Potrebbero piacerti anche
- Uponor PEX Plumbing Solutions GuideDocumento73 pagineUponor PEX Plumbing Solutions GuideMaxmore Karumamupiyo100% (1)
- Probability and Stochastic Processes Friendly IntroductionDocumento97 pagineProbability and Stochastic Processes Friendly IntroductionRasheedNessuna valutazione finora
- Pinch Technology: Minahil Qumreen 2015-CH-430Documento38 paginePinch Technology: Minahil Qumreen 2015-CH-430adnan100% (2)
- Pinch TechDocumento32 paginePinch TechDaniel Puello Rodelo100% (1)
- Chemcad Batch ReactorsDocumento26 pagineChemcad Batch ReactorsCüneyt Gökhan Tosun0% (1)
- Modul Science Form 1Documento30 pagineModul Science Form 1Nur Atiah Daud76% (38)
- Process Integration (PI)Documento180 pagineProcess Integration (PI)Abrhsh67% (3)
- Heat Recovery From Tail Gas IncinerationDocumento14 pagineHeat Recovery From Tail Gas IncinerationcanscotNessuna valutazione finora
- Pinch Technology by ShubhamDocumento29 paginePinch Technology by Shubhamapi-381283580% (5)
- Pinch Analysis of Heat Exchanger Networks in The Crude Distillation Unit of Port-Harcourt RefineryDocumento10 paginePinch Analysis of Heat Exchanger Networks in The Crude Distillation Unit of Port-Harcourt RefineryAdriana WagnerNessuna valutazione finora
- Quality Control in Reservoir SamplingDocumento19 pagineQuality Control in Reservoir SamplingRasheed100% (1)
- Sabp A 009Documento208 pagineSabp A 009sethu1091100% (2)
- Wireline Formation TesterDocumento35 pagineWireline Formation TesterRasheed100% (1)
- Introduction To Pinch Technology: Rokni, Marvin MikaelDocumento27 pagineIntroduction To Pinch Technology: Rokni, Marvin Mikaelida febrianaNessuna valutazione finora
- Introduction-To-Pinch-Technology - ClassDocumento24 pagineIntroduction-To-Pinch-Technology - Class12dcc1947Nessuna valutazione finora
- An Analysis of The Performance of An Ejector RefriDocumento6 pagineAn Analysis of The Performance of An Ejector RefriHalvor JohnsenNessuna valutazione finora
- Heat Exchanger Network Retrofit by Pinch Technology On Reformer Area of Aromatics PlantDocumento10 pagineHeat Exchanger Network Retrofit by Pinch Technology On Reformer Area of Aromatics PlantАнтон КоробейниковNessuna valutazione finora
- Memet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Documento6 pagineMemet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Pooja ChughNessuna valutazione finora
- Process Integration LectureDocumento93 pagineProcess Integration LectureBereket TeferaNessuna valutazione finora
- Section 5: Process IntensificationDocumento23 pagineSection 5: Process IntensificationPrince EugoNessuna valutazione finora
- Dire-Dawa University Dire-Dawa Institute of Technology: Department of Mechanical and Industrial EngineeringDocumento14 pagineDire-Dawa University Dire-Dawa Institute of Technology: Department of Mechanical and Industrial Engineeringluter alexNessuna valutazione finora
- EXAMCASE VCM AssignmentDocumento10 pagineEXAMCASE VCM AssignmentMaximiliano TaubeNessuna valutazione finora
- Cost Minimization Using PINCH TECHNOLOGYDocumento7 pagineCost Minimization Using PINCH TECHNOLOGYAakanksha MahajanNessuna valutazione finora
- An Analysis of The Performance of An EjeDocumento6 pagineAn Analysis of The Performance of An EjeSơn TiếnNessuna valutazione finora
- CMET 401 Plant Design & Economics Heat Integration IIDocumento45 pagineCMET 401 Plant Design & Economics Heat Integration IIAHMED ALI S ALAHMADINessuna valutazione finora
- Estimating original storage tank capacity and manufacturing costs for formaldehyde productionDocumento2 pagineEstimating original storage tank capacity and manufacturing costs for formaldehyde productionkimyakimya89Nessuna valutazione finora
- Midas NFX Thermal AnalysisDocumento15 pagineMidas NFX Thermal AnalysisGanesh MandpeNessuna valutazione finora
- Con10 1217 PDFDocumento10 pagineCon10 1217 PDFDma Chem EngNessuna valutazione finora
