Potrebbero piacerti anche
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDa Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsValutazione: 4 su 5 stelle4/5 (1)
- Body in White Architecture For An Electric Vehicle ConceptDocumento54 pagineBody in White Architecture For An Electric Vehicle ConceptJosue Enriquez Eguiguren100% (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDa EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNessuna valutazione finora
- An Week2Documento30 pagineAn Week2Tania NoorNessuna valutazione finora
- Engineering Mechanics PPT 1Documento48 pagineEngineering Mechanics PPT 1muralikrishna1917100% (3)
- Advance NDTDocumento17 pagineAdvance NDTGOUTHAM RATHINAMNessuna valutazione finora
- Pipeline Integrity Management ExternalDocumento36 paginePipeline Integrity Management ExternalJavierfox98100% (6)
- POF Specs 2009Documento38 paginePOF Specs 2009eRCeckoNessuna valutazione finora
- Rogers 1959 in KochDocumento38 pagineRogers 1959 in KochDirk Belau100% (2)
- Rebound Hammer Test and Non Destructive Testing of ConcreteDa EverandRebound Hammer Test and Non Destructive Testing of ConcreteNessuna valutazione finora
- ACFM Applications1Documento12 pagineACFM Applications1naoufel1706Nessuna valutazione finora
- PiggingDocumento30 paginePiggingNguyen Van Hieu100% (1)
- IliDocumento38 pagineIlidanish_shoaib6874100% (1)
- Profile Radiography IAEADocumento14 pagineProfile Radiography IAEAPaolo Ng100% (1)
- Ipc2012 90620Documento17 pagineIpc2012 90620Marcelo Varejão CasarinNessuna valutazione finora
- Underground Piping TestingDocumento2 pagineUnderground Piping TestingDouglas HillNessuna valutazione finora
- Non-destructive Testing and Evaluation of Civil Engineering StructuresDa EverandNon-destructive Testing and Evaluation of Civil Engineering StructuresJean-Paul BalayssacNessuna valutazione finora
- NonDestructive Testing NDT of Concrete in StructuresDocumento4 pagineNonDestructive Testing NDT of Concrete in StructuresNurAtikahNessuna valutazione finora
- Project Standards and Specifications Pipeline Construction Rev01Documento15 pagineProject Standards and Specifications Pipeline Construction Rev01hiyeonNessuna valutazione finora
- Ansi B16-104Documento1 paginaAnsi B16-104Monica Suarez100% (1)
- NDT PDFDocumento13 pagineNDT PDFAaron QuinnNessuna valutazione finora
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingDa EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNessuna valutazione finora
- ASTM G62 Holiday Test PDFDocumento5 pagineASTM G62 Holiday Test PDFNuttaphonNessuna valutazione finora
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingDa EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNessuna valutazione finora
- Test On Chapter 1.4 Non-Experimental Research: Qualitative ResearchDocumento3 pagineTest On Chapter 1.4 Non-Experimental Research: Qualitative ResearchTariq MehmoodNessuna valutazione finora
- Non-Destructive Testing of Drilling Oil and Gas Equipment and ToolsDocumento10 pagineNon-Destructive Testing of Drilling Oil and Gas Equipment and Toolsflasher_for_nokiaNessuna valutazione finora
- Review On Development of Polypropylene Manufacturing ProcessDocumento11 pagineReview On Development of Polypropylene Manufacturing ProcessShweta Yadav100% (1)
- NDT PresentationDocumento6 pagineNDT PresentationBighneswar PatraNessuna valutazione finora
- Aiche 38-011Documento8 pagineAiche 38-011ejremediosNessuna valutazione finora
- 259 QC and Assurance and Performance Cut Off Wall VerificationDocumento14 pagine259 QC and Assurance and Performance Cut Off Wall VerificationbimolaksoNessuna valutazione finora
- Ultrasonic Inspection of Pipeline Split-TeesDocumento8 pagineUltrasonic Inspection of Pipeline Split-TeesEhab SaadNessuna valutazione finora
- Ultrasonic Guided Waves Evaluation of Trials For Pipeline InspectionDocumento9 pagineUltrasonic Guided Waves Evaluation of Trials For Pipeline InspectionEmily BrockNessuna valutazione finora
