Potrebbero piacerti anche
- Sigmadur 550Documento9 pagineSigmadur 550indcoatingsNessuna valutazione finora
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDocumento1 paginaPaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNessuna valutazione finora
- ITP Fuel Fillter (J-1001) Rev10+Documento9 pagineITP Fuel Fillter (J-1001) Rev10+DjokoNessuna valutazione finora
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Documento19 pagineHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNessuna valutazione finora
- WPS & SmawDocumento12 pagineWPS & Smawnuke apriyaniNessuna valutazione finora
- Weld Repair ProcedureDocumento51 pagineWeld Repair Proceduremohd as shahiddin jafriNessuna valutazione finora
- Project Title - ID: Activity NameDocumento5 pagineProject Title - ID: Activity NameRiaz MohammedNessuna valutazione finora
- OC-1-1-FCAW-1 Rev 0 PDFDocumento4 pagineOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Adhesion Cross-Cut Test ExampleDocumento2 pagineAdhesion Cross-Cut Test ExampleRaduNessuna valutazione finora
- TopCoreBelco 101 FCDocumento9 pagineTopCoreBelco 101 FCCesar ArellanoNessuna valutazione finora
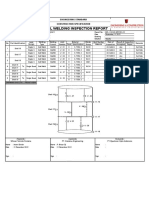
- Visual Inspection Report-BaiturDocumento5 pagineVisual Inspection Report-BaiturBlusukan negeri100% (1)
- WE1884 - ITP For Shop Fab. of Header Coils-120813Documento4 pagineWE1884 - ITP For Shop Fab. of Header Coils-120813imran100% (1)
- INS T 004, Tol - OvalityDocumento4 pagineINS T 004, Tol - OvalityDeepakNessuna valutazione finora
- Ok-Hydraulic Oil Flushing at Terminal AreaDocumento4 pagineOk-Hydraulic Oil Flushing at Terminal AreaEric TingNessuna valutazione finora
- TDC 004 CS Fittings r0Documento1 paginaTDC 004 CS Fittings r0samkarthik47Nessuna valutazione finora
- Weld Defect Wall ChartDocumento6 pagineWeld Defect Wall ChartMuhammad Attaulla KhanNessuna valutazione finora
- Snoop Leak Test LiquidDocumento6 pagineSnoop Leak Test Liquidaldi_crisNessuna valutazione finora
- Asme 1325-18 (2007)Documento1 paginaAsme 1325-18 (2007)Matthew TaylorNessuna valutazione finora
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocumento4 pagineWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNessuna valutazione finora
- Welding Domex SteelsDocumento16 pagineWelding Domex Steelspozolab100% (1)
- Proposed WPS For API 5LDocumento1 paginaProposed WPS For API 5LMecon HyderabadNessuna valutazione finora
- Gate & Globe PDFDocumento0 pagineGate & Globe PDFZoebairNessuna valutazione finora
- Carbon Steel SMAW Format ASME IX Welder QualificationDocumento1 paginaCarbon Steel SMAW Format ASME IX Welder QualificationRiaan Pretorius100% (1)
- Taking Your Weld's TemperatureDocumento6 pagineTaking Your Weld's Temperatureweldingheattreatment100% (1)
- Scope: Method Statement For Welding ControlDocumento6 pagineScope: Method Statement For Welding ControlSIBINNessuna valutazione finora
- Din 59410Documento8 pagineDin 59410Fitra BagusNessuna valutazione finora
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Documento2 pagineQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheNessuna valutazione finora
- Welding Procedure Specification For GTAWDocumento9 pagineWelding Procedure Specification For GTAWraja reyhanNessuna valutazione finora
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocumento2 pagineProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNessuna valutazione finora
