Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A1 MatlabDocumento2 pagineA1 MatlabAziful AiemanNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- 6 - Welding of Stainless Steel & AluminiumDocumento24 pagine6 - Welding of Stainless Steel & AluminiumAziful AiemanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Phy093-Chapter 9 Week 7 SlideDocumento41 paginePhy093-Chapter 9 Week 7 SlideAziful AiemanNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- 5b - Welding Metallurgy - Heat Treatment - StudentDocumento20 pagine5b - Welding Metallurgy - Heat Treatment - StudentAziful AiemanNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Case Study PneumaticDocumento6 pagineCase Study PneumaticOtto Edward Vecsmark100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Introduction To Mechanical Engineering DesignDocumento16 pagineIntroduction To Mechanical Engineering DesignAziful AiemanNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- 5a - Welding Metallurgy of Carbon SteelDocumento16 pagine5a - Welding Metallurgy of Carbon SteelAziful AiemanNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Topic T1: Mass, Momentum and Energy AUTUMN 2013Documento32 pagineTopic T1: Mass, Momentum and Energy AUTUMN 2013Aziful AiemanNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Chapter 5 - Org & HRMDocumento50 pagineChapter 5 - Org & HRMAziful AiemanNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Formula FinanceDocumento1 paginaFormula FinanceAziful AiemanNessuna valutazione finora
- 7.1 Environmental Quality ActDocumento20 pagine7.1 Environmental Quality ActAziful AiemanNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Chapter 2 MEC600Documento50 pagineChapter 2 MEC600Aziful AiemanNessuna valutazione finora
- 7.4 Employment Act and RegulationDocumento63 pagine7.4 Employment Act and RegulationAziful AiemanNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Misrun Defects 2. Cut and Washes Defects: Results Type of DefectDocumento2 pagineMisrun Defects 2. Cut and Washes Defects: Results Type of DefectAziful AiemanNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- 2 6 0 Top View Scale: 1:4 Isometric View Scale: 1:4Documento1 pagina2 6 0 Top View Scale: 1:4 Isometric View Scale: 1:4Aziful AiemanNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Chapter 1-Introduction (DR Wan Mazlina)Documento42 pagineChapter 1-Introduction (DR Wan Mazlina)Aziful AiemanNessuna valutazione finora
- Ultra Coperation BlueprintDocumento14 pagineUltra Coperation BlueprintAziful AiemanNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Ultra Coperation Blueprint PDFDocumento43 pagineUltra Coperation Blueprint PDFAziful AiemanNessuna valutazione finora
- FunnelDocumento1 paginaFunnelAziful AiemanNessuna valutazione finora
- Mech MarDocumento1 paginaMech MarAziful AiemanNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Etr - Siti Zubaidah Azizan M at 14 - 5Documento5 pagineEtr - Siti Zubaidah Azizan M at 14 - 5Aziful AiemanNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- "The Alpha Truck" Progress Report: Em220: Bachelor of Mechanical EngineeringDocumento2 pagine"The Alpha Truck" Progress Report: Em220: Bachelor of Mechanical EngineeringAziful AiemanNessuna valutazione finora
- Unit 6 New Product DevelopmentDocumento40 pagineUnit 6 New Product DevelopmentHumaira Zulkifli100% (2)
- (BOX) Rear Body PDFDocumento1 pagina(BOX) Rear Body PDFAziful AiemanNessuna valutazione finora
- (BLADE) New Shredder BladeDocumento1 pagina(BLADE) New Shredder BladeAziful AiemanNessuna valutazione finora
- Top View Scale: 1:1 4 8 - 2 5 Isometric View Scale: 1:1Documento1 paginaTop View Scale: 1:1 4 8 - 2 5 Isometric View Scale: 1:1Aziful AiemanNessuna valutazione finora
- Shredder HousingDocumento1 paginaShredder HousingAziful AiemanNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
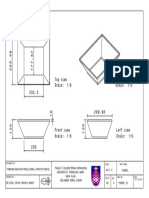
- Top View Scale: 1:3 Isometric View Scale: 1:3Documento1 paginaTop View Scale: 1:3 Isometric View Scale: 1:3Aziful AiemanNessuna valutazione finora
- (BOX) Rear BodyDocumento1 pagina(BOX) Rear BodyAziful AiemanNessuna valutazione finora
- Aladin 2017Documento6 pagineAladin 2017Dwi ermawatiNessuna valutazione finora
