Potrebbero piacerti anche
- Pulp and Paper Manufacturing ProcessDocumento36 paginePulp and Paper Manufacturing ProcessMahesh IndlaNessuna valutazione finora
- Pulp & PaperDocumento71 paginePulp & PaperAleem AhmedNessuna valutazione finora
- Magnetic Circuit Calculations GuideDocumento31 pagineMagnetic Circuit Calculations GuidemariaNessuna valutazione finora
- 11 Chemical Recovery Cycle PDFDocumento34 pagine11 Chemical Recovery Cycle PDFSrinivasa Rao Venkumahanthi100% (2)
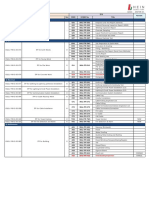
- PROCESS FLOW - 4.7 MtpaDocumento1 paginaPROCESS FLOW - 4.7 MtpaMb ClindNessuna valutazione finora
- Paper PulpDocumento28 paginePaper PulpFACEtubeNessuna valutazione finora
- Low Consistency RefiningDocumento65 pagineLow Consistency RefiningLaboratorio PapelesRegionalesNessuna valutazione finora
- Ipi 802390Documento12 pagineIpi 802390Andi FebriantoNessuna valutazione finora
- Winder Two DrumDocumento13 pagineWinder Two Drumavandetq15Nessuna valutazione finora
- PulpDocumento382 paginePulpBeerBie100% (1)
- 1 s2.0 S0048969704004279 Main PDFDocumento22 pagine1 s2.0 S0048969704004279 Main PDFnavri_nalhadNessuna valutazione finora
- TMX-Agitator Instruction Manual ENDocumento84 pagineTMX-Agitator Instruction Manual ENamitNessuna valutazione finora
- IndustrialmotorscatalogueDocumento86 pagineIndustrialmotorscataloguenavneetNessuna valutazione finora
- Pulp and Paper Glossary DefinitionsDocumento88 paginePulp and Paper Glossary Definitionsandhie68Nessuna valutazione finora
- Pulp Paper PDFDocumento104 paginePulp Paper PDFBipul Kumar DubeyNessuna valutazione finora
- Kraft Pulping Developments and Trends to Reduce Pollution and Increase SustainabilityDocumento56 pagineKraft Pulping Developments and Trends to Reduce Pollution and Increase SustainabilityNaveenGoyal100% (1)
- Paper Fan PumpsDocumento8 paginePaper Fan PumpsnazeerNessuna valutazione finora
- Technical Specification: Operating Manual Universal Temperature Controller UTC-1131,2131 & 4131Documento4 pagineTechnical Specification: Operating Manual Universal Temperature Controller UTC-1131,2131 & 4131VIRALNessuna valutazione finora
- Recovered Fiber: PAPR 3531Documento18 pagineRecovered Fiber: PAPR 3531mohammedNessuna valutazione finora
- C66C Pulp Paper Mill Spray Technology With PerformanceDocumento205 pagineC66C Pulp Paper Mill Spray Technology With PerformanceLie IbrahimNessuna valutazione finora
- VoithDrive-624 e VP Voithdrive enDocumento6 pagineVoithDrive-624 e VP Voithdrive enMarcWorldNessuna valutazione finora
- Lva1 App6891 PDFDocumento53 pagineLva1 App6891 PDFjjccmmaa100% (1)
- Drivepower 2nded 161024201601Documento20 pagineDrivepower 2nded 161024201601Eduardo GuidoNessuna valutazione finora
- BAT Pulp and Paper IndustryDocumento43 pagineBAT Pulp and Paper Industryhnson65100% (1)
- Brief Analysis of Waste Paper Pulp ProcessingDocumento12 pagineBrief Analysis of Waste Paper Pulp ProcessingtisaNessuna valutazione finora
- Topic 7 Mechanical Pulping Low Consistency RefiningDocumento44 pagineTopic 7 Mechanical Pulping Low Consistency RefiningEduardo GuidoNessuna valutazione finora
- Rajshree Enterprise Offers Complete Kraft Paper Machine SolutionsDocumento32 pagineRajshree Enterprise Offers Complete Kraft Paper Machine SolutionsYonas Mulu100% (1)
- Acknowledgement: Dr. V. K. JANARDHANAN, For The Facilities Rendered For The Progress of Our ProjectDocumento23 pagineAcknowledgement: Dr. V. K. JANARDHANAN, For The Facilities Rendered For The Progress of Our ProjectAkashPrakash100% (1)
- Green Chemistry Initiatives for Pulp and Paper IndustryDocumento33 pagineGreen Chemistry Initiatives for Pulp and Paper Industryak47ichiNessuna valutazione finora
- Topic 16 Papermaking Calendering TextDocumento11 pagineTopic 16 Papermaking Calendering TextranjithNessuna valutazione finora
