Potrebbero piacerti anche
- WPS at FormateDocumento134 pagineWPS at FormateMohammad Rizwan100% (1)
- Liquid Penetrant Testing Procedure for Non-Destructive TestingDocumento9 pagineLiquid Penetrant Testing Procedure for Non-Destructive TestingvsnaiduqcNessuna valutazione finora
- 2013-11-030M PT AHUDocumento11 pagine2013-11-030M PT AHUEdison WalitNessuna valutazione finora
- PTS-1012 - RA Hardness Test ReportDocumento1 paginaPTS-1012 - RA Hardness Test ReportPetrotrim ServicesNessuna valutazione finora
- Training Records TPL5013Documento6 pagineTraining Records TPL5013Pradip Tapan Banerjee100% (1)
- EX - 12.7MM - PLATE 01 PAUT Report TrainingDocumento4 pagineEX - 12.7MM - PLATE 01 PAUT Report Trainingagung akbarNessuna valutazione finora
- Saudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorDocumento1 paginaSaudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorSiddiqui Abdul Khaliq100% (1)
- Magnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Documento2 pagineMagnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Khalil ChabbouhNessuna valutazione finora
- Pt. Astar Testing & InspectionDocumento2 paginePt. Astar Testing & InspectionSASINessuna valutazione finora
- Welder Qualification Test Record for NDBDocumento1 paginaWelder Qualification Test Record for NDBAli HammoudaNessuna valutazione finora
- Quality Procedure: TrainingDocumento7 pagineQuality Procedure: TrainingvsnaiduqcNessuna valutazione finora
- N D T (NDT) : Seed GDocumento10 pagineN D T (NDT) : Seed GShishir Kant SinghNessuna valutazione finora
- MEENA Internation NDT TrainingDocumento45 pagineMEENA Internation NDT Trainingahmzahid100% (1)
- Process Validation 1Documento1 paginaProcess Validation 1tayyabNessuna valutazione finora
- Result of Inspection: ConclusionDocumento5 pagineResult of Inspection: ConclusionBayu Aringga putraNessuna valutazione finora
- QP-5 Rev.0-RDocumento14 pagineQP-5 Rev.0-RvsnaiduqcNessuna valutazione finora
- Welding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldDocumento2 pagineWelding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldAbdulmecit YetisNessuna valutazione finora
- NDT Level 2Documento4 pagineNDT Level 2sateeshNessuna valutazione finora
- Quality Procedure: NS-EN ISO 9001-2008 - Certificate No 1221Documento5 pagineQuality Procedure: NS-EN ISO 9001-2008 - Certificate No 1221vsnaiduqcNessuna valutazione finora
- Dimensional Check-Form 3TDocumento3 pagineDimensional Check-Form 3Tlempeng durianNessuna valutazione finora
- CV of Engineer MD Sazid Alam1Documento8 pagineCV of Engineer MD Sazid Alam1Alam MD SazidNessuna valutazione finora
- ACG 22 Requirements For Lifting Equipment Inspection BodiesDocumento14 pagineACG 22 Requirements For Lifting Equipment Inspection BodiesramodNessuna valutazione finora
- JIMT Visual Inspection ReportDocumento1.913 pagineJIMT Visual Inspection Reportgomathyselvi100% (1)
- Hardness TestDocumento117 pagineHardness TestMohdHuzairiRusliNessuna valutazione finora
- F07-Visual Inspection Report NEWDocumento1 paginaF07-Visual Inspection Report NEWmohd as shahiddin jafriNessuna valutazione finora
- T.C.L. Co. - Test & Control LaboratoriesDocumento2 pagineT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNessuna valutazione finora
- Liquid Penetrant Testing Procedure (StructuralDocumento8 pagineLiquid Penetrant Testing Procedure (StructuralGoutam Kumar Deb100% (1)
- Manual Ultrasonic Testing Procedure for 26Documento12 pagineManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- Visual Inspection ReportDocumento2 pagineVisual Inspection ReportAlfian ImaduddinNessuna valutazione finora
