Potrebbero piacerti anche
- Alimentos Pospandemia: Asistimos a un cambio radical en el modo de comer: desde carne producida en impresoras 3D hasta hongos hiperproteicos, el antiguo paradigma de la industria alimentaria llegó a su fin.Da EverandAlimentos Pospandemia: Asistimos a un cambio radical en el modo de comer: desde carne producida en impresoras 3D hasta hongos hiperproteicos, el antiguo paradigma de la industria alimentaria llegó a su fin.Nessuna valutazione finora
- Mantequilla o MargarinaDocumento8 pagineMantequilla o MargarinaAndreina Garcia MassoNessuna valutazione finora
- Elaboración de curados y salazones cárnicos. INAI0108Da EverandElaboración de curados y salazones cárnicos. INAI0108Nessuna valutazione finora
- Catalogo de Alimentos 2022Documento39 pagineCatalogo de Alimentos 2022iniveralyNessuna valutazione finora
- Composición de La Carne Mexicana Baja Res PDFDocumento68 pagineComposición de La Carne Mexicana Baja Res PDFPerafanNessuna valutazione finora
- Libro Taller de Lacteos TécnicoDocumento113 pagineLibro Taller de Lacteos Técnicooswaldao1001112Nessuna valutazione finora
- La Influencia de La Harina y El AmasadoDocumento4 pagineLa Influencia de La Harina y El Amasadoantonio minchillo100% (1)
- Como Usar La Nutricion para Respirar Mas Facilmente Con EPOC (Using Nutrition To Help You Breathe Easier With COPD)Documento2 pagineComo Usar La Nutricion para Respirar Mas Facilmente Con EPOC (Using Nutrition To Help You Breathe Easier With COPD)Susana AmayaNessuna valutazione finora
- Reposteria y EmpresasDocumento17 pagineReposteria y Empresassergio moralesNessuna valutazione finora
- Elaboración de MantequillaDocumento10 pagineElaboración de MantequillaAdonay Mamani Jiménez100% (1)
- Confiteria CompletoDocumento21 pagineConfiteria Completonathalia ortega100% (1)
- Cuestionario Teorico # 1Documento3 pagineCuestionario Teorico # 1Angie GuerrerNessuna valutazione finora
- CXS - 263s - U - Norma para El Queso CheddarDocumento5 pagineCXS - 263s - U - Norma para El Queso Cheddarlaura_meliza100% (3)
- Quesos MexicanosDocumento3 pagineQuesos MexicanosRobert Endean GamboaNessuna valutazione finora
- Emulsiones, Espesantes y Aires.Documento6 pagineEmulsiones, Espesantes y Aires.Alexandra CriolloNessuna valutazione finora
- Los Principios de OmnesDocumento5 pagineLos Principios de Omnesana renata chaura cariman100% (1)
- Los Métodos de CocciónDocumento5 pagineLos Métodos de CocciónAntonio Diaz100% (1)
- MARINADASDocumento15 pagineMARINADASNenita Heyi Vargas100% (1)
- Cap 6 Trap de La Leche-1Documento177 pagineCap 6 Trap de La Leche-1Luis Eduardo Flórez FlórezNessuna valutazione finora
- Practica de Elaboración de PanDocumento6 paginePractica de Elaboración de PanBOOCKMANNessuna valutazione finora
- Elaboracion de Queso Mozzarela y Queso Tipo FrescoDocumento9 pagineElaboracion de Queso Mozzarela y Queso Tipo FrescoMichuz OrtizNessuna valutazione finora
- Índice de SaponificaciónDocumento4 pagineÍndice de SaponificaciónJeiner Becerra rNessuna valutazione finora
- Tecnologia de Obstaculizacion de BarrerasDocumento10 pagineTecnologia de Obstaculizacion de BarrerasDaniela HernandezNessuna valutazione finora
- Guia de Laboratorio de Elaboracion de Leche SaborizadasDocumento3 pagineGuia de Laboratorio de Elaboracion de Leche SaborizadasClaudio Pichardo HernándezNessuna valutazione finora
- MANUAL de PRACTICAS Tenologia de LacteosDocumento24 pagineMANUAL de PRACTICAS Tenologia de LacteosPiterVargasHuamanNessuna valutazione finora
- Bioquimica Del QuesoDocumento7 pagineBioquimica Del QuesoSara Suaña SolanoNessuna valutazione finora