- Doc. No Revision No Revision DateDocumento6 pagineDoc. No Revision No Revision DateShyam SinghNessuna valutazione finora
- ASME Buttweld Fittings ExplainedDocumento13 pagineASME Buttweld Fittings ExplainedMarine SleimanNessuna valutazione finora
- Wps Mig PDF FreeDocumento3 pagineWps Mig PDF Freehanz bermejoNessuna valutazione finora
- Specification For 3 Layer Polyethylene CoatingDocumento34 pagineSpecification For 3 Layer Polyethylene CoatingYogesh BaraskarNessuna valutazione finora
- Welding VI ProcedureDocumento5 pagineWelding VI Proceduretri_bobNessuna valutazione finora
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocumento25 paginep999999 100zd11 000 zd0001 - 0 Welding StandardJennyNessuna valutazione finora
- Ultrasonic Test Report: Before AfterDocumento7 pagineUltrasonic Test Report: Before AfterMenad SalahNessuna valutazione finora
- Welder and Welder Operator Qualification Record FormDocumento1 paginaWelder and Welder Operator Qualification Record FormNanaba Nanayaw DwomohNessuna valutazione finora
- BS 1724 (Bronze Welding by Gas)Documento24 pagineBS 1724 (Bronze Welding by Gas)nandi_scrNessuna valutazione finora
- Att#11 - A - Painting ProcedureDocumento14 pagineAtt#11 - A - Painting ProcedureClémentNessuna valutazione finora
- Flash Report-2016-2-16Documento3 pagineFlash Report-2016-2-16sujinlongNessuna valutazione finora
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocumento1 paginaTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNessuna valutazione finora
- Denso Pipe Wrapping SolutionsDocumento8 pagineDenso Pipe Wrapping SolutionsVinoth MechNessuna valutazione finora
- Welding Repair ProcedureDocumento4 pagineWelding Repair ProcedureRiky SumantriNessuna valutazione finora
- Ssab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99Documento1 paginaSsab Emea Ab, Se-613 80 Oxelösund, Sweden: Carbon Equivalent Etc C93-C99tobiasNessuna valutazione finora
- 800D SeriesDocumento3 pagine800D Seriesvkeie0206Nessuna valutazione finora
- Itis NDT MT 01 Rev 06Documento19 pagineItis NDT MT 01 Rev 06pandab bkNessuna valutazione finora
- Equipment For Tank InspectionDocumento1 paginaEquipment For Tank InspectionasikurNessuna valutazione finora
- Proforma Invoice 20180710Documento1 paginaProforma Invoice 20180710Ndt ElearningNessuna valutazione finora
- QCP & Report Rev 03Documento30 pagineQCP & Report Rev 03Heri FebriyantoNessuna valutazione finora
- TDC 003 - SS Pipes - r0Documento1 paginaTDC 003 - SS Pipes - r0samkarthik47Nessuna valutazione finora
- MS For Fabrication of Above-Ground Storage TankDocumento8 pagineMS For Fabrication of Above-Ground Storage Tankdadz mingiNessuna valutazione finora
- Alishar SP 2Documento84 pagineAlishar SP 2Alam MD SazidNessuna valutazione finora
- Coke Crusher - Lubrication Pumps Run in TestDocumento26 pagineCoke Crusher - Lubrication Pumps Run in TestsayedNessuna valutazione finora
- Procurement Services: Industry & Facilities DivisionDocumento10 pagineProcurement Services: Industry & Facilities Divisionkbpatel123Nessuna valutazione finora
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXDocumento62 pagineWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonNessuna valutazione finora
- Con-011 Instruction For Painting Work Rev.0Documento11 pagineCon-011 Instruction For Painting Work Rev.0monchai_626Nessuna valutazione finora