- IIT Bombay Chemical Engineering Mini Project Analysis of Piping Network and Natural Gas ReformerDocumento3 pagineIIT Bombay Chemical Engineering Mini Project Analysis of Piping Network and Natural Gas ReformerFake Account 1Nessuna valutazione finora
- CLL703 Process Engineering Major ExamDocumento3 pagineCLL703 Process Engineering Major ExamshakshiNessuna valutazione finora
- WCECS2008 pp123-127Documento5 pagineWCECS2008 pp123-127Syukri ShahNessuna valutazione finora
- Heat Pipe in HvacDocumento11 pagineHeat Pipe in HvacOmkar ChavanNessuna valutazione finora
- Final Process Integration Report (1-Propanol)Documento26 pagineFinal Process Integration Report (1-Propanol)Imran AriffNessuna valutazione finora
- Process IntegrationDocumento37 pagineProcess IntegrationMeareg100% (2)
- Santosa 2018 J. Phys. - Conf. Ser. 953 012044Documento7 pagineSantosa 2018 J. Phys. - Conf. Ser. 953 012044prince assiriNessuna valutazione finora
- Sac SoeDocumento6 pagineSac Soeapi-231165167100% (1)
- Chemical Engineering - Dynamic Modelling of Batch Reactor PDFDocumento25 pagineChemical Engineering - Dynamic Modelling of Batch Reactor PDFBellota03Nessuna valutazione finora
- Roof Replacement ProjectDocumento25 pagineRoof Replacement ProjectImags GamiNessuna valutazione finora
- 1 Process Integration Lecture 1Documento32 pagine1 Process Integration Lecture 1yonas simur100% (1)
- Heat Exchanger Network - Abhijit NathDocumento23 pagineHeat Exchanger Network - Abhijit NathAbhijit NathNessuna valutazione finora
- Waste Heat Recovery and Conversion Into Electricity: Current Solutions and AssessmentDocumento7 pagineWaste Heat Recovery and Conversion Into Electricity: Current Solutions and AssessmentLEONEL ALVARO LLANCO GUARDIANessuna valutazione finora
- Advanced Process Optimisation TechniquesDocumento118 pagineAdvanced Process Optimisation TechniquesgiovanniNessuna valutazione finora
- Pinch Analysis at Preem LYR: Eva Andersson, Per-Åke Franck, Anders Åsblad and Thore BerntssonDocumento30 paginePinch Analysis at Preem LYR: Eva Andersson, Per-Åke Franck, Anders Åsblad and Thore BerntssonOng Jia YeeNessuna valutazione finora
- A Simple Case Study On Application in Synthesising A Feasible Heat Exchanger NetworkDocumento6 pagineA Simple Case Study On Application in Synthesising A Feasible Heat Exchanger NetworkAndi SyahputraNessuna valutazione finora
- A Case Study On Thermodynamic Analysis of Cogeneration Power Plant (IRJET-V2I9163)Documento5 pagineA Case Study On Thermodynamic Analysis of Cogeneration Power Plant (IRJET-V2I9163)luis hyungNessuna valutazione finora
- Mechanical Engineering Department Thermodynamics EOC 2Documento2 pagineMechanical Engineering Department Thermodynamics EOC 2Daneal FikriNessuna valutazione finora
- Assignment 2 CCB 40203Documento3 pagineAssignment 2 CCB 40203Surendra Louis Dupuis NaikerNessuna valutazione finora
- Rohde2020erf PaperID 1174Documento8 pagineRohde2020erf PaperID 1174daongocvu792002Nessuna valutazione finora
- Assignment 3Documento4 pagineAssignment 3kietNessuna valutazione finora
- IC4.4 AnoushPoursartipDocumento10 pagineIC4.4 AnoushPoursartipLuis Daniel RodríguezNessuna valutazione finora
- Thermal radiator performances investigation for dryer designDocumento8 pagineThermal radiator performances investigation for dryer designvinodNessuna valutazione finora
- Pinch Analysis For Power Plant A Novel Approach For Increase in Efficiency IJERTV3IS060887Documento10 paginePinch Analysis For Power Plant A Novel Approach For Increase in Efficiency IJERTV3IS060887almutlaqNessuna valutazione finora
- High Temperature Compact Heat Exchangers: Performance of Advanced Metallic Recuperators For Power PlantsDocumento9 pagineHigh Temperature Compact Heat Exchangers: Performance of Advanced Metallic Recuperators For Power PlantsdfvgdfvdfvdsvsfsdasdvNessuna valutazione finora
- 1 s2.0 S0360544221008367 MainDocumento15 pagine1 s2.0 S0360544221008367 MainHebaNessuna valutazione finora
- Linnhoff Sahdev - Pinch TechnologyDocumento7 pagineLinnhoff Sahdev - Pinch Technologyjotarm931Nessuna valutazione finora