- Paper Pulp - Revised - BREF - 2015 PDFDocumento906 paginePaper Pulp - Revised - BREF - 2015 PDFLuis E. Rodríguez100% (1)
- Finishing EnglDocumento49 pagineFinishing EnglSalim NgaosNessuna valutazione finora
- Pulper ProjectDocumento45 paginePulper ProjectImtiaz AhamedNessuna valutazione finora
- Polymer Separator FilmsDocumento30 paginePolymer Separator FilmsDemingNessuna valutazione finora
- Devronizer XP10 Steam Shower Actuator: BenefitsDocumento3 pagineDevronizer XP10 Steam Shower Actuator: BenefitsRush SfNessuna valutazione finora
- Dissolving Pulp and Viscose ManufacturingDocumento38 pagineDissolving Pulp and Viscose Manufacturingseinthaiser100% (1)
- Tear Strength of PaperDocumento5 pagineTear Strength of Papertsvmpm1765Nessuna valutazione finora
- Belt Tension ChartDocumento2 pagineBelt Tension Chartvictor.ciprianiNessuna valutazione finora
- Paper Pulp DeinkingDocumento4 paginePaper Pulp Deinkingcoppi4Nessuna valutazione finora
- Fiber and Pulp Properties For Papermaking: Pekka KomulainenDocumento35 pagineFiber and Pulp Properties For Papermaking: Pekka KomulainenjjccmmaaNessuna valutazione finora
- The Chemistry of Paper - MakingDocumento548 pagineThe Chemistry of Paper - MakingVendula BazalováNessuna valutazione finora
- Wet End Chemistry Quick ReviewDocumento36 pagineWet End Chemistry Quick ReviewSam Lua100% (1)
- Handbook For Pulp and Paper TechnologistsDocumento2 pagineHandbook For Pulp and Paper TechnologistsBiantoroKunartoNessuna valutazione finora
- 1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivDocumento8 pagine1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivelcarpaneziNessuna valutazione finora
- CorrelationBetweenDurometerandP JDocumento3 pagineCorrelationBetweenDurometerandP JGTpianomanNessuna valutazione finora
- Improving The Efficiency of A Brown Stock Washing LineDocumento91 pagineImproving The Efficiency of A Brown Stock Washing LineHuy NguyenNessuna valutazione finora
- Industry: Andrada, Filmar Badua, Reynaldo Jr.A. Benito, Angelica Joyce Z. Cabaddu, QuennieDocumento48 pagineIndustry: Andrada, Filmar Badua, Reynaldo Jr.A. Benito, Angelica Joyce Z. Cabaddu, QuennieAngelica Joyce Benito100% (2)
- Operations Manual Broke SystemDocumento55 pagineOperations Manual Broke SystemdedekNessuna valutazione finora
- Hasil Review Maintenance Roll Calender MHV KusterDocumento5 pagineHasil Review Maintenance Roll Calender MHV KusterrajapalasaNessuna valutazione finora
- Oji Fuji PM N 2 (New Machine (Twogether Report) )Documento8 pagineOji Fuji PM N 2 (New Machine (Twogether Report) )duducastroNessuna valutazione finora
- XSteam Excel v2.6Documento11 pagineXSteam Excel v2.6Karen Piñeros GonzalezNessuna valutazione finora
- BASC Pulp and Paper Science Course Revised Syllabus 2012 13Documento71 pagineBASC Pulp and Paper Science Course Revised Syllabus 2012 13Vivek Singh100% (2)
- Optimization of Wire Vacuum by D K SinghalDocumento7 pagineOptimization of Wire Vacuum by D K SinghalnazeerNessuna valutazione finora
- Paper and PulpDocumento107 paginePaper and Pulpzohaib ul hassanNessuna valutazione finora
- Hydraulic clamping arrangement reduces connecting rod milling timeDocumento60 pagineHydraulic clamping arrangement reduces connecting rod milling timeAjinkya MoreNessuna valutazione finora
- Core Handling EquipmentDocumento20 pagineCore Handling EquipmentAnjas HardiansyahNessuna valutazione finora
- Kraft Process Of Pulping A Complete Guide - 2020 EditionDa EverandKraft Process Of Pulping A Complete Guide - 2020 EditionNessuna valutazione finora
- Kraft process of pulping A Complete Guide - 2019 EditionDa EverandKraft process of pulping A Complete Guide - 2019 EditionNessuna valutazione finora
