Potrebbero piacerti anche
- CHAPTER 03 - 2nd Part - Properties of Pure Fluids-May20Documento49 pagineCHAPTER 03 - 2nd Part - Properties of Pure Fluids-May20Scorpion Royal100% (1)
- Diffusion in Gases and LiquidsDocumento39 pagineDiffusion in Gases and LiquidsJocelyn CorpuzNessuna valutazione finora
- Separating gases with membranes and adsorptionDocumento4 pagineSeparating gases with membranes and adsorptionHanee Farzana HizaddinNessuna valutazione finora
- Sample Problem #17Documento10 pagineSample Problem #17Dozdi100% (10)
- Crystallization FormationDocumento32 pagineCrystallization FormationMALIK ZARYABBABAR100% (1)
- Design III HX Design Tutorial 3 Solutions PDFDocumento4 pagineDesign III HX Design Tutorial 3 Solutions PDFhusseinNessuna valutazione finora
- John Mark R. Allas Bs Che-3Documento11 pagineJohn Mark R. Allas Bs Che-3John Lloyd De CastroNessuna valutazione finora
- Chapter 7 EvaporationDocumento69 pagineChapter 7 EvaporationKyne FrancisNessuna valutazione finora
- PDFDocumento88 paginePDFMuralidharanNessuna valutazione finora
- Extracting soybean oil from beansDocumento27 pagineExtracting soybean oil from beans3lks0y0% (1)
- Chapter 2 - Lle EditedDocumento60 pagineChapter 2 - Lle EditedSiti Nurshahira100% (1)
- Gas Absorption Problems and SolutionsDocumento11 pagineGas Absorption Problems and Solutionskokorojiminie connectNessuna valutazione finora
- Problems For Distillation Column Sequencing - Tutorial - 3Documento4 pagineProblems For Distillation Column Sequencing - Tutorial - 3eelya93Nessuna valutazione finora
- Chemical Engineering Laboratory - AgitationDocumento6 pagineChemical Engineering Laboratory - AgitationRab SangcalNessuna valutazione finora
- RXN CH 5Documento68 pagineRXN CH 5Yonas AddamNessuna valutazione finora
- Chapter 3 LevenspielDocumento40 pagineChapter 3 LevenspielJohn Patrick DagleNessuna valutazione finora
- Extracción Liquido - LiquidoDocumento48 pagineExtracción Liquido - LiquidowillNessuna valutazione finora
- CHE Thermodynamics Competency Exam 2013 2014 For Students1Documento3 pagineCHE Thermodynamics Competency Exam 2013 2014 For Students1Inie DimaanoNessuna valutazione finora
- Tutorial 5Documento7 pagineTutorial 5Saints Burner ChristopherNessuna valutazione finora
- Ch12P1 VLE Models by Margules Van Laar and Wilson EquationsDocumento2 pagineCh12P1 VLE Models by Margules Van Laar and Wilson Equationshana faqihNessuna valutazione finora
- Quiz Ert 216 Heat and Mass Transfer - AnswerDocumento3 pagineQuiz Ert 216 Heat and Mass Transfer - AnswerMohammed Al MurisiNessuna valutazione finora
- Pemisahan WowDocumento11 paginePemisahan WowdianNessuna valutazione finora
- Chemical Process Engineering Mass Transfer ExamDocumento6 pagineChemical Process Engineering Mass Transfer ExamCaleb MunyairiNessuna valutazione finora
- Soal PR TermodinamikaDocumento10 pagineSoal PR TermodinamikaanjaniNessuna valutazione finora
- CONVECTION Boiling CondensationDocumento41 pagineCONVECTION Boiling CondensationDoni RopawandiNessuna valutazione finora
- Distillation - Lectures 1 To 6 PDFDocumento45 pagineDistillation - Lectures 1 To 6 PDFMayank PrasadNessuna valutazione finora