- Ikt RT 2016 05 Pressure Sewer Pipes InspectionDocumento7 pagineIkt RT 2016 05 Pressure Sewer Pipes InspectionMensur TukicNessuna valutazione finora
- Magnitometrich Diag Gazonefteprov enDocumento11 pagineMagnitometrich Diag Gazonefteprov enAntonio Carlos Wilma ValenteNessuna valutazione finora
- CORROSION'S DIAGNOSIS OF THE REINFORCED CONCRETE ELEMENTS BY USING NON-DESTRUCTIVE TESTING METHODS FilipDocumento13 pagineCORROSION'S DIAGNOSIS OF THE REINFORCED CONCRETE ELEMENTS BY USING NON-DESTRUCTIVE TESTING METHODS FilipSorin CretuNessuna valutazione finora
- A New Method For Assessment of Burst Pressure Capacity of Corroded X80 Steel Pipelines Containing A DentDocumento10 pagineA New Method For Assessment of Burst Pressure Capacity of Corroded X80 Steel Pipelines Containing A Dentkiki FaadNessuna valutazione finora
- P 131Documento7 pagineP 131Marciel AmorimNessuna valutazione finora
- Ultrasonic Testing of Welded Joints in Pipelines. New Techniques and InstrumentsDocumento4 pagineUltrasonic Testing of Welded Joints in Pipelines. New Techniques and InstrumentsALP69Nessuna valutazione finora
- Technical Note TN 061 NonDestructive Testing NDT of Concrete in StructuresDocumento4 pagineTechnical Note TN 061 NonDestructive Testing NDT of Concrete in Structuresdwainsghdys1Nessuna valutazione finora
- l4 - Procedure of Civil Structure InspectionDocumento30 paginel4 - Procedure of Civil Structure InspectionWajira Sanjaya PereraNessuna valutazione finora
- Welded Pipes Made of Thermomechanically Rolled Materials 2Documento1 paginaWelded Pipes Made of Thermomechanically Rolled Materials 2qc_531040655Nessuna valutazione finora
- Diagnostics of Bends M TubesDocumento5 pagineDiagnostics of Bends M TubesKR PANessuna valutazione finora
- Mechanical Damage Characterization in PipelinesDocumento8 pagineMechanical Damage Characterization in Pipelinesorange34Nessuna valutazione finora
- PCM SurveyDocumento10 paginePCM Surveymaximiliano banegasNessuna valutazione finora
- Guidance Note Surface Inspection of Welds No. 6.02: ScopeDocumento5 pagineGuidance Note Surface Inspection of Welds No. 6.02: Scopesiroliver39Nessuna valutazione finora
- A New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaDocumento10 pagineA New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaInChy Rencarnation PoseidonNessuna valutazione finora
- Evaluation of Concrete Structures by Advanced Nondestructive Test Methods - Impact Echo Test, Impulse Response Test and Radar SDocumento5 pagineEvaluation of Concrete Structures by Advanced Nondestructive Test Methods - Impact Echo Test, Impulse Response Test and Radar SakxyzNessuna valutazione finora
- SHAPES Network Meeting PenstockDocumento9 pagineSHAPES Network Meeting PenstockPEJU0007Nessuna valutazione finora
- 1534-Article Text-2956-1-10-20200102Documento9 pagine1534-Article Text-2956-1-10-20200102Irshad aliNessuna valutazione finora
- POF Specs 2009-MDocumento38 paginePOF Specs 2009-MbalakrishnaNessuna valutazione finora
- ASNT Paper - CrackingDocumento5 pagineASNT Paper - CrackingtomcanNessuna valutazione finora
- Weld Defects: Magnetism in Pipe and Its Effects On WeldingDocumento10 pagineWeld Defects: Magnetism in Pipe and Its Effects On WeldingwbcdwbjreboohutbadnNessuna valutazione finora
- In-Line Inspection Programs For Corroded Pipelines: July 2013Documento13 pagineIn-Line Inspection Programs For Corroded Pipelines: July 2013iMaJeniDeasNessuna valutazione finora
- GPR Goes Underground: Pipe Penetrating RadarDocumento10 pagineGPR Goes Underground: Pipe Penetrating RadarAndri FitriyadiNessuna valutazione finora
- Crack Detection Techniques in Concrete StructuresDocumento23 pagineCrack Detection Techniques in Concrete Structuresrameshbabu_1979Nessuna valutazione finora
- Holiday Detection in Pipeline Coatings: Standard Test Methods ForDocumento4 pagineHoliday Detection in Pipeline Coatings: Standard Test Methods ForAlejandro ValdesNessuna valutazione finora