- NMX F 134 1968, Mermelada de CiruelaDocumento9 pagineNMX F 134 1968, Mermelada de CiruelaParalelo 20 Sistema De GestiónNessuna valutazione finora
- Carnes MaduradasDocumento2 pagineCarnes MaduradasJorge Armando Carrascal CorreaNessuna valutazione finora
- Fundamentos Culinarios 1.5Documento79 pagineFundamentos Culinarios 1.5Alejandro OrtegaNessuna valutazione finora
- Queso AsaderoDocumento1 paginaQueso AsaderoRicardo Armando Ordaz SolísNessuna valutazione finora
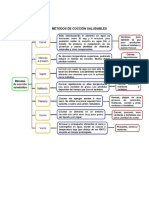
- Métodos de Cocción SaludablesDocumento2 pagineMétodos de Cocción Saludablesrocio vidalNessuna valutazione finora
- Plan Nutricional 1900cal (Esas 25 Años) Normopeso Con Riesgo de ObesidadDocumento12 paginePlan Nutricional 1900cal (Esas 25 Años) Normopeso Con Riesgo de ObesidadJose Manuel LanzNessuna valutazione finora
- Trabajo Azucares y Dulces. AlimentaciónDocumento17 pagineTrabajo Azucares y Dulces. AlimentaciónLorena Iglesias BellosoNessuna valutazione finora
- Cata de CervezaDocumento2 pagineCata de CervezaEsaú VelásquezNessuna valutazione finora
- Práctica 9 Descremado y HomogeneizaciónDocumento6 paginePráctica 9 Descremado y HomogeneizaciónIvonne Bersabee Pérez PachecoNessuna valutazione finora
- Guia Manjar BlancoDocumento5 pagineGuia Manjar BlancoIVAN ASCUE TORRESNessuna valutazione finora
- MantequillaDocumento7 pagineMantequillaAguedita Isabel Toro RamosNessuna valutazione finora
- Guia Queso CheddarDocumento5 pagineGuia Queso CheddarClaudio Pichardo HernándezNessuna valutazione finora
- Elaboracion Basica Del Foie GrasDocumento18 pagineElaboracion Basica Del Foie GrasEvilgroup AndreuNessuna valutazione finora
- Proyecto de JoseDocumento8 pagineProyecto de JoseAri RojasNessuna valutazione finora
- Terminos de Cocina ModernaDocumento23 pagineTerminos de Cocina ModernaGisselly Romero67% (3)
- Salsa VeloutéDocumento1 paginaSalsa Veloutépolo16miNessuna valutazione finora
- EMBUTIDOSDocumento38 pagineEMBUTIDOS123deysNessuna valutazione finora
- Elaboracion de AlmibarDocumento4 pagineElaboracion de AlmibarMarlon Joel Leyva RodriguezNessuna valutazione finora
- Ficha Tecnica de Gel Abrillantador - ManzanaDocumento1 paginaFicha Tecnica de Gel Abrillantador - ManzanaKarin PachecoNessuna valutazione finora
- 4 REgeneraciónDocumento2 pagine4 REgeneraciónmanoloNessuna valutazione finora
- Ensayos de ReposteriaDocumento26 pagineEnsayos de ReposteriaFranklin Horacio CarballoNessuna valutazione finora
- Despieces CarnesDocumento21 pagineDespieces CarnesPilar Gayoso100% (1)
- Práctica 8 AlimentosDocumento11 paginePráctica 8 AlimentosAurora GonzálezNessuna valutazione finora
- Refinacion de Aceite de OLIVADocumento12 pagineRefinacion de Aceite de OLIVALionel Zevallos MejiaNessuna valutazione finora
- ConservadoresDocumento41 pagineConservadoreswaizen0% (2)
- ChorizoDocumento13 pagineChorizoOlga Lucia Angulo AnguloNessuna valutazione finora
- Reglamento de Buenas Practicas para Alimentos Procesados PDFDocumento18 pagineReglamento de Buenas Practicas para Alimentos Procesados PDFfiorella1393Nessuna valutazione finora
- Análisis de Harinas GlutenDocumento15 pagineAnálisis de Harinas GlutenGeovanny Tigse89% (9)
- Gastronomía de AlemaniaDocumento14 pagineGastronomía de AlemaniaJ-Rodrigo ApazaNessuna valutazione finora
- Potencial JitomateDocumento20 paginePotencial JitomatemiguelNessuna valutazione finora
- Productos Curados de Larga DuracionDocumento21 pagineProductos Curados de Larga DuracionYampior Pedro Gabriel0% (1)
- Mantequilla (Ya)Documento24 pagineMantequilla (Ya)Steven Rodriguez HurtadoNessuna valutazione finora