- Humade Msds MaDocumento5 pagineHumade Msds MadchyNessuna valutazione finora
- W-QC-A-006 Rev1, Weld Repair Control ProcedureDocumento10 pagineW-QC-A-006 Rev1, Weld Repair Control ProcedureAlif Rahmat FebriantoNessuna valutazione finora
- W QC A 009 Rev1 Written PracticeDocumento17 pagineW QC A 009 Rev1 Written PracticeAlif Rahmat FebriantoNessuna valutazione finora
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsDa EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsValutazione: 5 su 5 stelle5/5 (1)
- F5 05 GD FFO Building Hydrant Systems DRAFT PDFDocumento18 pagineF5 05 GD FFO Building Hydrant Systems DRAFT PDFAlif Rahmat FebriantoNessuna valutazione finora
- 02.situasi Plaza & Bangku Gate 1.compressedDocumento1 pagina02.situasi Plaza & Bangku Gate 1.compressedAlif Rahmat FebriantoNessuna valutazione finora
- Product Data Sheet: Circuit Breaker Easypact Ezc100H - TMD - 20 A - 3 Poles 3DDocumento6 pagineProduct Data Sheet: Circuit Breaker Easypact Ezc100H - TMD - 20 A - 3 Poles 3DAlif Rahmat FebriantoNessuna valutazione finora
- Ffisj .,,, N (Rones' : L (O-Date: PT - Vertii (Al N0-FkentenDocumento2 pagineFfisj .,,, N (Rones' : L (O-Date: PT - Vertii (Al N0-FkentenAlif Rahmat FebriantoNessuna valutazione finora
- Penawaran Q 544 FF VII 2017Documento1 paginaPenawaran Q 544 FF VII 2017Alif Rahmat FebriantoNessuna valutazione finora
- QE-038 FF III-2019 R1 Tyco GentecDocumento1 paginaQE-038 FF III-2019 R1 Tyco GentecAlif Rahmat FebriantoNessuna valutazione finora
- P OkiPL1 100 15 FRM 0009 Job Safety Analysis (JSA)Documento3 pagineP OkiPL1 100 15 FRM 0009 Job Safety Analysis (JSA)Alif Rahmat FebriantoNessuna valutazione finora
- Penawaran Q 442 FF VI 2017 R1Documento2 paginePenawaran Q 442 FF VI 2017 R1Alif Rahmat FebriantoNessuna valutazione finora
- Hardness Test Quality Control and Inspection Report FormDocumento17 pagineHardness Test Quality Control and Inspection Report FormAlif Rahmat Febrianto0% (1)
- Img 0001Documento1 paginaImg 0001Alif Rahmat FebriantoNessuna valutazione finora
- Visual Inspection ReportDocumento17 pagineVisual Inspection ReportAlif Rahmat Febrianto0% (1)
- Chart Title: Pt. Gemilang Cipta Wawasan Schedule ProjectDocumento10 pagineChart Title: Pt. Gemilang Cipta Wawasan Schedule ProjectAlif Rahmat FebriantoNessuna valutazione finora
- Storage Tank Shell Banding Quality Control and Inspection Report FormDocumento1 paginaStorage Tank Shell Banding Quality Control and Inspection Report FormAlif Rahmat FebriantoNessuna valutazione finora
- Progress Piping GCC CaCo3Documento66 pagineProgress Piping GCC CaCo3Alif Rahmat FebriantoNessuna valutazione finora
- RP32-3 Inspection & Testing of in Service Civil & Mechanical Plant Management PrincipalDocumento7 pagineRP32-3 Inspection & Testing of in Service Civil & Mechanical Plant Management PrincipalAlif Rahmat FebriantoNessuna valutazione finora
- W QC A 009 Rev1 Written PracticeDocumento17 pagineW QC A 009 Rev1 Written PracticeAlif Rahmat FebriantoNessuna valutazione finora
- Install Network Cables: Computer System Servicing NC Ii Document No. Issued By: Page - ofDocumento7 pagineInstall Network Cables: Computer System Servicing NC Ii Document No. Issued By: Page - ofnoeNessuna valutazione finora
- As 2601-2001 The Demolition of StructuresDocumento7 pagineAs 2601-2001 The Demolition of StructuresSAI Global - APAC0% (5)