- ProceqDocumento16 pagineProceqKemal YücelNessuna valutazione finora
- EnergiesDocumento19 pagineEnergiesHridya LalNessuna valutazione finora
- Prediction of Residual Life For Oil and Gas Pipe WDocumento8 paginePrediction of Residual Life For Oil and Gas Pipe WMekineNessuna valutazione finora
- 4 - Mike ShandDocumento6 pagine4 - Mike ShandPieter Vd MerweNessuna valutazione finora
- Ultrasonic Testing of Pipeline Girth WeldsDocumento4 pagineUltrasonic Testing of Pipeline Girth WeldsManoj Kumar InsulkarNessuna valutazione finora
- The Application of NDT and Analytical Assessment Techniques To Defects in High Temperature Pressure EquipmentDocumento7 pagineThe Application of NDT and Analytical Assessment Techniques To Defects in High Temperature Pressure EquipmentaureconmetallurgyNessuna valutazione finora
- DCVG PaperDocumento28 pagineDCVG PaperfaheemafridiNessuna valutazione finora
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDa EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNessuna valutazione finora
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocumento12 pagineAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNessuna valutazione finora
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocumento8 pagineModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNessuna valutazione finora
- Dryer CalculationsDocumento4 pagineDryer CalculationsVinh Do Thanh0% (1)
- Modelling and Simulation of A Direct Contact Rotary DryerDocumento16 pagineModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNessuna valutazione finora
- Effects of Drying Parameters On Heat Transfer During DryingDocumento13 pagineEffects of Drying Parameters On Heat Transfer During DryingVinh Do ThanhNessuna valutazione finora
- Studies On Drying Kinetics of Solids in A Rotary DryerDocumento6 pagineStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNessuna valutazione finora
- Tỷ số air-fuel lý tưởng (14.7)Documento9 pagineTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhNessuna valutazione finora
- The Heart of Operations - World Cement - 02-2015Documento4 pagineThe Heart of Operations - World Cement - 02-2015fetniNessuna valutazione finora
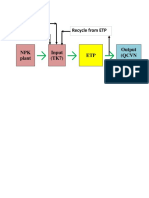
- Recycle From ETP Make Up H2O DAP, UreaDocumento1 paginaRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNessuna valutazione finora
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocumento7 pagineE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhNessuna valutazione finora
- Aoac - Methods.1.1990. MoistureDocumento2 pagineAoac - Methods.1.1990. MoistureVinh Do ThanhNessuna valutazione finora
- NPK-15 8 15Documento5 pagineNPK-15 8 15Vinh Do ThanhNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- PEP Report 267A: Ihs ChemicalDocumento8 paginePEP Report 267A: Ihs ChemicalVinh Do ThanhNessuna valutazione finora
- Tinh Luong Nuoc Bay HoiDocumento22 pagineTinh Luong Nuoc Bay HoiVinh Do ThanhNessuna valutazione finora
- Natural Evaporation RateDocumento16 pagineNatural Evaporation RateVinh Do ThanhNessuna valutazione finora
- Mau Giay Uy Quyen Bang Tieng AnhDocumento3 pagineMau Giay Uy Quyen Bang Tieng AnhVinh Do ThanhNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- Equivalent Grades of Cast IronsDocumento2 pagineEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- CRACKER A PC Based Simulator For Industr PDFDocumento6 pagineCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNessuna valutazione finora
- Metal Price IndexDocumento1 paginaMetal Price IndexVinh Do ThanhNessuna valutazione finora
- 1 0ProjectManagementProceduresDocumento8 pagine1 0ProjectManagementProceduresRamiesRahmanNessuna valutazione finora
- How To Calculate Heat Load - 5 StepsDocumento1 paginaHow To Calculate Heat Load - 5 StepsVinh Do ThanhNessuna valutazione finora
- Optimization of Wall Thickness For Minimum Heat LossesDocumento9 pagineOptimization of Wall Thickness For Minimum Heat LossesVinh Do ThanhNessuna valutazione finora
