaduraDocumento3 pagineUniones de SoldadurafabiolaNessuna valutazione finora
- Tipos de Uniones SoldadasDocumento5 pagineTipos de Uniones SoldadasPablo José LópezNessuna valutazione finora
- San-Posiciones Soldadura-Tipos de JuntaDocumento28 pagineSan-Posiciones Soldadura-Tipos de JuntaJesús LuisNessuna valutazione finora
- Fisuras, Propiedades Mecanicas en SoldadurasDocumento10 pagineFisuras, Propiedades Mecanicas en SoldadurasCarlos HaroNessuna valutazione finora
- BORDESDocumento4 pagineBORDESrobergarciadiaz75Nessuna valutazione finora
- Hoja de LiebherrDocumento7 pagineHoja de LiebherrRoberto Chang PalmaNessuna valutazione finora
- Procedimiento Mig y Mag ExposicionDocumento5 pagineProcedimiento Mig y Mag ExposicionFidel SaicoNessuna valutazione finora
- Juntas de SoldaduraDocumento21 pagineJuntas de SoldaduraPedroNessuna valutazione finora
- MecanicoavionesDocumento4 pagineMecanicoavionesanon_18148243Nessuna valutazione finora
- Unió y BiselDocumento4 pagineUnió y BiselBoris Jaén100% (2)
- Informe Juntas Soldadas JVGDocumento23 pagineInforme Juntas Soldadas JVGJorge VGNessuna valutazione finora
- Vigas de Alma Llena SoldadasDocumento7 pagineVigas de Alma Llena SoldadasJulio CarbonettiNessuna valutazione finora
- Tipos de JuntasDocumento17 pagineTipos de JuntasAlexander Muñoz SánchezNessuna valutazione finora
- Posiciones y Juntas en SoldaduraDocumento25 paginePosiciones y Juntas en Soldaduradennys316100% (1)
- Uniones y Juntas para SoldaduraDocumento7 pagineUniones y Juntas para SoldaduraGERLINessuna valutazione finora
- Diseño de Uniones Soldadas-ImcaDocumento44 pagineDiseño de Uniones Soldadas-ImcasergioNessuna valutazione finora
- Desmontaje y montaje de elementos de aluminio. TMVL0309Da EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Nessuna valutazione finora
- Piping PDFDocumento93 paginePiping PDFRicardoLaufer100% (1)
- Equipos Rotativos PDFDocumento53 pagineEquipos Rotativos PDFRicardoLauferNessuna valutazione finora
- Equipos EstaticosDocumento52 pagineEquipos EstaticosRicardoLaufer100% (1)
- 1-Geometria y Preparacion de Las Juntas-Parte 1Documento8 pagine1-Geometria y Preparacion de Las Juntas-Parte 1RicardoLauferNessuna valutazione finora
- 5-Diapositivas AWS D1 (1) .1Documento33 pagine5-Diapositivas AWS D1 (1) .1RicardoLauferNessuna valutazione finora
- 4-Introduccion Al Codigo Estructural AWS D1 (1) .1Documento2 pagine4-Introduccion Al Codigo Estructural AWS D1 (1) .1RicardoLauferNessuna valutazione finora
- TAREA UNIDAD III Educación A DistanciaDocumento9 pagineTAREA UNIDAD III Educación A Distanciabetzaida villavicencioNessuna valutazione finora
- Caso de UsoDocumento53 pagineCaso de UsoEsteban Gabriel SaldiviaNessuna valutazione finora
- Procedmiento Descarga DieselDocumento23 pagineProcedmiento Descarga Dieselruben olvera ramirezNessuna valutazione finora
- Práctica KaizenDocumento12 paginePráctica KaizenangelesNessuna valutazione finora
- Prueba de Preventoras BOPsDocumento2 paginePrueba de Preventoras BOPsginozky60% (5)
- Aealval - 3 Taller Relaciones de Fase-Unidad 3 PDFDocumento2 pagineAealval - 3 Taller Relaciones de Fase-Unidad 3 PDFHenry Santos VillamilNessuna valutazione finora
- Libro Cultura TributariaDocumento262 pagineLibro Cultura TributariaKatherine Milagros Garcia100% (1)
- Procedimientos de Construcción de MurosDocumento80 pagineProcedimientos de Construcción de Muroslcano8450% (2)
- Resistencia y ResistividadDocumento18 pagineResistencia y ResistividadSchneider Ponte GoicocheaNessuna valutazione finora
- IO-7 5 1-01 Preinstalacion Planmeca Proline XC - AnexoDocumento7 pagineIO-7 5 1-01 Preinstalacion Planmeca Proline XC - AnexoDaiana VillegasNessuna valutazione finora
- 1que Es Una Inspección PlaneadaDocumento4 pagine1que Es Una Inspección Planeadaandrea sincheNessuna valutazione finora
- Enerpac Cilindros de Gran Tonelaje de Doble Efecto CLRGDocumento4 pagineEnerpac Cilindros de Gran Tonelaje de Doble Efecto CLRGFrancisco Raro AlmuzaraNessuna valutazione finora
- Reporte de Distribucion de Funciones y Responsabilidades para Reemplazo de VacacionesDocumento2 pagineReporte de Distribucion de Funciones y Responsabilidades para Reemplazo de VacacionesFabrizio CameroniNessuna valutazione finora
- Lab 2 MaterialesDocumento8 pagineLab 2 MaterialesLiss GHNessuna valutazione finora
- Kidizoom SmartwatchDocumento24 pagineKidizoom Smartwatchjulio4campos-2Nessuna valutazione finora
- Grainger Herramientas Manuales 2020Documento172 pagineGrainger Herramientas Manuales 2020Richard CanabalNessuna valutazione finora
- Spanish - ROAM OnlineDocumento4 pagineSpanish - ROAM OnlineJaviera CarrielNessuna valutazione finora
- Planificacion Como Proceso EstrategicoDocumento16 paginePlanificacion Como Proceso EstrategicoestudeoNessuna valutazione finora
- Power PointDocumento2 paginePower Point123456sandyNessuna valutazione finora
- Forecast y Su Aplicación en La Cadena de SuministroDocumento1 paginaForecast y Su Aplicación en La Cadena de SuministroChristopherMoralesNessuna valutazione finora
- Trabajo Pco FinalDocumento21 pagineTrabajo Pco FinalRaquel Vila Fabian100% (3)
- Formato de Contactos AutorizadosDocumento2 pagineFormato de Contactos AutorizadosJoe RenzoNessuna valutazione finora
- Firmas ContablesDocumento52 pagineFirmas ContablesNickzelith K. Cedeño80% (5)
- Práctica N°8Documento7 paginePráctica N°8ARMANDONessuna valutazione finora
- La Represa de ItaipúDocumento2 pagineLa Represa de ItaipúAnthon ArmandoNessuna valutazione finora
- Ficha de Lectura N 4Documento6 pagineFicha de Lectura N 4Robert Muñoz JayoNessuna valutazione finora