- Chemical Bonding Basic (Micro)Documento37 pagineChemical Bonding Basic (Micro)Anant JainNessuna valutazione finora
- HINO Cableado ElectricoDocumento11 pagineHINO Cableado ElectricoWalter Eduard100% (1)
- Exercises: Not One of The Possible Answers ListedDocumento12 pagineExercises: Not One of The Possible Answers ListedSarah ChoiNessuna valutazione finora
- Fyup Chemistry SyllabusDocumento81 pagineFyup Chemistry SyllabusRaj KumarNessuna valutazione finora
- HW 03 On IUPAC NamingDocumento1 paginaHW 03 On IUPAC NamingEMERALDARCANISTNessuna valutazione finora
- Gravimetric Analysis Laboratory ReportDocumento9 pagineGravimetric Analysis Laboratory ReportShawn RizalNessuna valutazione finora
- EagleBurgmann MG1 enDocumento4 pagineEagleBurgmann MG1 ensanjeevvangeNessuna valutazione finora
- 160 81-Nom2 PDFDocumento76 pagine160 81-Nom2 PDFAlexander Ruiz PerezNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Surgical Sutures & BandagesDocumento49 pagineSurgical Sutures & BandagesAnni Sholihah100% (1)
- TWM 3178 PDSDocumento2 pagineTWM 3178 PDSsunnyooiNessuna valutazione finora
- ACTI-PLUS® 2818: Safety Data SheetDocumento12 pagineACTI-PLUS® 2818: Safety Data SheetCharbel WannesNessuna valutazione finora
- 0423a ASKIN XFLAM Performance Panel Roofing-1Documento11 pagine0423a ASKIN XFLAM Performance Panel Roofing-1MacNessuna valutazione finora
- Test1 Goc & Poc Tough by S.K.sinha See Chemistry Animations atDocumento3 pagineTest1 Goc & Poc Tough by S.K.sinha See Chemistry Animations atmyiitchemistry100% (1)
- Enviromental Toxicity and EvaluationDocumento25 pagineEnviromental Toxicity and EvaluationSalma ShadNessuna valutazione finora
- 6.0 Biology Lab ManualDocumento49 pagine6.0 Biology Lab ManualJacob SmithNessuna valutazione finora
- Chocolate: Chocolate Is A Raw or Processed Food Produced From The Seed of The TropicalDocumento7 pagineChocolate: Chocolate Is A Raw or Processed Food Produced From The Seed of The TropicalNyimas Irina SilvaniNessuna valutazione finora
- Pharmacognostical and Preliminary Phytochemical Screening On Leaves of Trianthema Decandra Linn.Documento3 paginePharmacognostical and Preliminary Phytochemical Screening On Leaves of Trianthema Decandra Linn.anto_pharma7784Nessuna valutazione finora
- PC 0189 - Heat Resisting Silicone Aluminium Paint - Apcotherm 540Documento3 paginePC 0189 - Heat Resisting Silicone Aluminium Paint - Apcotherm 540onshore purchase100% (1)
- Biological Nitrogen FixationDocumento24 pagineBiological Nitrogen FixationRam Nivas Ahirwar100% (2)
- Plate Fin Coil PDFDocumento2 paginePlate Fin Coil PDFHermawan LesmanaNessuna valutazione finora
- CHM1 Structure & Bonding QDocumento115 pagineCHM1 Structure & Bonding QGoutham SivagnanamNessuna valutazione finora
- Fisher EZ Sliding - Stem Control Valve: The Easy - Et Valve FamilyDocumento20 pagineFisher EZ Sliding - Stem Control Valve: The Easy - Et Valve FamilyAlberto GuillenNessuna valutazione finora
- Boas Práticas para Produção de ADBlueDocumento27 pagineBoas Práticas para Produção de ADBluewelyson_henriqueNessuna valutazione finora
- Inherited Overflow Metabolic Overflow RenalDocumento11 pagineInherited Overflow Metabolic Overflow RenalChrissa Mae Tumaliuan CatindoyNessuna valutazione finora
- Datasheet Z-PrimercoatDocumento1 paginaDatasheet Z-PrimercoatСтанислав ПодольскийNessuna valutazione finora
- IB-DU1000 Metal-Enclosed Bus PDFDocumento12 pagineIB-DU1000 Metal-Enclosed Bus PDFdestro57Nessuna valutazione finora
- Waste-To-Energy Plant Process Safety ChallengesDocumento5 pagineWaste-To-Energy Plant Process Safety Challengessomesh sharmaNessuna valutazione finora
- Masel Catalog - WiresDocumento30 pagineMasel Catalog - WiresOrtho OrganizersNessuna valutazione finora
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesDa EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesValutazione: 5 su 5 stelle5/5 (1)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialDa EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialValutazione: 3.5 su 5 stelle3.5/5 (3)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeDa EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeValutazione: 4.5 su 5 stelle4.5/5 (9)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosDa EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosValutazione: 5 su 5 stelle5/5 (1)