Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- SteeringDocumento13 pagineSteeringvivekNessuna valutazione finora
- PumpsDocumento7 paginePumpsvivekNessuna valutazione finora
- Police Clearance Certificate (PCC) Application Form Kerala PoliceDocumento2 paginePolice Clearance Certificate (PCC) Application Form Kerala PolicevivekNessuna valutazione finora
- Welding TechDocumento12 pagineWelding TechvivekNessuna valutazione finora
- Group Oil Lub Stern TubeDocumento25 pagineGroup Oil Lub Stern TubevivekNessuna valutazione finora
- Min Zar TarDocumento247 pagineMin Zar Tarjohndmariner123100% (12)
- Police Clearance Certificate (PCC) Application Form Kerala PoliceDocumento2 paginePolice Clearance Certificate (PCC) Application Form Kerala PolicevivekNessuna valutazione finora
- Stern TubesDocumento46 pagineStern Tubesvivek100% (2)
- Damaged Stability PDFDocumento67 pagineDamaged Stability PDFNikolas gonzalezNessuna valutazione finora
- EKG ClII PDFDocumento7 pagineEKG ClII PDFvivekNessuna valutazione finora
- EntranceDocumento2 pagineEntranceDEEPAK DEEPUNessuna valutazione finora
- Passing Mechanical Aptitude TestsDocumento235 paginePassing Mechanical Aptitude Testsinderjit100% (3)
- Orb Criminal Cases PDFDocumento27 pagineOrb Criminal Cases PDFvivek100% (1)
- meossepIV 400Documento1 paginameossepIV 400vivekNessuna valutazione finora
- meossepIV 400Documento1 paginameossepIV 400vivekNessuna valutazione finora
- Name-Vivek I Varman ROLL NO-17GE1516 Passage AnswersDocumento1 paginaName-Vivek I Varman ROLL NO-17GE1516 Passage AnswersvivekNessuna valutazione finora
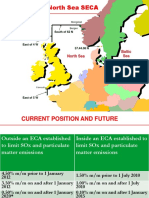
- Sulphur Limits IMO and EU Reg CastrolDocumento3 pagineSulphur Limits IMO and EU Reg CastrolvivekNessuna valutazione finora
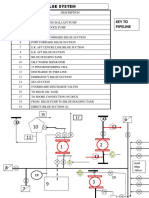
- Key To Pipeline: Bilge SystemDocumento23 pagineKey To Pipeline: Bilge SystemvivekNessuna valutazione finora
- Oil Record BookDocumento3 pagineOil Record BookvivekNessuna valutazione finora
- Co2 Release SystemDocumento4 pagineCo2 Release SystemvivekNessuna valutazione finora
- Damaged Stability PDFDocumento67 pagineDamaged Stability PDFNikolas gonzalezNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Manual de Operacion y MantenimientoDocumento236 pagineManual de Operacion y MantenimientoalexNessuna valutazione finora
- Strategic Marketing: The University of Lahore (Islamabad Campus)Documento3 pagineStrategic Marketing: The University of Lahore (Islamabad Campus)Sumaira IrshadNessuna valutazione finora
- ETNOBotanica NombresDocumento188 pagineETNOBotanica Nombresjalepa_esNessuna valutazione finora
- Reaserch On Effect of Social Media On Academic Performance: Study On The Students of University of DhakaDocumento27 pagineReaserch On Effect of Social Media On Academic Performance: Study On The Students of University of DhakaFatema Tuz Johoora88% (114)
- The Reason: B. FlowsDocumento4 pagineThe Reason: B. FlowsAryanti UrsullahNessuna valutazione finora
- Description and Operating Instructions: Multicharger 750 12V/40A 24V/20A 36V/15ADocumento34 pagineDescription and Operating Instructions: Multicharger 750 12V/40A 24V/20A 36V/15APablo Barboza0% (1)
- Summative Reflection CommDocumento5 pagineSummative Reflection Commapi-546460750Nessuna valutazione finora
- DAA UNIT 1 - FinalDocumento38 pagineDAA UNIT 1 - FinalkarthickamsecNessuna valutazione finora
- SAFE RC Design ForDocumento425 pagineSAFE RC Design ForMarlon Braggian Burgos FloresNessuna valutazione finora
- CCDocumento5 pagineCCnazmulNessuna valutazione finora
- Iec Codes PDFDocumento257 pagineIec Codes PDFAkhil AnumandlaNessuna valutazione finora
- WBCS 2023 Preli - Booklet CDocumento8 pagineWBCS 2023 Preli - Booklet CSurajit DasNessuna valutazione finora
- Sainik School Balachadi: Name-Class - Roll No - Subject - House - Assigned byDocumento10 pagineSainik School Balachadi: Name-Class - Roll No - Subject - House - Assigned byPagalNessuna valutazione finora
- Module-29A: Energy MethodsDocumento2 pagineModule-29A: Energy MethodsjhacademyhydNessuna valutazione finora
- Concrete Specification (BS8500)Documento3 pagineConcrete Specification (BS8500)teh100% (1)
- 35 Electrical Safety SamanDocumento32 pagine35 Electrical Safety SamanSaman Sri Ananda RajapaksaNessuna valutazione finora
- CLA Brochure - 2022-3Documento10 pagineCLA Brochure - 2022-3Streamer AccountNessuna valutazione finora
- Procter and Gamble - MarketingDocumento10 pagineProcter and Gamble - MarketingIvana Panovska100% (5)
- Neet Question Paper 2019 Code r3Documento27 pagineNeet Question Paper 2019 Code r3Deev SoniNessuna valutazione finora
- First - Second and Third Class Levers in The Body - Movement Analysis in Sport - Eduqas - Gcse Physical Education Revision - Eduqas - BBC BitesizeDocumento2 pagineFirst - Second and Third Class Levers in The Body - Movement Analysis in Sport - Eduqas - Gcse Physical Education Revision - Eduqas - BBC BitesizeyoyoyoNessuna valutazione finora
- June 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelDocumento16 pagineJune 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelNyraStardollNessuna valutazione finora
- IQAc 04-05Documento10 pagineIQAc 04-05ymcacollegewebsiteNessuna valutazione finora
- Chapter 20 AP QuestionsDocumento6 pagineChapter 20 AP QuestionsflorenciashuraNessuna valutazione finora
- ST3 ManualDocumento48 pagineST3 ManualRon FosterNessuna valutazione finora
- Omnitron CatalogDocumento180 pagineOmnitron Catalogjamal AlawsuNessuna valutazione finora
- 21 Tara Mantra-Wps OfficeDocumento25 pagine21 Tara Mantra-Wps OfficeAlteo FallaNessuna valutazione finora
- Maha Vedha DikshaDocumento1 paginaMaha Vedha DikshaBallakrishnen SubramaniamNessuna valutazione finora
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Documento1 paginaS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)BaytolgaNessuna valutazione finora
- Final Test Level 7 New Format 2019Documento3 pagineFinal Test Level 7 New Format 2019fabian serranoNessuna valutazione finora
- Riqas Ri RQ9142 11aDocumento6 pagineRiqas Ri RQ9142 11aGrescia Ramos VegaNessuna valutazione finora