- Alat Ukur LPGDocumento4 pagineAlat Ukur LPGMj MargarethNessuna valutazione finora
- 05 at (A750)Documento14 pagine05 at (A750)Carlos MachadoNessuna valutazione finora
- FULLY-AUTOMATIC MICROHARDNESS TESTING SYSTEMDocumento8 pagineFULLY-AUTOMATIC MICROHARDNESS TESTING SYSTEMJohn HavaianoNessuna valutazione finora
- Which Part of The Mechanical Governor Is Manipulated by The ServoDocumento8 pagineWhich Part of The Mechanical Governor Is Manipulated by The ServoYanaNessuna valutazione finora
- Effect of Ind Pollu On Sewage Treatment PlantDocumento26 pagineEffect of Ind Pollu On Sewage Treatment PlantHarsha OjhaNessuna valutazione finora
- The Kinematics Model of A Two-Wheeled Self-Balancing RobotDocumento5 pagineThe Kinematics Model of A Two-Wheeled Self-Balancing RobotJason ArensNessuna valutazione finora
- Annexure 1 travel detailsDocumento17 pagineAnnexure 1 travel detailsNagesh SharmaNessuna valutazione finora
- LG 15.0-inch LCD Monitor Service ManualDocumento37 pagineLG 15.0-inch LCD Monitor Service ManualRobert GreenNessuna valutazione finora
- 000 Itp-Itr List - r11Documento3 pagine000 Itp-Itr List - r11Qii BagerNessuna valutazione finora
- ATZ Dual Clutch Transmissios in Transaxle DesigDocumento54 pagineATZ Dual Clutch Transmissios in Transaxle DesigpaulhnvNessuna valutazione finora
- ILI9327 LCD Controller DatasheetDocumento191 pagineILI9327 LCD Controller DatasheetaafeletronicaNessuna valutazione finora
- Ford Eec Iv2168Documento76 pagineFord Eec Iv2168dardo100% (2)
- Carraro Tlb1Documento147 pagineCarraro Tlb1kamaleon dorado86% (14)
- Geosynthetic Refoirced SoilDocumento21 pagineGeosynthetic Refoirced SoilDanilo BoteroNessuna valutazione finora
- DriscoPlex 4100 HDPE PDFDocumento16 pagineDriscoPlex 4100 HDPE PDFMarquinho LsNessuna valutazione finora
- PVC Accessories Manufacturer in DubaiDocumento13 paginePVC Accessories Manufacturer in DubaiPolyfab Plastic Industry LLCNessuna valutazione finora
- Diesel Fuel Metering Device, Component DescriptionDocumento1 paginaDiesel Fuel Metering Device, Component DescriptionTamer Moustafa100% (2)
- Instant Dfs System PDFDocumento4 pagineInstant Dfs System PDFMithilesh KumarNessuna valutazione finora
- Hilman Rollers BrochureDocumento8 pagineHilman Rollers BrochureSyafiq HalimNessuna valutazione finora
- Turbine ElsterDocumento4 pagineTurbine Elsterpalotito_eNessuna valutazione finora
- 2017 Mercedes Benz e Class 97258Documento446 pagine2017 Mercedes Benz e Class 97258felixwholesaleNessuna valutazione finora
- ANANYA-PTFE Coatings, Teflon Coating, Halar Coating, Xylan Coating Services, Corrosion Resistant Coatings, Non Stick CoatingDocumento40 pagineANANYA-PTFE Coatings, Teflon Coating, Halar Coating, Xylan Coating Services, Corrosion Resistant Coatings, Non Stick CoatingAnanya CoatingsNessuna valutazione finora
- Asme Sect V B Se-165Documento23 pagineAsme Sect V B Se-165Richard HillNessuna valutazione finora
- Peptide MsdsDocumento2 paginePeptide Msdsbiosynthesis12Nessuna valutazione finora
- Bulletin 10 ADEQ (1978)Documento332 pagineBulletin 10 ADEQ (1978)markurban100% (2)
- Graphic Express PDFDocumento40 pagineGraphic Express PDFhotdog10100% (1)
- Telephone Installation SpecificationDocumento20 pagineTelephone Installation SpecificationMUHAMMAD KHUDRI BIN HALIM BASHAH, IR. (JKR)100% (1)
- Reciprocating Compressor ImprovementsDocumento13 pagineReciprocating Compressor ImprovementsSANJANA SINGHNessuna valutazione finora
- Groundwater Aeration Towers, Degasifiers, Air Strippers: Advanced Odor Removal SystemsDocumento1 paginaGroundwater Aeration Towers, Degasifiers, Air Strippers: Advanced Odor Removal SystemsherikNessuna valutazione finora
- 20th Century Art MovementsDocumento11 pagine20th Century Art MovementsAnonymous UwnLfk19OuNessuna valutazione finora