Potrebbero piacerti anche
- Machining Duplex Stainless Steels: Shop Sheet 103Documento4 pagineMachining Duplex Stainless Steels: Shop Sheet 103Milenko KraišnikNessuna valutazione finora
- Circular Saw - Technical DescriptionDocumento17 pagineCircular Saw - Technical DescriptionPuneeth KumarNessuna valutazione finora
- Scule Pentru Industria AerospațialăDocumento28 pagineScule Pentru Industria AerospațialăPascu Tiberiu CiprianNessuna valutazione finora
- Outokumpu Machining Guideline Ultra 254SMODocumento2 pagineOutokumpu Machining Guideline Ultra 254SMOzhiqianxuNessuna valutazione finora
- Butt Weld Stainless Steel FittingsDocumento16 pagineButt Weld Stainless Steel Fittingsbayu susiloNessuna valutazione finora
- Aisi D2: Cold Work Tool SteelDocumento7 pagineAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoNessuna valutazione finora
- SS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Documento3 pagineSS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Harish AmpoluNessuna valutazione finora
- Pave Settings - 1AUDocumento2 paginePave Settings - 1AUIshita SoniNessuna valutazione finora
- Dura Bar Machining GuideDocumento4 pagineDura Bar Machining GuidericassterNessuna valutazione finora
- Metal March 2021Documento23 pagineMetal March 2021Razeen FrancisNessuna valutazione finora
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocumento4 pagineFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaNessuna valutazione finora
- 303 Spec SheetDocumento2 pagine303 Spec SheetYankMulya MusaNessuna valutazione finora
- CBN BrochureDocumento16 pagineCBN BrochuredunnyhalitionNessuna valutazione finora
- Alumec PDFDocumento7 pagineAlumec PDFetamil87Nessuna valutazione finora
- PB Alumec EnglishDocumento12 paginePB Alumec EnglishByron RodriguezNessuna valutazione finora
- Master Tungsten Carbide Rotary Burrs PDFDocumento12 pagineMaster Tungsten Carbide Rotary Burrs PDFFred AksoNessuna valutazione finora
- NTK General MillingDocumento14 pagineNTK General Millingswathi_ipeNessuna valutazione finora
- GB TP0500 LRDocumento20 pagineGB TP0500 LRGristarNessuna valutazione finora
- Manganese 12 14%Documento3 pagineManganese 12 14%Sreedhar Rakesh VellankiNessuna valutazione finora
- Pro Dec PlateDocumento9 paginePro Dec PlateAbe VoigNessuna valutazione finora
- G-Pak18 1Documento89 pagineG-Pak18 1Elmedin FazlicNessuna valutazione finora
- Somta Tools User GuideDocumento150 pagineSomta Tools User GuideBarrie Van Wyk100% (1)
- SS 409M WeldingDocumento12 pagineSS 409M WeldingwentropremNessuna valutazione finora
- CoroKey 2008engDocumento208 pagineCoroKey 2008engStela LjevarNessuna valutazione finora
- Machining MagnesiumDocumento15 pagineMachining Magnesiumgaurav chauhanNessuna valutazione finora
- Catalogo ATADocumento32 pagineCatalogo ATALUIS JAVIER SIERRA CEPEDANessuna valutazione finora
- High Speed Shearing of Stainless Steel Tube UpdatedDocumento3 pagineHigh Speed Shearing of Stainless Steel Tube UpdatedOzetoNessuna valutazione finora
- Brosur Breaker SOOSAN SB Series (New)Documento8 pagineBrosur Breaker SOOSAN SB Series (New)HidayatNessuna valutazione finora
- ME II Lab Manual PDFDocumento12 pagineME II Lab Manual PDFAbhay TiwariNessuna valutazione finora
- Z-Carb JetStream SpeedFeedDocumento2 pagineZ-Carb JetStream SpeedFeedalphatoolsNessuna valutazione finora
- Kinkelder StandardDocumento24 pagineKinkelder StandardJason StephensNessuna valutazione finora
- B Toku Construction-1Documento8 pagineB Toku Construction-1harisNessuna valutazione finora
- Mild Steel SpecificationDocumento1 paginaMild Steel SpecificationSteinol SolutionsNessuna valutazione finora
