Potrebbero piacerti anche
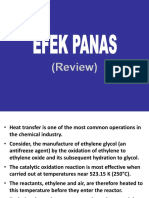
- 1 Efek Panas ReviewDocumento43 pagine1 Efek Panas ReviewRatna NanaNessuna valutazione finora
- Free Business Plan PresentationDocumento49 pagineFree Business Plan Presentationhesziananda100% (4)
- Jurnal Produksi Metanol PDFDocumento21 pagineJurnal Produksi Metanol PDFRyan WahyudiNessuna valutazione finora
- Abstract Wave Lines PowerPoint TemplatesDocumento48 pagineAbstract Wave Lines PowerPoint TemplatesSiti RanaNessuna valutazione finora
- Dapus Laporan 1 Revisi 1Documento2 pagineDapus Laporan 1 Revisi 1Ryan WahyudiNessuna valutazione finora
- CQC Action Plan Publish 10.8.15Documento86 pagineCQC Action Plan Publish 10.8.15Ryan Wahyudi100% (1)
- Tangki 102 HidrogenDocumento1 paginaTangki 102 HidrogenRyan WahyudiNessuna valutazione finora
- 7part1 4 1 PDFDocumento18 pagine7part1 4 1 PDFRyan WahyudiNessuna valutazione finora
- 4 Absorber Stripper d3Documento22 pagine4 Absorber Stripper d3Ryan WahyudiNessuna valutazione finora
- PPTK Tugas 1 PDFDocumento4 paginePPTK Tugas 1 PDFRyan WahyudiNessuna valutazione finora
- PT. SVT TriasetinDocumento2 paginePT. SVT TriasetinRyan WahyudiNessuna valutazione finora
- 172 182 JMTR Jul17Documento11 pagine172 182 JMTR Jul17Mikel MichaelNessuna valutazione finora
- Daftar PustakaDocumento3 pagineDaftar PustakaRyan WahyudiNessuna valutazione finora
- BpsfileDocumento5 pagineBpsfileDewiRSNessuna valutazione finora
- Separations and Reaction Engineering Design Project Production of AmmoniaDocumento10 pagineSeparations and Reaction Engineering Design Project Production of AmmoniaRyan WahyudiNessuna valutazione finora
- BpsfileDocumento5 pagineBpsfileDewiRSNessuna valutazione finora
- PPTK Tugas 1Documento4 paginePPTK Tugas 1Ryan WahyudiNessuna valutazione finora
- Analisis Kelembagaan Penyuluhan Pertania PDFDocumento15 pagineAnalisis Kelembagaan Penyuluhan Pertania PDFRyan WahyudiNessuna valutazione finora
- LAMPIRAN Perhitungan IIDocumento10 pagineLAMPIRAN Perhitungan IIRyan WahyudiNessuna valutazione finora
- PFD Fix TRPDocumento1 paginaPFD Fix TRPRyan WahyudiNessuna valutazione finora
- Acetone BDocumento9 pagineAcetone BIrdani IdrisNessuna valutazione finora
- MethanolDocumento27 pagineMethanolUsman HameedNessuna valutazione finora
- CatatanutpptkDocumento1 paginaCatatanutpptkRyan WahyudiNessuna valutazione finora
- Applied Energy: Mar Pérez-Fortes, Jan C. Schöneberger, Aikaterini Boulamanti, Evangelos TzimasDocumento15 pagineApplied Energy: Mar Pérez-Fortes, Jan C. Schöneberger, Aikaterini Boulamanti, Evangelos TzimasRyan WahyudiNessuna valutazione finora
- The Design and Construction of A Small-Scale Biodiesel PlantDocumento44 pagineThe Design and Construction of A Small-Scale Biodiesel PlantGBKNessuna valutazione finora
- Lampiran B AsetanDocumento3 pagineLampiran B AsetanRyan WahyudiNessuna valutazione finora
- PPT AtkDocumento10 paginePPT AtkRyan WahyudiNessuna valutazione finora
- Lampiran C Dokumentasi: Gambar C.1 Alat-Alat Yang Gambar C.2 Pembuatan LarutanDocumento1 paginaLampiran C Dokumentasi: Gambar C.1 Alat-Alat Yang Gambar C.2 Pembuatan LarutanRyan WahyudiNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Clean Energy - Dell PDFDocumento364 pagineClean Energy - Dell PDFCarlos Andres R. SilvaNessuna valutazione finora
- Webquest - Carbon FootprintDocumento4 pagineWebquest - Carbon Footprintapi-250255512Nessuna valutazione finora