- Heat Exchanger Network Optimization for Maleic Anhydride Production ProcessDocumento34 pagineHeat Exchanger Network Optimization for Maleic Anhydride Production ProcessrovshanbabayevNessuna valutazione finora
- Introduction To Process IntegrationDocumento15 pagineIntroduction To Process IntegrationGamme AbdataaNessuna valutazione finora
- Final Exam: Faculty of Mechanical EngineeringDocumento7 pagineFinal Exam: Faculty of Mechanical EngineeringSaad RasheedNessuna valutazione finora
- Multiple Utilities GCC 2020Documento26 pagineMultiple Utilities GCC 2020Arina HazirahNessuna valutazione finora
- 1 s2.0 S0022286020302519 MainDocumento7 pagine1 s2.0 S0022286020302519 MainasalazarhNessuna valutazione finora
- Power Generation Using Waste Heat From Condenser of Vapour Compression Refrigeration SystemDocumento11 paginePower Generation Using Waste Heat From Condenser of Vapour Compression Refrigeration SystemIJRASETPublicationsNessuna valutazione finora
- Effects of Flash and Vapor Injection On The Air-toAir Heat Pump SystemDocumento9 pagineEffects of Flash and Vapor Injection On The Air-toAir Heat Pump SystemDaniel MilosevskiNessuna valutazione finora
- Matlab Model For The Design of Heat Exchanger Networks in Chemical ProcessesDocumento10 pagineMatlab Model For The Design of Heat Exchanger Networks in Chemical ProcessesKay LimNessuna valutazione finora
- Long-Range Transition State TheoryDocumento18 pagineLong-Range Transition State TheoryRasheedNessuna valutazione finora
- Collisional Energy Transfer of Highly Vibrationally Excited Toluene and Pyrazine - Transition Probabilities and Relaxation Pathways From KCSI Experiments and Trajectory CalculationsDocumento12 pagineCollisional Energy Transfer of Highly Vibrationally Excited Toluene and Pyrazine - Transition Probabilities and Relaxation Pathways From KCSI Experiments and Trajectory CalculationsRasheedNessuna valutazione finora
- Ab Initio Statistical Thermodynamical Models For The Computation of Third-Law EntropiesDocumento21 pagineAb Initio Statistical Thermodynamical Models For The Computation of Third-Law EntropiesRasheedNessuna valutazione finora
- IDEA-Spectroscopy and ionization thresholds of π-isoelectronic 1-phenylallyl and benzylallenyl resonance stabilized radicalsDocumento9 pagineIDEA-Spectroscopy and ionization thresholds of π-isoelectronic 1-phenylallyl and benzylallenyl resonance stabilized radicalsRasheedNessuna valutazione finora
- Exploring Chemistry With Electronic Structure MethodsDocumento337 pagineExploring Chemistry With Electronic Structure MethodsanhoianhaNessuna valutazione finora
- Statistical Thermodynamics and SpectrosDocumento92 pagineStatistical Thermodynamics and SpectrosRasheedNessuna valutazione finora
- MultiWell User Manual-2020 PDFDocumento250 pagineMultiWell User Manual-2020 PDFRasheedNessuna valutazione finora
- (IELTS-Fighter) - IELTS Speaking Part 2 by Simon PDFDocumento26 pagine(IELTS-Fighter) - IELTS Speaking Part 2 by Simon PDFblackbacNessuna valutazione finora
- The Meaning of AdiabaticDocumento3 pagineThe Meaning of AdiabaticRasheedNessuna valutazione finora
- AGuideto MMDocumento816 pagineAGuideto MMsuraj100% (1)
- Phase Behaviour of Mixtures PDFDocumento19 paginePhase Behaviour of Mixtures PDFRasheedNessuna valutazione finora
- Ielts 42 Topics For Speaking Part 1Documento32 pagineIelts 42 Topics For Speaking Part 1Zaryab Nisar100% (1)
- A Birds-Eye View of Density Functional Theory - Klaus CapelleDocumento69 pagineA Birds-Eye View of Density Functional Theory - Klaus CapelleIvanDeJ.OrnelasCruzNessuna valutazione finora
- IELTS Intensive Practice Sparta PDFDocumento10 pagineIELTS Intensive Practice Sparta PDFFrank Harris KruegerNessuna valutazione finora
- Fluid Saturation and Capillary PressureDocumento23 pagineFluid Saturation and Capillary PressureRasheedNessuna valutazione finora
- Mititigation of The Effect of Condensate Banking - A Critical ReviewDocumento18 pagineMititigation of The Effect of Condensate Banking - A Critical ReviewRasheedNessuna valutazione finora
