Potrebbero piacerti anche
- Trabajo Grupal S1Documento4 pagineTrabajo Grupal S1rodrigoNessuna valutazione finora
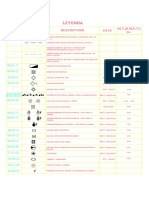
- LeyendaDocumento1 paginaLeyendarodrigoNessuna valutazione finora
- Cuadro de Carga PDFDocumento1 paginaCuadro de Carga PDFrodrigoNessuna valutazione finora
- Trabajo Grupal S1Documento4 pagineTrabajo Grupal S1rodrigoNessuna valutazione finora
- EnsambleDocumento1 paginaEnsamblerodrigoNessuna valutazione finora
- Trabajo Grupal S1Documento4 pagineTrabajo Grupal S1rodrigoNessuna valutazione finora
- Historiade La VidaDocumento1 paginaHistoriade La VidarodrigoNessuna valutazione finora
- Compre SoresDocumento12 pagineCompre SoresrodrigoNessuna valutazione finora
- Maquinaria Industrial 2018Documento1 paginaMaquinaria Industrial 2018rodrigoNessuna valutazione finora
- Historia de La Vida InvDocumento1 paginaHistoria de La Vida InvrodrigoNessuna valutazione finora
- Semana SantaDocumento1 paginaSemana SantarodrigoNessuna valutazione finora
- RodrigoDocumento6 pagineRodrigorodrigoNessuna valutazione finora
- HistoriaDocumento1 paginaHistoriarodrigoNessuna valutazione finora
- HistoriaDocumento1 paginaHistoriarodrigoNessuna valutazione finora
- Cuestionario de Aplicación de La Norma ISO 14001Documento3 pagineCuestionario de Aplicación de La Norma ISO 14001rodrigo67% (3)
- Bio MasaDocumento6 pagineBio MasarodrigoNessuna valutazione finora
- Seguridad II FinalDocumento3 pagineSeguridad II FinalrodrigoNessuna valutazione finora
- Pequeño SDocumento1 paginaPequeño SrodrigoNessuna valutazione finora
- Combo Matriz deDocumento1 paginaCombo Matriz derodrigoNessuna valutazione finora
- PirotubularDocumento1 paginaPirotubularrodrigoNessuna valutazione finora
- PequeñosDocumento1 paginaPequeñosrodrigoNessuna valutazione finora
- Tu MamaDocumento1 paginaTu MamarodrigoNessuna valutazione finora
- Maquinaria Industrial 2018Documento1 paginaMaquinaria Industrial 2018rodrigoNessuna valutazione finora
- Tubos IndustrialesDocumento8 pagineTubos IndustrialesrodrigoNessuna valutazione finora
- La UnidadDocumento16 pagineLa UnidadrodrigoNessuna valutazione finora
- SuministrosDocumento14 pagineSuministrosrodrigoNessuna valutazione finora
- InstruccionesDocumento4 pagineInstruccionesRasmey RSNessuna valutazione finora
- Uniones PermanentesDocumento17 pagineUniones PermanentesrodrigoNessuna valutazione finora
- RodamientosDocumento16 pagineRodamientosrodrigoNessuna valutazione finora
- Con Dens AdoresDocumento7 pagineCon Dens AdoresQC JorgNessuna valutazione finora
- UNSAACDocumento175 pagineUNSAACFranklin Jose Picon AranaNessuna valutazione finora
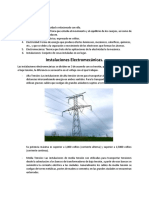
- Trabajo de Instalaciones ElectromecánicasDocumento9 pagineTrabajo de Instalaciones Electromecánicaserick jose valdesNessuna valutazione finora
- SSP - 499 Fundamentos Traccion Electrica PDFDocumento68 pagineSSP - 499 Fundamentos Traccion Electrica PDFCarlos Garcia Godoy100% (4)
- Guia 11°-1 FísicaDocumento10 pagineGuia 11°-1 FísicaJonathan AnayaNessuna valutazione finora
