Potrebbero piacerti anche
- Bronze C86300 SpecificationsDocumento2 pagineBronze C86300 SpecificationsDoss MartinNessuna valutazione finora
- Typical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/FormDocumento2 pagineTypical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/Formorlando benavidesNessuna valutazione finora
- 42crmo6 : Steel GradeDocumento2 pagine42crmo6 : Steel GradeYonas Dwiananta YuwonoNessuna valutazione finora
- Cutting ToolDocumento9 pagineCutting ToolRay Live To RaceNessuna valutazione finora
- BOHLER E 71T-1C/1M: GMAW Rutile Flux Cored WireDocumento2 pagineBOHLER E 71T-1C/1M: GMAW Rutile Flux Cored WirebrayanNessuna valutazione finora
- Typical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/FormDocumento2 pagineTypical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/FormzahraNessuna valutazione finora
- CDA 84400 phosphor bronze alloy propertiesDocumento4 pagineCDA 84400 phosphor bronze alloy propertiesShariq KhanNessuna valutazione finora
- 21 CR Mo 10Documento2 pagine21 CR Mo 10Avik ChattarjeeNessuna valutazione finora
- Sor2010 PDFDocumento411 pagineSor2010 PDFYOGESH SINHANessuna valutazione finora
- Material Coronas - 42CrMo4 - 25MY - ENDocumento1 paginaMaterial Coronas - 42CrMo4 - 25MY - ENjoaquinmanuelbulnesNessuna valutazione finora
- Naval BrassDocumento1 paginaNaval BrassAugusto Gabriel Flores ManzanedaNessuna valutazione finora
- 70cuni TigDocumento3 pagine70cuni TigGiannhs SeitaridhsNessuna valutazione finora
- Improving The Quality of The Machining Process Through New TechnologiesDocumento4 pagineImproving The Quality of The Machining Process Through New TechnologiesKaitlynNessuna valutazione finora
- MDS AlSi10Mg 2023-05.1 ENDocumento12 pagineMDS AlSi10Mg 2023-05.1 ENIntaek JoNessuna valutazione finora
- Diamond & Related Materials: SciencedirectDocumento10 pagineDiamond & Related Materials: SciencedirectAndres Carmona OsorioNessuna valutazione finora
- A Study On PDC Drill Bits QualityDocumento18 pagineA Study On PDC Drill Bits QualityAzri HamimNessuna valutazione finora
- Corwire Katalog YiceDocumento54 pagineCorwire Katalog YiceAlexandar Marinkovic100% (1)
- GGB Anchor BoltDocumento1 paginaGGB Anchor Boltargometer tzarNessuna valutazione finora
- Guidance For Propeller Blade Welding RepDocumento2 pagineGuidance For Propeller Blade Welding RepBharat VermaNessuna valutazione finora
- CWC-BookletF1 15Documento1 paginaCWC-BookletF1 15satnamNessuna valutazione finora
- Nickel Aluminium Bronce SB-148 C95800Documento2 pagineNickel Aluminium Bronce SB-148 C95800matteo_1234Nessuna valutazione finora
- CrMo Alloy SAG Mill Liners Quality RequirementsDocumento16 pagineCrMo Alloy SAG Mill Liners Quality RequirementsFrancis ChavezNessuna valutazione finora
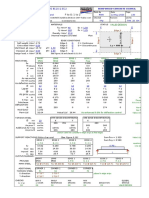
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Documento4 pagineF To G: 1 To 2: Spreadsheets To BS 8110 & EC2Mohammed ElemamNessuna valutazione finora
- Cromarod Duplex B-1Documento1 paginaCromarod Duplex B-1Matija BušićNessuna valutazione finora
- PDS - Bohler Q 71 BC (C1)Documento1 paginaPDS - Bohler Q 71 BC (C1)RaviTeja BhamidiNessuna valutazione finora
- Behavior of The Magnetic Abrasive Tool For Cutting Edge PDFDocumento7 pagineBehavior of The Magnetic Abrasive Tool For Cutting Edge PDFKunal GuptaNessuna valutazione finora
- 1.5MM 304Documento1 pagina1.5MM 304pankaj kumarNessuna valutazione finora
- LINCOLN Nicromo 60-16Documento2 pagineLINCOLN Nicromo 60-16AbdülHak ÖZkaraNessuna valutazione finora
- 534 Vup DC 01Documento69 pagine534 Vup DC 01saloman.vasuprada28Nessuna valutazione finora
- Tooling Examples PDFDocumento15 pagineTooling Examples PDFRudolf-Laszlo KalmarNessuna valutazione finora