- CHAP3Documento59 pagineCHAP3Maisam AbbasNessuna valutazione finora
- HS Analysis of AminesDocumento10 pagineHS Analysis of AminesВиталий ШариповNessuna valutazione finora
- Refineria de Cartagena (Reficar) Refinery Expansion - Hydrocarbons TechnologyDocumento3 pagineRefineria de Cartagena (Reficar) Refinery Expansion - Hydrocarbons TechnologyGjorgeluisNessuna valutazione finora
- Tell sth apart = distinguish between sth: phân biệt giữa 2 thứ gìDocumento6 pagineTell sth apart = distinguish between sth: phân biệt giữa 2 thứ gìHiền TrầnNessuna valutazione finora
- CVDocumento2 pagineCVyadse100% (1)
- Selected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerDocumento15 pagineSelected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerRola FikriNessuna valutazione finora
- Unit 2 (Complete)Documento20 pagineUnit 2 (Complete)Kunwar Gaurav SamadhiyaNessuna valutazione finora
- Satriana Et Al 2019 - European Journal of Lipid Science and TechnologyDocumento1 paginaSatriana Et Al 2019 - European Journal of Lipid Science and TechnologyMuhammad Dani SupardanNessuna valutazione finora
- Deformation and Fracture Mechanics of Engineering MaterialsDocumento44 pagineDeformation and Fracture Mechanics of Engineering MaterialsSyed Muhammad AliNessuna valutazione finora
- T04: Mass Balance in Non Reacting System (Introduction Tu Multi Unit) A. Sugar Factory Activity (6 Min)Documento2 pagineT04: Mass Balance in Non Reacting System (Introduction Tu Multi Unit) A. Sugar Factory Activity (6 Min)Dewi Mawaddatus SholekhahNessuna valutazione finora
- Bio 112 Exp 3 RajnishDocumento9 pagineBio 112 Exp 3 RajnishRajnish ShreerajNessuna valutazione finora
- Coomassie Blue Staining for Protein DetectionDocumento3 pagineCoomassie Blue Staining for Protein DetectionYvy Villafani BNessuna valutazione finora
- Protons, Neutrons, and Electrons Practice WorksheetDocumento2 pagineProtons, Neutrons, and Electrons Practice WorksheetRedHoeBeerNessuna valutazione finora
- Katalog Mikrofilter Facet AllDocumento12 pagineKatalog Mikrofilter Facet Alltogentong100% (1)
- High Temperature Strength Measurements of Graphite Impregnated With Molten SaltDocumento4 pagineHigh Temperature Strength Measurements of Graphite Impregnated With Molten SaltSdferwste SrqreNessuna valutazione finora
- 2017 Presentation03 HandaDocumento21 pagine2017 Presentation03 HandasatyaseerNessuna valutazione finora
- Cutting Tools TypeDocumento3 pagineCutting Tools TypeneurraNessuna valutazione finora
- 01-02. The Chemical Context of LifeDocumento4 pagine01-02. The Chemical Context of LifeDaniel Angelo MiradorNessuna valutazione finora
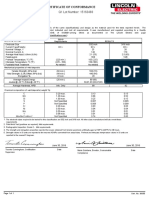
- Certificate of Conformance: Q1 Lot Number: 15163483Documento1 paginaCertificate of Conformance: Q1 Lot Number: 15163483interx00Nessuna valutazione finora
- Equipment for Drilling Fluid Laboratory TestingDocumento14 pagineEquipment for Drilling Fluid Laboratory TestingAlok SinghNessuna valutazione finora
- UWO Chem 3300g Computer MethodsDocumento2 pagineUWO Chem 3300g Computer MethodsmejiasclaudiaNessuna valutazione finora
- The Solar Still: Duncan KunzDocumento5 pagineThe Solar Still: Duncan KunzNicu VisaNessuna valutazione finora
- Information Booklet Elements Compounds and MixturesDocumento40 pagineInformation Booklet Elements Compounds and MixturesnowhinesonchemistryNessuna valutazione finora
- CO-PO MappingDocumento6 pagineCO-PO MappingArun Kumar100% (1)
- Review Notes on Semiconductor Theory and Electronics Engineering FundamentalsDocumento11 pagineReview Notes on Semiconductor Theory and Electronics Engineering FundamentalsFrance DanielNessuna valutazione finora
- Chapter 3 2Documento41 pagineChapter 3 2jerrica thomasNessuna valutazione finora
- PLD 105Documento8 paginePLD 105madx44Nessuna valutazione finora
- Ch. 13 Carbonyl (1) Answers: Organic Chem II-1Documento38 pagineCh. 13 Carbonyl (1) Answers: Organic Chem II-1Nguyễn A.ThưNessuna valutazione finora
- Compressed Air SystemDocumento29 pagineCompressed Air Systemsk sajidNessuna valutazione finora