Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
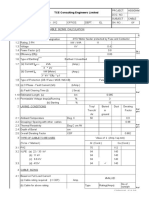
- Cable Sizing CalculationDocumento72 pagineCable Sizing CalculationHARI my songs100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- S406 Specifications For The Supply of Stone PDFDocumento6 pagineS406 Specifications For The Supply of Stone PDFMfanelo MbanjwaNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Brazil (1997) The Communicative Value BW PDFDocumento200 pagineBrazil (1997) The Communicative Value BW PDFJuan LopezNessuna valutazione finora
- Iphone 5 SchematicDocumento53 pagineIphone 5 Schematicchufta100% (4)
- Elecon GearboxDocumento19 pagineElecon GearboxShirley Farrace100% (3)
- Practical LogBook UitmDocumento18 paginePractical LogBook UitmFaris Abd Halim33% (3)
- 7.0 Law and Acts Governing Engineer (6 Hours)Documento41 pagine7.0 Law and Acts Governing Engineer (6 Hours)Faris Abd HalimNessuna valutazione finora
- Polymer-Plastics Technology and EngineeringDocumento10 paginePolymer-Plastics Technology and EngineeringFaris Abd HalimNessuna valutazione finora
- 1 Circuit TheoryDocumento34 pagine1 Circuit TheoryFaris Abd HalimNessuna valutazione finora
- German Dialog Uitm Pulau PinangDocumento2 pagineGerman Dialog Uitm Pulau PinangFaris Abd HalimNessuna valutazione finora
- Final Exam Mea 322Documento89 pagineFinal Exam Mea 322Faris Abd HalimNessuna valutazione finora
- Beam Design: BackgroundDocumento2 pagineBeam Design: BackgroundolomizanaNessuna valutazione finora
- Measures of Central Tendency: Mean Median ModeDocumento20 pagineMeasures of Central Tendency: Mean Median ModeRia BarisoNessuna valutazione finora
- Pearson Product-Moment Correlation Coefficient Table of Critical ValuesDocumento2 paginePearson Product-Moment Correlation Coefficient Table of Critical ValuesOdy AjjaNessuna valutazione finora
- Honda IDSI SM - 5 PDFDocumento14 pagineHonda IDSI SM - 5 PDFauto projectNessuna valutazione finora
- Review Paper - Evolution of CMOS Ring OscillatorDocumento10 pagineReview Paper - Evolution of CMOS Ring OscillatorNor Samida YaacobNessuna valutazione finora
- Asme Ix Test 1Documento8 pagineAsme Ix Test 1RedzuanNessuna valutazione finora
- LTE Rach ProcedureDocumento4 pagineLTE Rach ProcedureDeepak JammyNessuna valutazione finora
- Fundamentals of Physics Sixth Edition: Halliday Resnick WalkerDocumento4 pagineFundamentals of Physics Sixth Edition: Halliday Resnick WalkerAhmar KhanNessuna valutazione finora
- BSCDocumento1 paginaBSCAbdirihmanNessuna valutazione finora
- Partea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetDocumento4 paginePartea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetaaddniaNessuna valutazione finora
- Geared Motors Power Distribution: V V V VDocumento2 pagineGeared Motors Power Distribution: V V V VShamim Ahsan ParvezNessuna valutazione finora
- Instructor Guide For IntroductionDocumento174 pagineInstructor Guide For IntroductionNIRANJANNessuna valutazione finora
- Research FinalDocumento29 pagineResearch FinalLaw VesperaNessuna valutazione finora
- BS en 00405-2001 + A1-2009 PDFDocumento48 pagineBS en 00405-2001 + A1-2009 PDFShan Sandaruwan AbeywardeneNessuna valutazione finora
- Permutation PolynomialsDocumento64 paginePermutation Polynomialsmestrado unbNessuna valutazione finora
- Physical Quantities and Unit: 9th GradeDocumento28 paginePhysical Quantities and Unit: 9th GradeAlexanderNessuna valutazione finora
- InfoDocumento18 pagineInfoKaran Verm'aNessuna valutazione finora
- Application Note Usrp and HDSDR Spectrum MonitoringDocumento14 pagineApplication Note Usrp and HDSDR Spectrum MonitoringcaraboyNessuna valutazione finora
- Sti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesDocumento14 pagineSti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesRyn YahuFNessuna valutazione finora
- Solution of Linear System Theory and Design 3ed For Chi Tsong ChenDocumento106 pagineSolution of Linear System Theory and Design 3ed For Chi Tsong ChensepehrNessuna valutazione finora
- IFoA Directory of Actuarial Employers 2016-17-14102016Documento22 pagineIFoA Directory of Actuarial Employers 2016-17-14102016Mian BialNessuna valutazione finora
- ASCE 7 ASD Basic Load CombosDocumento1 paginaASCE 7 ASD Basic Load CombosAamirShabbirNessuna valutazione finora
- Backup Olt CodigoDocumento5 pagineBackup Olt CodigoCarlos GomezNessuna valutazione finora
- Physics Lab - Detailed - Answer KeyDocumento6 paginePhysics Lab - Detailed - Answer KeyJasdeepSinghNessuna valutazione finora
- Comptector & Chiller (Cdu) Controller (Fx32C Series) : Precaution For UseDocumento5 pagineComptector & Chiller (Cdu) Controller (Fx32C Series) : Precaution For UseFcma0903100% (1)
- 新型重油催化裂化催化剂RCC 1的研究开发Documento5 pagine新型重油催化裂化催化剂RCC 1的研究开发Anca DumitruNessuna valutazione finora