- CuZn33 CatalogueDocumento9 pagineCuZn33 CataloguefedericoNessuna valutazione finora
- Jammu Ring Road Technical PointsDocumento2 pagineJammu Ring Road Technical Pointspravin surveNessuna valutazione finora
- Brand new NC3000 series Wide roughing coverage turning grade for steel and stainless steelDocumento4 pagineBrand new NC3000 series Wide roughing coverage turning grade for steel and stainless steeldemoracingeduNessuna valutazione finora
- En 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table8Documento1 paginaEn 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table8yw_oulalaNessuna valutazione finora
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocumento44 pagineWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doNessuna valutazione finora
- 2024 Aluminium SheetDocumento1 pagina2024 Aluminium SheetGeorge ChachlakisNessuna valutazione finora
- GK 223370 SRTDocumento1 paginaGK 223370 SRTömer cılızNessuna valutazione finora
- Ampco Vs SteelDocumento9 pagineAmpco Vs SteelCopper AmpcometalNessuna valutazione finora
- Analytical Modelling and Experimental Validation of Micro-Ball-EndDocumento15 pagineAnalytical Modelling and Experimental Validation of Micro-Ball-EndChoy Hau YanNessuna valutazione finora
- CIRP Annals - Manufacturing Technology: E. Uhlmann (1), J. KoenigDocumento4 pagineCIRP Annals - Manufacturing Technology: E. Uhlmann (1), J. KoenigmortadaNessuna valutazione finora
- SAW Test Results NSSW NB-250H & Y-80M Flux WireDocumento5 pagineSAW Test Results NSSW NB-250H & Y-80M Flux WireEduard Gonzalo Rojas CervantesNessuna valutazione finora
- 300 C SailDocumento2 pagine300 C Sailchandrabhushan kushwahaNessuna valutazione finora
- C83600 Continuous Cast Red Brass Product DetailsDocumento2 pagineC83600 Continuous Cast Red Brass Product DetailsLin DouaiNessuna valutazione finora
- Chapter 6aDocumento7 pagineChapter 6asurjitNessuna valutazione finora
- 304 1.5MM PCDocumento1 pagina304 1.5MM PCsabir hussain100% (1)
- PQR Procedure Qualification Record Krishna SteelDocumento2 paginePQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- 73 Ijmperddec201873Documento6 pagine73 Ijmperddec201873TJPRC PublicationsNessuna valutazione finora
- SK 900 Ni-G: ClassificationsDocumento1 paginaSK 900 Ni-G: ClassificationsYJ JangNessuna valutazione finora
- 26MoCr11 Datasheet PDFDocumento3 pagine26MoCr11 Datasheet PDFEugen PosticaNessuna valutazione finora
- C86200 Manganese BronzeDocumento1 paginaC86200 Manganese BronzeDeepak KumarNessuna valutazione finora
- Technical Delivery Condition: LBST Specification Code: LB 316Documento1 paginaTechnical Delivery Condition: LBST Specification Code: LB 316Prasenjit PuriNessuna valutazione finora
- Ampcoloy 972: Technical Data SheetDocumento1 paginaAmpcoloy 972: Technical Data SheetmazaherramazaniNessuna valutazione finora
- Aac 500, Aac 1267, Acsr 60Documento5 pagineAac 500, Aac 1267, Acsr 60Rahmat IzaiziNessuna valutazione finora
- c95500 Spec SheetDocumento2 paginec95500 Spec SheetOrnella MancinelliNessuna valutazione finora
- Material data sheet for 42MnV7 steel gradeDocumento2 pagineMaterial data sheet for 42MnV7 steel gradesoares_alexNessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Diaplast Grinding WheelsDocumento21 pagineDiaplast Grinding Wheelsznovak77Nessuna valutazione finora
- Vegan Mayonnaise Recipe from NYT CookingDocumento1 paginaVegan Mayonnaise Recipe from NYT Cookingznovak77Nessuna valutazione finora
- Korloy Grades and Chip BreakersDocumento33 pagineKorloy Grades and Chip Breakersznovak77Nessuna valutazione finora
- Refitting Clutch Cable on Peugeot 206Documento7 pagineRefitting Clutch Cable on Peugeot 206znovak77Nessuna valutazione finora