- Optimum Temperature ProgressionDocumento45 pagineOptimum Temperature ProgressionHaiderAliJuttNessuna valutazione finora
- Minimum Solvent Ratio CalculationDocumento4 pagineMinimum Solvent Ratio CalculationMJNessuna valutazione finora
- Chapter 7a Mass Transfer Coefficients For Various GeometriesDocumento31 pagineChapter 7a Mass Transfer Coefficients For Various GeometriesMuhamadYazid100% (2)
- ChE 126 SEPARATION PROCESSES: ADSORPTION ISOTHERMS (39Documento27 pagineChE 126 SEPARATION PROCESSES: ADSORPTION ISOTHERMS (39Anthony Justin EdmaNessuna valutazione finora
- CHEMICAL ENGINEERING THERMODYNAMICS - II SOLUTIONSDocumento48 pagineCHEMICAL ENGINEERING THERMODYNAMICS - II SOLUTIONSshilp patelNessuna valutazione finora
- Psychrometrics Drying Problems SEODocumento5 paginePsychrometrics Drying Problems SEOStephanie Torrecampo Delima100% (2)
- Evaporation: By: Allie E. Fuentebella-Pomperada, Che, Mengr, PHDTMDocumento49 pagineEvaporation: By: Allie E. Fuentebella-Pomperada, Che, Mengr, PHDTMjantskie100% (2)
- Tugas Kelompok-5 Neraca Massa Dan Energi SELF ASSEMENT TEST Page 462 Himmelblau 6 EditionDocumento1 paginaTugas Kelompok-5 Neraca Massa Dan Energi SELF ASSEMENT TEST Page 462 Himmelblau 6 EditionJenny AzzahraNessuna valutazione finora
- Chapter 10 - EvaporationDocumento28 pagineChapter 10 - EvaporationAndrea ZagastizabalNessuna valutazione finora
- Mass Transfer Operations (ENV 425) Problem Set 4: Zewail City of Science and TechnologyDocumento3 pagineMass Transfer Operations (ENV 425) Problem Set 4: Zewail City of Science and TechnologyMayar H. HaggagNessuna valutazione finora
- Che341 Examples BatchrDocumento9 pagineChe341 Examples BatchrAybike TaşdemirNessuna valutazione finora
- Ps1-Che171 Chemical Reaction Engineering 1Documento2 paginePs1-Che171 Chemical Reaction Engineering 1Cha CanceranNessuna valutazione finora
- Learning Assessment Activity 1. QUESTIONS.: Name: Franzes Mar Eria Heat and Mass Transfer Bsche 3Documento7 pagineLearning Assessment Activity 1. QUESTIONS.: Name: Franzes Mar Eria Heat and Mass Transfer Bsche 3Franzes Mar EriaNessuna valutazione finora
- Module 2 - Properties of MixingDocumento20 pagineModule 2 - Properties of MixingJohn Emmanuel Abel RamosNessuna valutazione finora
- IV B. TECH (Chemical Engineering) I SemesterDocumento14 pagineIV B. TECH (Chemical Engineering) I SemesterPiyush AmbulgekarNessuna valutazione finora
- CHE201ch12Documento25 pagineCHE201ch12chandro57Nessuna valutazione finora
- Drying 2 PDFDocumento75 pagineDrying 2 PDFEli John NovelaNessuna valutazione finora
- Heated Tank Temperature Process ModelDocumento3 pagineHeated Tank Temperature Process ModelPortia Shilenge75% (4)
- Heat and Mass Transfer Problem Set 3Documento19 pagineHeat and Mass Transfer Problem Set 3amielynNessuna valutazione finora
- Heat TransferDocumento3 pagineHeat TransferAlbert Junior EvangelistaNessuna valutazione finora
- Problem Set 3Documento2 pagineProblem Set 3Nigel Kow0% (1)
- Liquid-Liquid Extraction OTKDocumento38 pagineLiquid-Liquid Extraction OTKJaffarudin Janu WahyudiNessuna valutazione finora