- Wps MainlineDocumento5 pagineWps MainlineAlfian FebriansyahNessuna valutazione finora
- Inspection Release for Jacket Leg CoatingDocumento2 pagineInspection Release for Jacket Leg CoatingjeswinNessuna valutazione finora
- Bs Tech: Electrodes Issue and Return RegisterDocumento1 paginaBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNessuna valutazione finora
- Summary TER of 13 Unit 20FT ISO Dry ContainerDocumento219 pagineSummary TER of 13 Unit 20FT ISO Dry ContainerGhilman0529Nessuna valutazione finora
- Fit - Up and Visual Examination Report: Attachment Drawing Joint DetailDocumento1 paginaFit - Up and Visual Examination Report: Attachment Drawing Joint DetailMuhammad Fitransyah Syamsuar Putra100% (1)
- RT Procedure for Egyptian Gas Pipeline ProjectDocumento14 pagineRT Procedure for Egyptian Gas Pipeline ProjectaravindanNessuna valutazione finora
- BC MT 1688-0000Documento84 pagineBC MT 1688-0000Tuấn ĐậuNessuna valutazione finora
- Ultrasonic Thickness Measurement ReportDocumento2 pagineUltrasonic Thickness Measurement ReportKaushal GandhiNessuna valutazione finora
- 57 PQRDocumento13 pagine57 PQRAbdul Tri Hamdani HamdaniNessuna valutazione finora
- SSIS Visual Examination Report FormatDocumento1 paginaSSIS Visual Examination Report FormatSalman KhanNessuna valutazione finora
- Ea 4 15 G Rev01 May 2015 Rev PDFDocumento24 pagineEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13Nessuna valutazione finora
- 4) RT-EQ-P-03 - Control of NDT Equipments and ConsumablesDocumento6 pagine4) RT-EQ-P-03 - Control of NDT Equipments and ConsumablesMOHD AZMIL AMIN BIN MOHAMAD STUDENT100% (1)
- PT NDT ProcedureDocumento5 paginePT NDT ProcedureMohamed AbubackerNessuna valutazione finora
- JSA Radiographic TestingDocumento2 pagineJSA Radiographic TestingAbdul Hakam Mohamed YusofNessuna valutazione finora
- Fit Up Welding Visual Inspection ReportDocumento2 pagineFit Up Welding Visual Inspection Reportgst ajah100% (1)
- Vision FormatDocumento2 pagineVision FormatSubramanian VaithilingamNessuna valutazione finora
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19Documento12 pagine2037-PL-PL-0058-FR-T-025 Dated 18.12.19Dadaso Baburao JamdarNessuna valutazione finora
- SATIP-NDE-LPT-01 Liquid Penetrant Testing-Rev1Documento2 pagineSATIP-NDE-LPT-01 Liquid Penetrant Testing-Rev1Sivaram KottaliNessuna valutazione finora
- Wps PQR FormatDocumento1 paginaWps PQR FormatVarun MalhotraNessuna valutazione finora
- Inspection Plan NDTDocumento7 pagineInspection Plan NDTEdison WalitNessuna valutazione finora
- Liquid Penetrant Examination ProcedureDocumento15 pagineLiquid Penetrant Examination ProcedureANH TAI MAI100% (1)
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Documento14 pagineIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinNessuna valutazione finora
- Trinity Transformer PVT LTD: Liquidpenetrant Examination ReportDocumento2 pagineTrinity Transformer PVT LTD: Liquidpenetrant Examination ReportipraoNessuna valutazione finora
- Liquid Penetrant Test Record: Examinaion DetailsDocumento1 paginaLiquid Penetrant Test Record: Examinaion DetailschandraNessuna valutazione finora
- Sabari Engineering PQRDocumento3 pagineSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Welder Performace Qualification Report 2014..Documento132 pagineWelder Performace Qualification Report 2014..Kayra Riri ChirulNessuna valutazione finora
- Application Form Non Destructive Testing Certification: PROTECTED (When Complete)Documento6 pagineApplication Form Non Destructive Testing Certification: PROTECTED (When Complete)ryan chaplinNessuna valutazione finora