- Just Juice Printable Juice RecipesDocumento7 pagineJust Juice Printable Juice Recipesznovak77Nessuna valutazione finora
- Tool Life Evaluation of Cutting Materials in Hard Turning of AISI H11Documento9 pagineTool Life Evaluation of Cutting Materials in Hard Turning of AISI H11znovak77Nessuna valutazione finora
- Titanium Alloys and Their Machinability PDFDocumento13 pagineTitanium Alloys and Their Machinability PDFznovak77Nessuna valutazione finora
- Brother TC S2D Programming Manual PDFDocumento242 pagineBrother TC S2D Programming Manual PDFznovak77Nessuna valutazione finora
- Sumitomo Ac405k Ac415k Ac420kDocumento6 pagineSumitomo Ac405k Ac415k Ac420kznovak77Nessuna valutazione finora
- Cutting Tools Materials PDFDocumento27 pagineCutting Tools Materials PDFAhmad DanielNessuna valutazione finora
- Steel Turning EnduranceDocumento12 pagineSteel Turning Enduranceznovak77Nessuna valutazione finora
- Mitsubishi Titanium FJ MJ GJ MS BreakersDocumento8 pagineMitsubishi Titanium FJ MJ GJ MS Breakersznovak77Nessuna valutazione finora
- Tungsten Heavy AlloysDocumento18 pagineTungsten Heavy Alloysznovak77Nessuna valutazione finora
- Images of Kursk, History's Greatest Tank Battle - July 1943 (Nic Cornish-BRASSEY's)Documento224 pagineImages of Kursk, History's Greatest Tank Battle - July 1943 (Nic Cornish-BRASSEY's)anon-485413100% (49)
- Sandvik - Technical Guide - Materials ISODocumento41 pagineSandvik - Technical Guide - Materials ISOznovak77100% (1)
- Titanium Alloys and Their Machinability PDFDocumento13 pagineTitanium Alloys and Their Machinability PDFznovak77Nessuna valutazione finora
- Theory of Metal Cuttingmechanics of Metal CuttingDocumento18 pagineTheory of Metal Cuttingmechanics of Metal Cuttingznovak77Nessuna valutazione finora
- 8 Indian Spices That Prevent Cancer - The Times of IndiaDocumento3 pagine8 Indian Spices That Prevent Cancer - The Times of Indiaznovak77Nessuna valutazione finora
- Thousand Plants Against Cancer Without Chemo-2010Documento641 pagineThousand Plants Against Cancer Without Chemo-2010rolland.li604100% (3)
- Tungsten Heavy Alloys - KennametalDocumento46 pagineTungsten Heavy Alloys - Kennametalznovak77100% (1)
- Liquid Phase Sintering of W-Ni-Fe Composites PDFDocumento20 pagineLiquid Phase Sintering of W-Ni-Fe Composites PDFznovak77Nessuna valutazione finora
- Flavonoid Content of 62 Edible Tropical PlantsDocumento1 paginaFlavonoid Content of 62 Edible Tropical Plantsznovak77Nessuna valutazione finora
- Liquid Phase Sintering of W-Ni-Fe Composites PDFDocumento20 pagineLiquid Phase Sintering of W-Ni-Fe Composites PDFznovak77Nessuna valutazione finora
- Metals 04 00335 PDFDocumento24 pagineMetals 04 00335 PDFznovak77Nessuna valutazione finora
- Thiamin HealthProfessional PDFDocumento9 pagineThiamin HealthProfessional PDFznovak77Nessuna valutazione finora
- Bonderite L PDFDocumento9 pagineBonderite L PDFznovak77Nessuna valutazione finora
- Economics - Stocks & Commodities - Market Profile BasicsDocumento8 pagineEconomics - Stocks & Commodities - Market Profile BasicsDayanyousaf100% (5)
- Grinding WheelsDocumento26 pagineGrinding Wheelsznovak77Nessuna valutazione finora
- Titanium Alloys and Their Machinability PDFDocumento13 pagineTitanium Alloys and Their Machinability PDFznovak77Nessuna valutazione finora
- APC Smart-UPS 1500VA LCD 230V: Part Number: SMT1500IDocumento3 pagineAPC Smart-UPS 1500VA LCD 230V: Part Number: SMT1500IDesigan SannasyNessuna valutazione finora
- Arduino Guide using MPU-6050 and nRF24L01Documento29 pagineArduino Guide using MPU-6050 and nRF24L01usmanNessuna valutazione finora
- Chapter 2Documento22 pagineChapter 2Okorie Chinedu PNessuna valutazione finora
- Desert Power India 2050Documento231 pagineDesert Power India 2050suraj jhaNessuna valutazione finora