- DRS 279-2015 Organic Fertilizer - SpecificationDocumento17 pagineDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNessuna valutazione finora
- Estimating Evaporation From Water SurfacesDocumento27 pagineEstimating Evaporation From Water SurfacesVinh Do ThanhNessuna valutazione finora
- How To Calculate Heat Load - 5 StepsDocumento1 paginaHow To Calculate Heat Load - 5 StepsVinh Do ThanhNessuna valutazione finora
- Investigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyDocumento5 pagineInvestigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyradanpetricaNessuna valutazione finora
- FY 65 - MathematicsDocumento12 pagineFY 65 - MathematicsAstrology StudyNessuna valutazione finora
- Lesson Plan Percent NoncalcDocumento1 paginaLesson Plan Percent NoncalcJonathan RobinsonNessuna valutazione finora
- Basic Math - 2011 PDFDocumento6 pagineBasic Math - 2011 PDFLuqman Abdirazaq TukeNessuna valutazione finora
- Ai ML MCQ CombinedDocumento54 pagineAi ML MCQ CombinedAbhinav JoshiNessuna valutazione finora
- OutputDocumento7 pagineOutputUna Balloons0% (1)
- TMP AFCDocumento16 pagineTMP AFCFrontiersNessuna valutazione finora
- E04-Ship Geometry & Hydrostatic CalculationsDocumento2 pagineE04-Ship Geometry & Hydrostatic Calculationsarise tettehNessuna valutazione finora
- Important Concepts & Formula On Clock ProblemsDocumento7 pagineImportant Concepts & Formula On Clock ProblemsRajnish kumarNessuna valutazione finora
- Math - Ap - Periodical Test ReviewDocumento5 pagineMath - Ap - Periodical Test ReviewMae OrtizNessuna valutazione finora
- Multinomial Logistic Regression Models: Newsom Psy 525/625 Categorical Data Analysis, Spring 2021 1Documento5 pagineMultinomial Logistic Regression Models: Newsom Psy 525/625 Categorical Data Analysis, Spring 2021 1Deo TuremeNessuna valutazione finora
- Figueiredo 2016Documento22 pagineFigueiredo 2016Annisa RahmadayantiNessuna valutazione finora
- Education in Singapore Education in Singapore Is Managed by TheDocumento6 pagineEducation in Singapore Education in Singapore Is Managed by TheAlbert Caoile100% (1)
- Mroz ReplicationDocumento9 pagineMroz ReplicationMateo RiveraNessuna valutazione finora
- TransformerProtection 180306-201-244Documento44 pagineTransformerProtection 180306-201-244Diana UlloaNessuna valutazione finora
- Circular PlatformDocumento6 pagineCircular PlatformRamzi GameelNessuna valutazione finora
- Ap Calculus Ab Syllabus 3Documento6 pagineAp Calculus Ab Syllabus 3api-460984840Nessuna valutazione finora
- Qau Course Outlines PDFDocumento11 pagineQau Course Outlines PDFphooolNessuna valutazione finora
- Math 4 Quarter 1 Week 2Documento25 pagineMath 4 Quarter 1 Week 2Jefferson MacasaetNessuna valutazione finora
- Optimization of Machining Parameters For Surface Roughness in Milling OperationDocumento5 pagineOptimization of Machining Parameters For Surface Roughness in Milling OperationArmando Rosas GonzalitosNessuna valutazione finora
- Chemistry, Mathematics & Physics All India Internal Test SeriesDocumento11 pagineChemistry, Mathematics & Physics All India Internal Test SeriesSayantan PalNessuna valutazione finora
- 1.moderation and Mediation Analysis Using Process MacroDocumento8 pagine1.moderation and Mediation Analysis Using Process MacroKelly KavitaNessuna valutazione finora
- Solving Even-Parity Problems Using Traceless Genetic ProgrammingDocumento7 pagineSolving Even-Parity Problems Using Traceless Genetic ProgrammingMihai OlteanNessuna valutazione finora
- Machines: Condition-Based Maintenance-An Extensive Literature ReviewDocumento28 pagineMachines: Condition-Based Maintenance-An Extensive Literature ReviewSebastiao DuarteNessuna valutazione finora
- Quiz 2Documento4 pagineQuiz 2Clash ClanNessuna valutazione finora
- ChronoForms Saving To A Database TableDocumento16 pagineChronoForms Saving To A Database TablechasestolworthyNessuna valutazione finora
- HydraulicsDocumento5 pagineHydraulicsbakrichodNessuna valutazione finora