Potrebbero piacerti anche
- Die Science: Step-By-Step Troubleshooting of Stamping Dies,: Identifying Problems and Verifying Die SetupDocumento7 pagineDie Science: Step-By-Step Troubleshooting of Stamping Dies,: Identifying Problems and Verifying Die SetupDavid RodriguezNessuna valutazione finora
- Nuts&Bolts SignedDocumento13 pagineNuts&Bolts SignedMomchil YordanovNessuna valutazione finora
- Root and Face Bend TestsDocumento3 pagineRoot and Face Bend TestsErlinawati Bintu SupiyoNessuna valutazione finora
- Chapter 2 Different Types of FixturesDocumento20 pagineChapter 2 Different Types of FixturesaragawNessuna valutazione finora
- 1.1.2 Extractors: 1.2 Finishing ToolsDocumento1 pagina1.1.2 Extractors: 1.2 Finishing ToolsMRINAL GAUTAMNessuna valutazione finora
- Module 6-5 Fasteners Pt4 PresentationDocumento46 pagineModule 6-5 Fasteners Pt4 Presentationabdullahqureshi789456Nessuna valutazione finora
- The Bench Work Tools, Uses and ProcessesDocumento11 pagineThe Bench Work Tools, Uses and Processesdockanye3Nessuna valutazione finora
- Tool Design #2Documento3 pagineTool Design #2api-26046805Nessuna valutazione finora
- DIY Bolt GuideDocumento48 pagineDIY Bolt Guidelmkkilo3Nessuna valutazione finora
- Threads and Thread Cutting Operations: Arul R ApmechDocumento22 pagineThreads and Thread Cutting Operations: Arul R ApmecharulsivagiriNessuna valutazione finora
- Levelers: Internal Stress Coil Set Crossbow Edge Wave Center Buckle Flattening LevelingDocumento4 pagineLevelers: Internal Stress Coil Set Crossbow Edge Wave Center Buckle Flattening LevelingangelokyoNessuna valutazione finora
- Questions We Are Frequently AskedDocumento12 pagineQuestions We Are Frequently AskedAVRajan69100% (1)
- Assingment 1 Welding TechnologyDocumento14 pagineAssingment 1 Welding TechnologyMuhammad Sufi MustafaNessuna valutazione finora
- Module 6-5 Fasteners Pt2 PresentationDocumento22 pagineModule 6-5 Fasteners Pt2 Presentationabdullahqureshi789456Nessuna valutazione finora
- Basic Hand Tools.: Produced By, Joe Wintermute ASE Certified Master Automobile TechnicianDocumento54 pagineBasic Hand Tools.: Produced By, Joe Wintermute ASE Certified Master Automobile TechnicianJad MacintoshNessuna valutazione finora
- Hack SawingDocumento15 pagineHack SawingVergara KoyNessuna valutazione finora
- Rivets, Welded Joints, Pin JointsDocumento69 pagineRivets, Welded Joints, Pin JointsSiddharth KotechaNessuna valutazione finora
- Work Holding Devices KeithDocumento6 pagineWork Holding Devices KeithKeith Tanaka Magaka100% (1)
- Hinges With BearingsDocumento16 pagineHinges With BearingsGiNessuna valutazione finora
- Rajan Brar - Construction Path - Metal RoseDocumento24 pagineRajan Brar - Construction Path - Metal Roseapi-695409471Nessuna valutazione finora
- Cove Cutting Jigs For The BT3000 by Jim FryeDocumento8 pagineCove Cutting Jigs For The BT3000 by Jim FryeozilogNessuna valutazione finora
- Angle Grinder Tube Pipe Sander Polishing AttachmenDocumento14 pagineAngle Grinder Tube Pipe Sander Polishing AttachmenEdmar DL100% (1)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderDa EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderValutazione: 5 su 5 stelle5/5 (2)
- Notes On Module 7Documento38 pagineNotes On Module 7raj mohanNessuna valutazione finora
- YEET22 V2 Manual Updated 2022 12 05Documento18 pagineYEET22 V2 Manual Updated 2022 12 05hans landa100% (1)
- Threading Operations of Lathe SystemDocumento37 pagineThreading Operations of Lathe SystemResshille Ann T. SalleyNessuna valutazione finora
- Uputstvo Za Izradu Vetro Generatora Deo 1Documento18 pagineUputstvo Za Izradu Vetro Generatora Deo 1SinišaNessuna valutazione finora
- BHManual Fuselage46 79rev1Documento34 pagineBHManual Fuselage46 79rev1viorelu99Nessuna valutazione finora
- Wookies Words - Finnish Suomi M31 BuildDocumento25 pagineWookies Words - Finnish Suomi M31 BuildWilmer Howard BenderNessuna valutazione finora
- Manu ViseDocumento25 pagineManu ViseNazrin Mohd NadzriNessuna valutazione finora