- Term Sheet: Original Borrowers) Material Subsidiaries/jurisdiction) )Documento16 pagineTerm Sheet: Original Borrowers) Material Subsidiaries/jurisdiction) )spachecofdz0% (1)
- Modul-Document Control Training - Agus F - 12 Juli 2023 Rev1Documento34 pagineModul-Document Control Training - Agus F - 12 Juli 2023 Rev1vanesaNessuna valutazione finora
- Weekly Choice - Section B - February 16, 2012Documento10 pagineWeekly Choice - Section B - February 16, 2012Baragrey DaveNessuna valutazione finora
- Exor EPF-1032 DatasheetDocumento2 pagineExor EPF-1032 DatasheetElectromateNessuna valutazione finora
- WassiDocumento12 pagineWassiwaseem0808Nessuna valutazione finora
- Extensive Reading Involves Learners Reading Texts For Enjoyment and To Develop General Reading SkillsDocumento18 pagineExtensive Reading Involves Learners Reading Texts For Enjoyment and To Develop General Reading SkillsG Andrilyn AlcantaraNessuna valutazione finora
- Amar Sonar BanglaDocumento4 pagineAmar Sonar BanglaAliNessuna valutazione finora
- Advantages and Disadvantages of The DronesDocumento43 pagineAdvantages and Disadvantages of The DronesVysual ScapeNessuna valutazione finora
- PA Inspection Guidelines For Single Site Acceptance: 1 © Nokia Siemens NetworksDocumento18 paginePA Inspection Guidelines For Single Site Acceptance: 1 © Nokia Siemens NetworksDenny WijayaNessuna valutazione finora
- Abinisio GDE HelpDocumento221 pagineAbinisio GDE HelpvenkatesanmuraliNessuna valutazione finora
- Fiera Foods - Production SupervisorDocumento1 paginaFiera Foods - Production SupervisorRutul PatelNessuna valutazione finora
- Factsheet B2B PunchOut en 140623Documento2 pagineFactsheet B2B PunchOut en 140623Curtis GibsonNessuna valutazione finora
- Insize Catalogue 2183,2392Documento1 paginaInsize Catalogue 2183,2392calidadcdokepNessuna valutazione finora
- Unit 1 Writing. Exercise 1Documento316 pagineUnit 1 Writing. Exercise 1Hoài Thương NguyễnNessuna valutazione finora
- Bandung Colonial City Revisited Diversity in Housing NeighborhoodDocumento6 pagineBandung Colonial City Revisited Diversity in Housing NeighborhoodJimmy IllustratorNessuna valutazione finora
- Supplier GPO Q TM 0001 02 SPDCR TemplateDocumento6 pagineSupplier GPO Q TM 0001 02 SPDCR TemplateMahe RonaldoNessuna valutazione finora
- Budget ControlDocumento7 pagineBudget ControlArnel CopinaNessuna valutazione finora
- Doe v. Myspace, Inc. Et Al - Document No. 37Documento2 pagineDoe v. Myspace, Inc. Et Al - Document No. 37Justia.comNessuna valutazione finora
- Drafting TechnologyDocumento80 pagineDrafting Technologyong0625Nessuna valutazione finora
- Positioning for competitive advantageDocumento9 paginePositioning for competitive advantageOnos Bunny BenjaminNessuna valutazione finora
- Singer NM37 57manualDocumento266 pagineSinger NM37 57manualpaulkoby100% (2)
- Development of Rsto-01 For Designing The Asphalt Pavements in Usa and Compare With Aashto 1993Documento14 pagineDevelopment of Rsto-01 For Designing The Asphalt Pavements in Usa and Compare With Aashto 1993pghasaeiNessuna valutazione finora
- Embryo If Embryonic Period PDFDocumento12 pagineEmbryo If Embryonic Period PDFRyna Miguel MasaNessuna valutazione finora
- Optimization of The Spray-Drying Process For Developing Guava Powder Using Response Surface MethodologyDocumento7 pagineOptimization of The Spray-Drying Process For Developing Guava Powder Using Response Surface MethodologyDr-Paras PorwalNessuna valutazione finora
- S2 Retake Practice Exam PDFDocumento3 pagineS2 Retake Practice Exam PDFWinnie MeiNessuna valutazione finora
- Daftar PustakaDocumento4 pagineDaftar PustakaRamli UsmanNessuna valutazione finora