- Varying-Volume Batch ReactorDocumento17 pagineVarying-Volume Batch ReactorImran UnarNessuna valutazione finora
- Tutorial Week 3 - Viscosity - With SolutionDocumento11 pagineTutorial Week 3 - Viscosity - With SolutionAzizrin Azali100% (1)
- S Announcement 16221Documento6 pagineS Announcement 16221Carlo HafallaNessuna valutazione finora
- Sulfur Products: Ariziel Ruth D. MarquezDocumento12 pagineSulfur Products: Ariziel Ruth D. MarquezPaolo Gochingco50% (2)
- Filtration ProblemsDocumento4 pagineFiltration ProblemsAnthony SaurinNessuna valutazione finora
- Tutorial Leaching 2017Documento11 pagineTutorial Leaching 2017Victor M. Jaki100% (1)
- Chemical Reaction PDFDocumento4 pagineChemical Reaction PDFonyxNessuna valutazione finora
- A. Answer The Following Questions With Proper ExplanationsDocumento1 paginaA. Answer The Following Questions With Proper ExplanationsRohitNessuna valutazione finora
- Single stage extraction calculation and lever arm ruleDocumento2 pagineSingle stage extraction calculation and lever arm ruleIsabel RinconNessuna valutazione finora
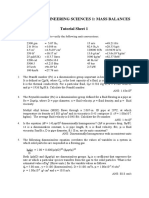
- Peme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Documento4 paginePeme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Kwasi NuamahNessuna valutazione finora
- MT IDocumento5 pagineMT IParth Desai100% (1)
- Lecture Notes 5A - Single-Phase System Exercise 1Documento26 pagineLecture Notes 5A - Single-Phase System Exercise 1TaanzNessuna valutazione finora
- 3D Printer Large Build Volume High Accuracy FDM TechDocumento1 pagina3D Printer Large Build Volume High Accuracy FDM TechshaaaaaaaaareeeeeeeNessuna valutazione finora
- Portable Fingerprint StationsDocumento1 paginaPortable Fingerprint StationsshaaaaaaaaareeeeeeeNessuna valutazione finora
- Paper Cutter WoodDocumento1 paginaPaper Cutter WoodshaaaaaaaaareeeeeeeNessuna valutazione finora
- Samigon Stainless Steel Film Tank with Plastic Lid and Stainless Steel Developing ReelDocumento1 paginaSamigon Stainless Steel Film Tank with Plastic Lid and Stainless Steel Developing ReelshaaaaaaaaareeeeeeeNessuna valutazione finora
- 3D Human BrainDocumento1 pagina3D Human BrainshaaaaaaaaareeeeeeeNessuna valutazione finora
- Technologies 07 00010Documento13 pagineTechnologies 07 00010Maria Christina CondezNessuna valutazione finora
- Print Dryer PDFDocumento1 paginaPrint Dryer PDFshaaaaaaaaareeeeeeeNessuna valutazione finora
- Log Mean Temperature Difference DefinitionDocumento1 paginaLog Mean Temperature Difference DefinitionshaaaaaaaaareeeeeeeNessuna valutazione finora
- A Project Report On: "Recreation Club"Documento80 pagineA Project Report On: "Recreation Club"Appz100% (2)
- Techint Group Brochure 2013Documento100 pagineTechint Group Brochure 2013MD AFROZ RAZANessuna valutazione finora
- Alimak AustraliancontractminingDocumento5 pagineAlimak AustraliancontractminingmanudemNessuna valutazione finora
- Finger Print Based Voting System For Rigging Free Governing SystemDocumento2 pagineFinger Print Based Voting System For Rigging Free Governing SystemArvind TilotiaNessuna valutazione finora
- TATA Gluco PDFDocumento5 pagineTATA Gluco PDFsidharth dasNessuna valutazione finora