- Stud Welding Catalogue PDFDocumento42 pagineStud Welding Catalogue PDFRajan SteeveNessuna valutazione finora
- 23 Hardox 600 in WorkshopDocumento6 pagine23 Hardox 600 in WorkshopAndré Luiz NogueiraNessuna valutazione finora
- ChapitreGrinding GBDocumento4 pagineChapitreGrinding GBLLNessuna valutazione finora
- Experimental Analysis of Friction Welding For Dissimilar MetalsDocumento45 pagineExperimental Analysis of Friction Welding For Dissimilar MetalsSumaiya BegamNessuna valutazione finora
- Air Texturing NozzleDocumento17 pagineAir Texturing Nozzleanil kapadiaNessuna valutazione finora
- Torneamento Hardox 400 PDFDocumento2 pagineTorneamento Hardox 400 PDFJosue OliveiraNessuna valutazione finora
- MP B158aDocumento6 pagineMP B158aSurhidayat Ibn MusthafaNessuna valutazione finora
- Catalogue Worm Gear Sets and Customised Worm Gear SetsDocumento30 pagineCatalogue Worm Gear Sets and Customised Worm Gear Setsfog900Nessuna valutazione finora
- Worm Gear Sets enDocumento29 pagineWorm Gear Sets enmohammad khoraminiaNessuna valutazione finora
- Thyssenkrupp 22mnb5 Product Information Precision Steel enDocumento3 pagineThyssenkrupp 22mnb5 Product Information Precision Steel enpierocarnelociNessuna valutazione finora
- HighFeed Brochure - US - Correction PDFDocumento48 pagineHighFeed Brochure - US - Correction PDFSusan RooneyNessuna valutazione finora
- Profile MFGT 1Documento52 pagineProfile MFGT 1RangaNessuna valutazione finora
- A 400 HB Wear Resistant Steel: StandardDocumento4 pagineA 400 HB Wear Resistant Steel: StandardVíctor SandovskyNessuna valutazione finora
- SS 302HQ, Type 302HQ, WNR 1.4567, UNS S30430, AISI 302HQ, Grade 302HQDocumento3 pagineSS 302HQ, Type 302HQ, WNR 1.4567, UNS S30430, AISI 302HQ, Grade 302HQpierocarnelociNessuna valutazione finora
- Precision and Laboratory EquipmentsDocumento33 paginePrecision and Laboratory EquipmentsTone RatanalertNessuna valutazione finora
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocumento44 pagineWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doNessuna valutazione finora
- Material PropertiesDocumento16 pagineMaterial PropertiesMadan Kulkarni100% (1)
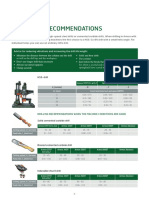
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocumento3 pagineMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNessuna valutazione finora
- Cu Ni V Mo CR MN C WT CE: - Page 1 of 3Documento3 pagineCu Ni V Mo CR MN C WT CE: - Page 1 of 3Ainsworth Noriega RiosNessuna valutazione finora
- Cuchillas TornoDocumento4 pagineCuchillas TornodemoracingeduNessuna valutazione finora
- Okuma Simul Turn 400Documento11 pagineOkuma Simul Turn 400paulkupasNessuna valutazione finora
- MachiningDocumento12 pagineMachiningwardendavid5591100% (1)
- Cutting Speed and Feedrate SouthbayDocumento5 pagineCutting Speed and Feedrate SouthbayShahed FacebookNessuna valutazione finora
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
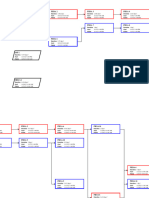
- Production PlanningDocumento3 pagineProduction PlanningAdrian CeplinschiNessuna valutazione finora
- Presentation SKID Fabrication To BCC - 21.08.2014 - 2Documento7 paginePresentation SKID Fabrication To BCC - 21.08.2014 - 2Adrian CeplinschiNessuna valutazione finora
- Presentation SKID Fabrication To BCC - 21.08.2014Documento5 paginePresentation SKID Fabrication To BCC - 21.08.2014Adrian CeplinschiNessuna valutazione finora
- 42KHG018DS使用說明書Documento35 pagine42KHG018DS使用說明書Uku TatoNessuna valutazione finora
- Emerson Has Been A Perennial UnderperformerDocumento6 pagineEmerson Has Been A Perennial UnderperformerAdrian CeplinschiNessuna valutazione finora