- Informe Trabajo Practico #7 - Preparacion de Yogurt Artesanal en LaboratorioDocumento7 pagineInforme Trabajo Practico #7 - Preparacion de Yogurt Artesanal en LaboratorioRafa NolteNessuna valutazione finora
- 2010 12diciembreDocumento100 pagine2010 12diciembrePedro BoteroNessuna valutazione finora
- Libro 1Documento5 pagineLibro 1Alejandro GarciaNessuna valutazione finora
- Politicas y NotasDocumento5 paginePoliticas y NotasArturo León OrtegaNessuna valutazione finora
- 3 Fases Del Analisis FisicoquimicoDocumento10 pagine3 Fases Del Analisis FisicoquimicoMARIO ALBERTO PEÑA FREILE0% (1)
- Catalogo DisaboresDocumento58 pagineCatalogo DisaboresJos PeNessuna valutazione finora
- Informe Biofermento CompletoDocumento12 pagineInforme Biofermento CompletoMelissaAlayoNessuna valutazione finora
- Proyecto Final - Grupo - 1Documento95 pagineProyecto Final - Grupo - 1Juliana MartinezNessuna valutazione finora
- Alimentacion General Especializada Mascotas PDFDocumento50 pagineAlimentacion General Especializada Mascotas PDFSebastian Lopez ArangoNessuna valutazione finora
- Importancia Del Desayuno PDFDocumento36 pagineImportancia Del Desayuno PDFVale CarrilloNessuna valutazione finora
- Microbiologia de La LecheDocumento5 pagineMicrobiologia de La LecheFranciscoJavierVargasVelascoNessuna valutazione finora
- Laboratorio YogurtDocumento13 pagineLaboratorio YogurtLina Fernanda Achagua JimenezNessuna valutazione finora
- Estructura Proyecto Integrador SubirDocumento27 pagineEstructura Proyecto Integrador SubirMishell SuntaxiNessuna valutazione finora
- Queso Cheddar InvestigacionDocumento73 pagineQueso Cheddar InvestigacionRicardo Luis Rios GNessuna valutazione finora
- Predefensa Purita GabrielDocumento20 paginePredefensa Purita GabrielYoselin Rocio100% (1)
- Valoracion Financiera de Alpina S.A.Documento30 pagineValoracion Financiera de Alpina S.A.Silena100% (1)
- Logistica Gloria S.ADocumento27 pagineLogistica Gloria S.AAnonymous hQpwBSe77% (65)
- Deber 4 - InvestigaciónDocumento3 pagineDeber 4 - InvestigaciónMauro LemaNessuna valutazione finora
- Calculo de Esfuerzos y Deformaciones de Un Camion Sisterna para Transportar LecheDocumento53 pagineCalculo de Esfuerzos y Deformaciones de Un Camion Sisterna para Transportar Lecheraul cabanillasNessuna valutazione finora
- Flujograma de Manejo de Vacunos para Producción de LecheDocumento21 pagineFlujograma de Manejo de Vacunos para Producción de Lechelauro aranda100% (2)
- Portafolio - GANADERIADocumento28 paginePortafolio - GANADERIAAlexander ChantaNessuna valutazione finora
- Cuidado de BebesDocumento12 pagineCuidado de BebesDiego ÁlvarezNessuna valutazione finora
- Atlas de Produccion Lechera IIDocumento140 pagineAtlas de Produccion Lechera IIRaul Oha UmiñaNessuna valutazione finora
- 61 MargarinaDocumento2 pagine61 MargarinaJose MalagonNessuna valutazione finora
- Caracteristicas Fenotipicas LecherasDocumento3 pagineCaracteristicas Fenotipicas LecherasMishell VegaNessuna valutazione finora
- Aplicación de Capas Protectoras en La Conservacion de FrutasDocumento10 pagineAplicación de Capas Protectoras en La Conservacion de FrutasalexandraNessuna valutazione finora
- Cardex Nutricional de Materno Infantil (2009)Documento93 pagineCardex Nutricional de Materno Infantil (2009)FERNANDA MAGDALENA BASTIAS GONZALEZNessuna valutazione finora
- Construccion de Un Marketing Mix Eglis Ordoñez C.Documento6 pagineConstruccion de Un Marketing Mix Eglis Ordoñez C.olger yurichNessuna valutazione finora
- AlpinaDocumento76 pagineAlpinamagangarita90% (10)
- CentrifugacionDocumento5 pagineCentrifugacionIván CrespoNessuna valutazione finora
- Las Ingenierías Innovadoras SDocumento15 pagineLas Ingenierías Innovadoras Sangie ramirezNessuna valutazione finora