- EV1116 Manual 146251999-4DDocumento32 pagineEV1116 Manual 146251999-4Danitha ferryNessuna valutazione finora
- AREADocumento10 pagineAREAhaipm1979Nessuna valutazione finora
- Soal Big A Tukpd 2011-2012 RevisiDocumento5 pagineSoal Big A Tukpd 2011-2012 RevisiTriana WatiNessuna valutazione finora
- Sri Lanka's Mineral Resources Can Enrich Country's CoffersDocumento139 pagineSri Lanka's Mineral Resources Can Enrich Country's CoffersPrashan Francis100% (3)
- Science Technologyand International RelationsDocumento20 pagineScience Technologyand International RelationsMuhammad HussainNessuna valutazione finora
- User Manual ConsoleDocumento45 pagineUser Manual Consoledhana0809Nessuna valutazione finora
- Therapeutic Drug Monitoring GuideDocumento12 pagineTherapeutic Drug Monitoring GuidePromise NcubeNessuna valutazione finora
- Fischer Carbene Complexes in Organic SynthesisDocumento9 pagineFischer Carbene Complexes in Organic SynthesisNorah AltayyarNessuna valutazione finora
- Interaction of Radiation With Matter: Dhruba GuptaDocumento36 pagineInteraction of Radiation With Matter: Dhruba GuptaHala SweetNessuna valutazione finora
- Design Basis Events FOR Pressurised Heavy Water Reactor: Aerb Safety Guide No - Aerb/Sg/D-5Documento36 pagineDesign Basis Events FOR Pressurised Heavy Water Reactor: Aerb Safety Guide No - Aerb/Sg/D-5Anuj DeoNessuna valutazione finora
- WK-3508F IPTV Gateway DatasheetDocumento7 pagineWK-3508F IPTV Gateway DatasheetComunidad Tecnolibre.netNessuna valutazione finora
- DCT PIR insulation technical data sheetDocumento4 pagineDCT PIR insulation technical data sheetHenky MantophaniNessuna valutazione finora
- Connorized Classical CatalogDocumento37 pagineConnorized Classical CatalogPablo Olea RodríguezNessuna valutazione finora
- TTBR 10 January 2024 LDocumento22 pagineTTBR 10 January 2024 Lfossil.tractor0sNessuna valutazione finora
- 066 LW Tensile Tester v2.0 PDFDocumento4 pagine066 LW Tensile Tester v2.0 PDFMarkusNessuna valutazione finora
- Epson LQ-2090Documento248 pagineEpson LQ-2090Dejan StamenovNessuna valutazione finora
- Aspirasi MekoniumDocumento17 pagineAspirasi MekoniumimanNessuna valutazione finora
- Renal Cortical CystDocumento2 pagineRenal Cortical Cystra222j239Nessuna valutazione finora
- MP Birla Group: Training MatrixDocumento3 pagineMP Birla Group: Training MatrixAprilia kusumaNessuna valutazione finora
- Eko 75 Spare Part ListDocumento23 pagineEko 75 Spare Part ListРустам Хайретдинов100% (1)
- #4 Types of Food, Ingredients and Procedures.Documento7 pagine#4 Types of Food, Ingredients and Procedures.Peter GonzálezNessuna valutazione finora
- Papaya Burger - Chapter 1 6Documento129 paginePapaya Burger - Chapter 1 6Nicole Velasco NuquiNessuna valutazione finora
- Khalid DL 01 ProfileDocumento2 pagineKhalid DL 01 ProfileRipunjay MishraNessuna valutazione finora
- GPS Navigator: ModelDocumento99 pagineGPS Navigator: ModelMain UddinNessuna valutazione finora
- Carbozinc 859: Selection & Specification Data Substrates & Surface PreparationDocumento2 pagineCarbozinc 859: Selection & Specification Data Substrates & Surface PreparationAmy JonesNessuna valutazione finora