- LPG Carbon Dioxide Fire Suppression System Installation Manual .Documento50 pagineLPG Carbon Dioxide Fire Suppression System Installation Manual .hrhgk100% (1)
- 2014 Book GeobiotechnologyII PDFDocumento205 pagine2014 Book GeobiotechnologyII PDFBORIS ANTHONY COVEÑAS LUNANessuna valutazione finora
- CAPE Biology Unit 2Documento4 pagineCAPE Biology Unit 2Audi Sweetangel100% (1)
- Matter WorksheetDocumento4 pagineMatter WorksheetEvelyn Cantos ZapataNessuna valutazione finora
- Lmop PartnersDocumento508 pagineLmop Partnerskalyani GadekarNessuna valutazione finora
- HDS DAC Does It AllDocumento5 pagineHDS DAC Does It Allkyle celioNessuna valutazione finora
- Q Series User's Manual English Version PDFDocumento248 pagineQ Series User's Manual English Version PDFSándor BerényiNessuna valutazione finora
- Solar Power For Beginners Basics Design and Installation of A Solar Panel System The Complete Guide For Your Off Grid HomeDocumento96 pagineSolar Power For Beginners Basics Design and Installation of A Solar Panel System The Complete Guide For Your Off Grid HomeTek_nikkosNessuna valutazione finora
- Design Principles of Photo-Bioreactors For Cultivation of Microalgae PDFDocumento14 pagineDesign Principles of Photo-Bioreactors For Cultivation of Microalgae PDFDev SongeNessuna valutazione finora
- NOED - Flexible PipesDocumento34 pagineNOED - Flexible PipesZhizhou Wang100% (2)
- Intech200906 FocusDocumento29 pagineIntech200906 FocusMauro Sánchez100% (1)
- Pump Tutorial 3Documento81 paginePump Tutorial 3Ivan YurkoNessuna valutazione finora
- Global WarmingDocumento15 pagineGlobal WarmingJan Paul Salud LugtuNessuna valutazione finora
- API IND DS2 en Excel v2 10081834Documento462 pagineAPI IND DS2 en Excel v2 10081834Suvam PatelNessuna valutazione finora
- TQ MSDS CR2320Documento5 pagineTQ MSDS CR2320Humberto GarciaNessuna valutazione finora
- EnvironmentDocumento298 pagineEnvironmentSumaiya KhanamNessuna valutazione finora
- Leilani Kiaha - PT 8Documento7 pagineLeilani Kiaha - PT 8api-651646859Nessuna valutazione finora
- 40 Inventive Principles in Marketing, Sales and AdvertisingDocumento64 pagine40 Inventive Principles in Marketing, Sales and Advertisingame_deerNessuna valutazione finora
- T6179 Sangita Shinde PDFDocumento326 pagineT6179 Sangita Shinde PDFYashraj Singh BhadoriyaNessuna valutazione finora
- Co2 Marine 220610 - PrintDocumento170 pagineCo2 Marine 220610 - PrintCoquin Ant100% (1)
- The Impact of Indoor Climate On Human Cognition:Evidence From Chess TournamentsDocumento42 pagineThe Impact of Indoor Climate On Human Cognition:Evidence From Chess TournamentsFrancesco RossetiNessuna valutazione finora
- WKST StoichDocumento4 pagineWKST StoichKristyne Olicia0% (1)
- How Does The Ocean BufferDocumento5 pagineHow Does The Ocean Bufferapi-222503660Nessuna valutazione finora
- Computational Fluid Dynamic Simulation ModelingDocumento11 pagineComputational Fluid Dynamic Simulation ModelingAbubakkar siddiqNessuna valutazione finora
- IGCSE - Air and WaterDocumento93 pagineIGCSE - Air and WaterJashan Rohit KumarNessuna valutazione finora
- Teachers Guidebook CCE Whole GuideDocumento375 pagineTeachers Guidebook CCE Whole GuideJedy Tah0% (1)
- Sa004 Fixed Co2 Fire Fighting Systems PDFDocumento1 paginaSa004 Fixed Co2 Fire Fighting Systems PDFHocine TouatiNessuna valutazione finora
- Kendall Hunt-Chemcom - Chemistry in The Community-Kendall Hunt Pub Co (1996) PDFDocumento662 pagineKendall Hunt-Chemcom - Chemistry in The Community-Kendall Hunt Pub Co (1996) PDFFranklin Manrique100% (1)