- Daily piping fit-up reportDocumento2 pagineDaily piping fit-up reportnguyenquanghiepNessuna valutazione finora
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Shutdown Valve: B224 323 HPCL Rajasthan Refinery Limited Rajasthan Refinery Project OffsitesDocumento1 paginaShutdown Valve: B224 323 HPCL Rajasthan Refinery Limited Rajasthan Refinery Project OffsitesMirhasan GaziNessuna valutazione finora
- NDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)Documento2 pagineNDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)reyserNessuna valutazione finora
- Xray ListDocumento1 paginaXray ListJJ WeldingNessuna valutazione finora
- Ut ProcedureDocumento2 pagineUt ProcedureJJ WeldingNessuna valutazione finora
- Cr-Mo Steel Vessel Repair ConsiderationsDocumento7 pagineCr-Mo Steel Vessel Repair Considerationsromanosky11Nessuna valutazione finora
- JSA - Turning Spectacle BlindDocumento4 pagineJSA - Turning Spectacle BlindJJ WeldingNessuna valutazione finora
- API 510 QuesDocumento152 pagineAPI 510 Quesamalhaj2013Nessuna valutazione finora
- EXXON IP-03-19-01 Piping Erection, Testing, Flushing and CleaningDocumento6 pagineEXXON IP-03-19-01 Piping Erection, Testing, Flushing and CleaningJJ WeldingNessuna valutazione finora
- Piping Stress Analysis PDFDocumento36 paginePiping Stress Analysis PDFJJ WeldingNessuna valutazione finora
- Commonwealth of Australia 2008Documento30 pagineCommonwealth of Australia 2008JJ WeldingNessuna valutazione finora
- Nozzle Loads WRC 107 Ver 1.1Documento5 pagineNozzle Loads WRC 107 Ver 1.1Honey Tiwari75% (4)
- Weighbridge Schematic Rev 2Documento3 pagineWeighbridge Schematic Rev 2JJ WeldingNessuna valutazione finora
- Asme Section 1: Request For Post Weld Heat TreatDocumento1 paginaAsme Section 1: Request For Post Weld Heat TreatJJ WeldingNessuna valutazione finora
- Coating Inspection RecordDocumento1 paginaCoating Inspection RecordJJ WeldingNessuna valutazione finora
- 09 - Construction & Fabrication ManagementDocumento52 pagine09 - Construction & Fabrication ManagementJJ Welding100% (4)
- Ga 201Documento31 pagineGa 201JJ WeldingNessuna valutazione finora
- JSA - Turning Spectacle BlindDocumento4 pagineJSA - Turning Spectacle BlindJJ WeldingNessuna valutazione finora
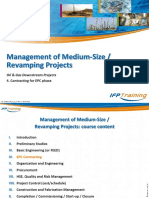
- 03 Basic EngineeringDocumento42 pagine03 Basic EngineeringJJ Welding100% (5)
- Having Knowledge of The ActivitiesDocumento1 paginaHaving Knowledge of The ActivitiesJJ WeldingNessuna valutazione finora
- Pdvsa: Engineering Design ManualDocumento12 paginePdvsa: Engineering Design ManualJJ WeldingNessuna valutazione finora
- 06 ProcurementDocumento19 pagine06 ProcurementJJ Welding100% (3)
- 10 - Completion, Commissioning, Start-UpDocumento28 pagine10 - Completion, Commissioning, Start-UpJJ Welding100% (4)
- 09 - Construction & Fabrication ManagementDocumento52 pagine09 - Construction & Fabrication ManagementJJ Welding100% (4)
- Template Model Scope Work Ejercicio ExcelDocumento18 pagineTemplate Model Scope Work Ejercicio ExcelJJ WeldingNessuna valutazione finora
- 08 - Project ControlDocumento73 pagine08 - Project ControlJJ Welding100% (2)
- 04 - Contracting For EPC PhaseDocumento45 pagine04 - Contracting For EPC PhaseJJ Welding100% (4)
- 08 Project ControlDocumento73 pagine08 Project ControlJJ Welding100% (1)
- 02 Preliminary StudiesDocumento58 pagine02 Preliminary StudiesJJ Welding100% (3)
- 07 - HSE, Quality & Risk ManagementDocumento81 pagine07 - HSE, Quality & Risk ManagementJJ Welding100% (2)