- VFD Com (XGB-iG5A) - ModbusDocumento27 pagineVFD Com (XGB-iG5A) - Modbusheliodd100% (1)
- JJ104 Workshop Technology Chapter6 Milling MachineDocumento27 pagineJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- Code Generation and T4 Text TemplatesDocumento30 pagineCode Generation and T4 Text TemplatesPhong Nguyễn DoãnNessuna valutazione finora
- IntroductionDocumento67 pagineIntroductionCollins AparejadoNessuna valutazione finora
- Safety Practices Oisd NormsDocumento26 pagineSafety Practices Oisd NormsRaju100% (1)
- LCD TV: Service ManualDocumento32 pagineLCD TV: Service Manualandrei32Nessuna valutazione finora
- Test To Identify Outliers in Data SeriesDocumento16 pagineTest To Identify Outliers in Data SeriesplanetpbNessuna valutazione finora
- Radiographic Examination of Weldments: Standard Test Method ForDocumento5 pagineRadiographic Examination of Weldments: Standard Test Method ForphanthanhhungNessuna valutazione finora
- 582d041blp Jetlan Cat 6 - Futp - 1x4p - Dca & EcaDocumento1 pagina582d041blp Jetlan Cat 6 - Futp - 1x4p - Dca & EcaGabriel AngelNessuna valutazione finora
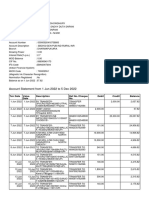
- Statement MithunDocumento2 pagineStatement Mithunbiswa chakrabortyNessuna valutazione finora
- Cheatsheet GCP A4Documento3 pagineCheatsheet GCP A4Anonymous kXqEoUHYCNessuna valutazione finora
- A To Z of SAP Ariba With ECCDocumento13 pagineA To Z of SAP Ariba With ECCLakka100% (1)
- Normality - Questionnaire SampleDocumento6 pagineNormality - Questionnaire SampleFatin NurNessuna valutazione finora
- Crookwood VU Meter User GuideDocumento9 pagineCrookwood VU Meter User GuideMike CymatixNessuna valutazione finora
- ASE A1 Engine Repair Practice TestDocumento55 pagineASE A1 Engine Repair Practice Testtarek100% (3)
- Convenience Elelectronics SystemDocumento32 pagineConvenience Elelectronics SystemCristian IfrimNessuna valutazione finora
- daloRADIUS InstallationDocumento12 paginedaloRADIUS InstallationAgrasen SinghNessuna valutazione finora
- Defence Standard 22-48 (NES 2048)Documento34 pagineDefence Standard 22-48 (NES 2048)Hattar MNessuna valutazione finora
- Semua: Office Online: Business Berita Pelanggan Fitur & Keuntungan UtamaDocumento2 pagineSemua: Office Online: Business Berita Pelanggan Fitur & Keuntungan UtamawahyuwiratmokoNessuna valutazione finora
- BVD2034GBDocumento4 pagineBVD2034GBSamehibrahemNessuna valutazione finora
- Rabbitmq Dotnet Client 2.7.1 User GuideDocumento52 pagineRabbitmq Dotnet Client 2.7.1 User GuideLokesh SpNessuna valutazione finora
- Ascom IP-DeCT Handset SIP Verification Final Test ReportDocumento78 pagineAscom IP-DeCT Handset SIP Verification Final Test ReportAyush PorwalNessuna valutazione finora
- Adobe and Microsoft Innovation CompetitionDocumento3 pagineAdobe and Microsoft Innovation CompetitionAminreza Pournorouz100% (1)
- User Manual: 5KVA/5KW Inverter / ChargerDocumento34 pagineUser Manual: 5KVA/5KW Inverter / Chargerelfoita78Nessuna valutazione finora
- Configuring AS400 For EmailsDocumento10 pagineConfiguring AS400 For EmailsSat's100% (2)
- Learn How To Drive MotorcycleDocumento13 pagineLearn How To Drive Motorcycle9889187549100% (2)
- Papireddy: Sonic Wall NSA 2400Documento4 paginePapireddy: Sonic Wall NSA 2400PrasadValluraNessuna valutazione finora
- Manual de Serviço h360Documento76 pagineManual de Serviço h360Carlos Eduardo100% (3)