- Acometida Aérea - Tarifa T1 Suministro Trifásico: Conjunto de Hasta 3 Medidores TrifásicosDocumento2 pagineAcometida Aérea - Tarifa T1 Suministro Trifásico: Conjunto de Hasta 3 Medidores TrifásicosMiguelNessuna valutazione finora
- Lab. de Circuitos II Práctica 2Documento3 pagineLab. de Circuitos II Práctica 2juanNessuna valutazione finora
- Capacidad EléctricaDocumento15 pagineCapacidad Eléctricachichis1Nessuna valutazione finora
- Cables y Alambres EléctricosDocumento12 pagineCables y Alambres EléctricosWilliam Popayan CantaroNessuna valutazione finora
- Arranque de MotoresDocumento11 pagineArranque de MotoresVictor CañeteNessuna valutazione finora
- Diapositivas FinalDocumento11 pagineDiapositivas FinalMariaJose Diaz VasquezNessuna valutazione finora
- Circuitos SnubberDocumento2 pagineCircuitos SnubberHector Hdz100% (1)
- Manual de Servicio Leader 8041Documento2 pagineManual de Servicio Leader 8041Joaquin Octavio Arango100% (1)
- Circuito RCDocumento6 pagineCircuito RCDaniel Vargas ToroNessuna valutazione finora
- Campo Magnetico Producido Por Una EspiraDocumento4 pagineCampo Magnetico Producido Por Una EspiraCristina Isabel Vivanco UreñaNessuna valutazione finora
- 55. Rus 1501000 Мехатроник-páginas-1Documento142 pagine55. Rus 1501000 Мехатроник-páginas-1Lautaro MerzNessuna valutazione finora
- Floyd - Principios de Circuitos Electricos, 2007, 8a EdDocumento5 pagineFloyd - Principios de Circuitos Electricos, 2007, 8a EdIng Castillo SanchezNessuna valutazione finora
- Pspice 50Documento98 paginePspice 50WilverCorreaBravoNessuna valutazione finora
- Como Se Hace Un Cableado Estructurado PDFDocumento20 pagineComo Se Hace Un Cableado Estructurado PDFamiguitoNessuna valutazione finora
- Especificaciones Técnicas para El Tendido Líneas SubterráneasDocumento10 pagineEspecificaciones Técnicas para El Tendido Líneas SubterráneasAgustín EsquivoNessuna valutazione finora
- Practica 0Documento9 paginePractica 0Johel Garcia100% (2)
- TESIS LICENCIATURA EN HIGIENE Y SEGURIDAD LABORAL RemarcadaDocumento90 pagineTESIS LICENCIATURA EN HIGIENE Y SEGURIDAD LABORAL RemarcadaMauro RodriguzNessuna valutazione finora
- Manual ECO III 14000 - 1506040604U55IDocumento32 pagineManual ECO III 14000 - 1506040604U55IFelipe OrtizNessuna valutazione finora
- TP ElectrostáticaDocumento3 pagineTP ElectrostáticaPedro SebastianNessuna valutazione finora
- Script Seguridad NOM-022Documento9 pagineScript Seguridad NOM-022Celia HernándezNessuna valutazione finora
- Puente de WheatstoneDocumento8 paginePuente de WheatstoneOscar GalvanNessuna valutazione finora
- 1 LAB. Partida Directa2Documento2 pagine1 LAB. Partida Directa2denisNessuna valutazione finora
- Instalaciones Eléctricas IndustrialesDocumento66 pagineInstalaciones Eléctricas IndustrialesAlejandro Tello100% (2)
- Capitulo 7 - JfetDocumento21 pagineCapitulo 7 - JfetCertus PC FloridaNessuna valutazione finora
- Pdesp FB-401 W X 2019-2Documento6 paginePdesp FB-401 W X 2019-2Luz Fabiola Borda EspinozaNessuna valutazione finora