- 01 IntroductionDocumento27 pagine01 IntroductionJJ Welding100% (1)
- Having Knowledge of The ActivitiesDocumento1 paginaHaving Knowledge of The ActivitiesJJ WeldingNessuna valutazione finora
- Fracturing Engineering Manual - 4243456 - 02Documento903 pagineFracturing Engineering Manual - 4243456 - 02Pablo Antezana100% (2)
- Engine Controls Schematics (Delphi ECM - FX3)Documento9 pagineEngine Controls Schematics (Delphi ECM - FX3)Data TécnicaNessuna valutazione finora
- Human Skin Temperature CalculationDocumento14 pagineHuman Skin Temperature CalculationRaymond FuentesNessuna valutazione finora
- DS TSB100-4-Daily Thermetrics DHTW Daily Helix ThermowellDocumento4 pagineDS TSB100-4-Daily Thermetrics DHTW Daily Helix ThermowellJeromeNessuna valutazione finora
- Piston Crown Measurement PDFDocumento2 paginePiston Crown Measurement PDFmohamedNessuna valutazione finora
- Tube Velocity in Heat Exchangers PDFDocumento19 pagineTube Velocity in Heat Exchangers PDFponmanikandan1Nessuna valutazione finora
- 2 - Seismic Waves and Their MeasurementDocumento29 pagine2 - Seismic Waves and Their MeasurementDuy PhướcNessuna valutazione finora
- Weekly Report TemplateDocumento14 pagineWeekly Report TemplateOmar DhiebNessuna valutazione finora
- Modified Asphalt Binders: Need of Present PavementsDocumento85 pagineModified Asphalt Binders: Need of Present PavementsPalika ChopraNessuna valutazione finora
- Hydraulic Circuit DesignDocumento17 pagineHydraulic Circuit DesignansarALLAAH100% (1)
- B21et Pea BOMDocumento9 pagineB21et Pea BOMvanapeerNessuna valutazione finora
- Dytran Reference ManualDocumento866 pagineDytran Reference ManualDon100% (2)
- Modes of Heat Transfer: O Q (Gate, Ies, Ias)Documento7 pagineModes of Heat Transfer: O Q (Gate, Ies, Ias)ankitNessuna valutazione finora
- Earthquake DescriptorsDocumento13 pagineEarthquake DescriptorsDiane Demariano Torcuator60% (5)
- Tutorial 2 - Physical OperationsDocumento2 pagineTutorial 2 - Physical OperationsnasuhaNessuna valutazione finora
- 002 Temapack Gland PackingsDocumento2 pagine002 Temapack Gland PackingsTài TrầnNessuna valutazione finora
- MSS SP-104-2018Documento14 pagineMSS SP-104-2018Денис Пекшуев0% (1)
- 01 Thermodynamic Process 2Documento20 pagine01 Thermodynamic Process 2Ashok PradhanNessuna valutazione finora
- 1 - NDT Basics Ut, MT.,PT, RiDocumento20 pagine1 - NDT Basics Ut, MT.,PT, RiGMNessuna valutazione finora
- Section D Grilles and RegistersDocumento227 pagineSection D Grilles and RegistersacrisostoNessuna valutazione finora
- GRE Pipe InstallationDocumento32 pagineGRE Pipe Installationelkhatri100% (3)
- Esab Tech Tips: Quick Guide Aristo U8 Control PanelDocumento16 pagineEsab Tech Tips: Quick Guide Aristo U8 Control Panelthom0% (1)
- Spirax Sarco - Non Return Valve Type DCV3Documento4 pagineSpirax Sarco - Non Return Valve Type DCV3jimmiilongNessuna valutazione finora
- DR650SEL2 Catalogo Partes PDFDocumento75 pagineDR650SEL2 Catalogo Partes PDFEderNessuna valutazione finora
- Prob SETDocumento2 pagineProb SETFlorence AgsaludNessuna valutazione finora
- Weekly Physical Science Learning PlanDocumento1 paginaWeekly Physical Science Learning PlanLea Mae MimayNessuna valutazione finora
- Delphi Metri-Pack Series 150Documento22 pagineDelphi Metri-Pack Series 150Jacky24Nessuna valutazione finora
- SCIENCEDocumento4 pagineSCIENCEMaria Dhalia MarquezNessuna valutazione finora
- Pressure Vessel Rupture 1571662927 PDFDocumento9 paginePressure Vessel Rupture 1571662927 PDFbilalak1990Nessuna valutazione finora
- MC Stradale enDocumento58 pagineMC Stradale enaiigee100% (2)