- Group 2 - RivetingDocumento15 pagineGroup 2 - RivetingClark Kevin Dela RamaNessuna valutazione finora
- How To Sharpen An AxeDocumento26 pagineHow To Sharpen An AxeBrettNessuna valutazione finora
- Facing Operations: Using A 4-Jaw ChuckDocumento8 pagineFacing Operations: Using A 4-Jaw ChuckMajida AdilNessuna valutazione finora
- Jigs and FixturesDocumento85 pagineJigs and Fixturespatel ketan80% (15)
- Module 3. Midterms. Workshop Theory and Practice. MidtermsDocumento10 pagineModule 3. Midterms. Workshop Theory and Practice. MidtermsmanuelNessuna valutazione finora
- Airframe 358Documento46 pagineAirframe 358Josapha Bass BlackNessuna valutazione finora
- Hand ToolsDocumento33 pagineHand ToolsNan OoNessuna valutazione finora
- CarpentryDocumento14 pagineCarpentrymaria nia ferueloNessuna valutazione finora
- Working With Sheet Metal: ShearDocumento2 pagineWorking With Sheet Metal: ShearSarah TanNessuna valutazione finora
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Da EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Valutazione: 5 su 5 stelle5/5 (2)
- Task-3. 3 (P15) : Soldered Joint InspectionDocumento4 pagineTask-3. 3 (P15) : Soldered Joint InspectionSumaiya Akther TiyaNessuna valutazione finora
- Mashop Theory and PracticeDocumento38 pagineMashop Theory and PracticeCel Caren MakidatoNessuna valutazione finora
- Compact Metal Bender Manual PDFDocumento64 pagineCompact Metal Bender Manual PDFarnoldodiel55% (11)
- General Introduction For This Model With Only Diagram-InstructionDocumento5 pagineGeneral Introduction For This Model With Only Diagram-InstructionRiadh FantarNessuna valutazione finora
- Chapter 4 Power Tools and EquipmentDocumento26 pagineChapter 4 Power Tools and EquipmentHemantha DalugamaNessuna valutazione finora
- Tom Anderson - My Frame Lock TutorialDocumento46 pagineTom Anderson - My Frame Lock TutorialBruno Parise100% (1)
- Sheet Metal Design - GuideDocumento7 pagineSheet Metal Design - GuidechoonhooiNessuna valutazione finora
- Autonomous Maintenance Step 4 "General Insp Ections"Documento22 pagineAutonomous Maintenance Step 4 "General Insp Ections"manoj tyagiNessuna valutazione finora
- 6 Equipment of Gasket ReplacementDocumento4 pagine6 Equipment of Gasket ReplacementnixneonNessuna valutazione finora
- Ralph Patterson Diamond Tool HolderDocumento12 pagineRalph Patterson Diamond Tool Holderian_newNessuna valutazione finora
- Home About Us Software Services Training Download Pricing Bolting InfoDocumento9 pagineHome About Us Software Services Training Download Pricing Bolting Infopaeg6512Nessuna valutazione finora
- Aviation Hand Tools For Cutting, Drilling, MachiningDocumento40 pagineAviation Hand Tools For Cutting, Drilling, MachiningMohd KhairiNessuna valutazione finora
- Riveting Basics: Rivet Gun and Flaring RivetsDocumento17 pagineRiveting Basics: Rivet Gun and Flaring RivetsTanu RdNessuna valutazione finora
- Pc. Tap and Die Set: Operator'S ManualDocumento8 paginePc. Tap and Die Set: Operator'S Manualvirk_70Nessuna valutazione finora
- Jigs and FixtureDocumento9 pagineJigs and Fixtureacdy ptreNessuna valutazione finora
- ConradDocumento10 pagineConradEthiel TelescopiumNessuna valutazione finora
- Chainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyDa EverandChainmail Made Easy: Learn to Chainmail in 24 Hours or Less!: Chainmail Made EasyValutazione: 5 su 5 stelle5/5 (4)
- Pocket Guide to Stabilizers: Carry-Along Reference GuideDa EverandPocket Guide to Stabilizers: Carry-Along Reference GuideValutazione: 5 su 5 stelle5/5 (1)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsDa EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsValutazione: 5 su 5 stelle5/5 (1)
- Casting Repair PDFDocumento7 pagineCasting Repair PDFDavid RodriguezNessuna valutazione finora
- Troubleshooting in PressDocumento1 paginaTroubleshooting in PressDavid RodriguezNessuna valutazione finora
- Aida Tech Vol 9 Reverse Tonnage PDFDocumento8 pagineAida Tech Vol 9 Reverse Tonnage PDFDavid RodriguezNessuna valutazione finora
- Stamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityDocumento5 pagineStamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityDavid RodriguezNessuna valutazione finora
- Level 3 For Real - Book 2: Adrian Inzunza English InstructorDocumento27 pagineLevel 3 For Real - Book 2: Adrian Inzunza English InstructorDavid RodriguezNessuna valutazione finora
- Maintenance Follow UpDocumento1 paginaMaintenance Follow UpDavid RodriguezNessuna valutazione finora
- CNC Technology and CNC Programming: Integrated Manufacturing SystemsDocumento137 pagineCNC Technology and CNC Programming: Integrated Manufacturing SystemsDavid RodriguezNessuna valutazione finora
- Issue:: AnswersDocumento5 pagineIssue:: AnswersDavid RodriguezNessuna valutazione finora
- FBM MillDocumento14 pagineFBM MillDavid RodriguezNessuna valutazione finora
- CAD/CAMDocumento18 pagineCAD/CAMDavid Rodriguez100% (1)
- Introduction To WeldingDocumento192 pagineIntroduction To WeldingBiplabananda Talukdar100% (1)
- Stainless SteelDocumento8 pagineStainless Steelsamitha505Nessuna valutazione finora
- 50B-4KG1 Globe 2050B-4KG1 Angle: Fire Protection Pressure Relief ValveDocumento2 pagine50B-4KG1 Globe 2050B-4KG1 Angle: Fire Protection Pressure Relief ValveAlbeiro LeivaNessuna valutazione finora
- Weldinggradeevent PDFDocumento6 pagineWeldinggradeevent PDFnilesh_erusNessuna valutazione finora
- FE Brosur PDFDocumento2 pagineFE Brosur PDFsudiNessuna valutazione finora
- 800 10121Documento3 pagine800 10121slymnNessuna valutazione finora
- FO SolutionDocumento16 pagineFO Solutionsumit1975Nessuna valutazione finora
- Manufacturing Process: CastingDocumento113 pagineManufacturing Process: CastingOmer AbdullahNessuna valutazione finora
- CatalogueDocumento2 pagineCatalogueClarkFedele27Nessuna valutazione finora
- Defect ProblemsDocumento8 pagineDefect Problemsndreddy_pu100% (2)
- Machine Design IgnouDocumento181 pagineMachine Design IgnouAnup ChoudharyNessuna valutazione finora
- Unit 3 BasicsDocumento76 pagineUnit 3 BasicsamarparimiNessuna valutazione finora
- Welding PositionDocumento27 pagineWelding Positionsgt estreroNessuna valutazione finora
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocumento3 pagineSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanNessuna valutazione finora
- Datasheet Sanicro 72hpDocumento2 pagineDatasheet Sanicro 72hpphillipskincaidNessuna valutazione finora
- Astm A 687Documento4 pagineAstm A 687Ryan LasacaNessuna valutazione finora
- PD Cen Iso TR 15608-2017Documento16 paginePD Cen Iso TR 15608-2017Iris Ramirez100% (3)
- Industrial Cleaning Source BookDocumento58 pagineIndustrial Cleaning Source Bookshiel175Nessuna valutazione finora
- Catalogo Paneles Square D PDFDocumento22 pagineCatalogo Paneles Square D PDFCarlos MendozaNessuna valutazione finora
- BS 10 Flange PDFDocumento6 pagineBS 10 Flange PDFmozammilNessuna valutazione finora
- Welding Procedure: Job KnowledgeDocumento4 pagineWelding Procedure: Job KnowledgeMuhammed SulfeekNessuna valutazione finora
- PokeMMO E4 RebattlesDocumento67 paginePokeMMO E4 RebattlesValerio RenzoNessuna valutazione finora
- Structural Steel Erection: Itp - Inspection Test PlanDocumento10 pagineStructural Steel Erection: Itp - Inspection Test PlanMUSTAFA TEMEMINessuna valutazione finora
- Steel MakingDocumento8 pagineSteel MakingCheeragNessuna valutazione finora
- FP - EN - GreenFlux 400 - LM - 0909 - 4Documento1 paginaFP - EN - GreenFlux 400 - LM - 0909 - 4tribolasNessuna valutazione finora
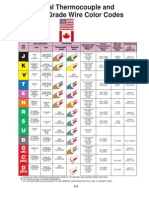
- International Thermocouple and Extension Grade Wire Color CodesDocumento6 pagineInternational Thermocouple and Extension Grade Wire Color CodesEdguitar TheLonelyNessuna valutazione finora
- Characteristic Data Standard MaterialsDocumento6 pagineCharacteristic Data Standard MaterialsSuresh Kumar MittapalliNessuna valutazione finora
- RT ProcedureDocumento18 pagineRT Procedure1339979Nessuna valutazione finora
- 39FX Guide PDFDocumento8 pagine39FX Guide PDFonspsnonsNessuna valutazione finora
- Sealeze Nylon BrushDocumento2 pagineSealeze Nylon BrushMani MaranNessuna valutazione finora