- Ordinea Operaţiilor Exerciţii Partea A II-aDocumento2 pagineOrdinea Operaţiilor Exerciţii Partea A II-aAdrian CeplinschiNessuna valutazione finora
- The D. E. Shaw Groups Perspectives On Emerson 10.15.19Documento64 pagineThe D. E. Shaw Groups Perspectives On Emerson 10.15.19Adrian CeplinschiNessuna valutazione finora
- STRATIXDoc 3Documento2 pagineSTRATIXDoc 3Adrian CeplinschiNessuna valutazione finora
- Toleràncies Dimensionals Iso 2768-1Documento1 paginaToleràncies Dimensionals Iso 2768-1carlesiemiNessuna valutazione finora
- PED Guidelines EN v1.6 PDFDocumento263 paginePED Guidelines EN v1.6 PDFAdrian CeplinschiNessuna valutazione finora
- DocumetDocumento5 pagineDocumetAdrian CeplinschiNessuna valutazione finora
- No. A-14-401751 Rev 00Documento3 pagineNo. A-14-401751 Rev 00Adrian CeplinschiNessuna valutazione finora
- PED Guidelines EN v1.6 PDFDocumento263 paginePED Guidelines EN v1.6 PDFAdrian CeplinschiNessuna valutazione finora
- AGA 9 White PaperDocumento6 pagineAGA 9 White PaperAdrian CeplinschiNessuna valutazione finora
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Documento1 pagina(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Documento1 pagina(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- en 10204 2004 BDocumento4 pagineen 10204 2004 BblaireauxxNessuna valutazione finora
- 00 Usb Instalation PDFDocumento10 pagine00 Usb Instalation PDFMauricio PalaciosNessuna valutazione finora
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Documento1 pagina(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- Handbook of Mechanical Engineering TermsDocumento366 pagineHandbook of Mechanical Engineering Termsjakejohns95% (44)
- Lab Equipment Worksheet: FlameDocumento6 pagineLab Equipment Worksheet: FlameSabu LazerNessuna valutazione finora
- InjectorsDocumento339 pagineInjectorsKapil AppyNessuna valutazione finora
- Book Binding Report: Fig. 1 Matthias Hübner, Possible BooksDocumento12 pagineBook Binding Report: Fig. 1 Matthias Hübner, Possible BooksAna FariasNessuna valutazione finora
- As 60947.4.1-2004 Low-Voltage Switchgear and Controlgear Contactors and Motor-Starters - Electromechanical CoDocumento12 pagineAs 60947.4.1-2004 Low-Voltage Switchgear and Controlgear Contactors and Motor-Starters - Electromechanical CoSAI Global - APACNessuna valutazione finora
- Fire BrochureDocumento9 pagineFire BrochureherikNessuna valutazione finora
- Romi DM 03 Persiapan Mar2016Documento82 pagineRomi DM 03 Persiapan Mar2016Tri Indah SariNessuna valutazione finora
- Flow Past An Aerofoil Lab ManualDocumento12 pagineFlow Past An Aerofoil Lab ManualLaw Zhan HongNessuna valutazione finora
- SESMACOL BPVC - Viii-1 - U-Dr-1 ASME Rev 0Documento2 pagineSESMACOL BPVC - Viii-1 - U-Dr-1 ASME Rev 0Jairo Andres Romero QuirogaNessuna valutazione finora
- School of Maritime Studies Vels University Thalambur: Fire Nozzle AimDocumento2 pagineSchool of Maritime Studies Vels University Thalambur: Fire Nozzle AimAayush AgrawalNessuna valutazione finora
- DFS DTFT DFTDocumento37 pagineDFS DTFT DFTravigwlNessuna valutazione finora
- Criteria For REPORTINGDocumento1 paginaCriteria For REPORTINGKarole Niña MandapNessuna valutazione finora
- Chapter 4.b (Method of Section)Documento22 pagineChapter 4.b (Method of Section)LogarithemNessuna valutazione finora
- IQ FMEA TrainingDocumento7 pagineIQ FMEA TrainingKawadasanNessuna valutazione finora
- Bioelectromagneticweapons - Harlan GirarDocumento4 pagineBioelectromagneticweapons - Harlan GirarJeover Giraldo Hurtado100% (1)
- NGO ICT and EReadiness Self Assessment ToolDocumento54 pagineNGO ICT and EReadiness Self Assessment ToolEntot SuhartonoNessuna valutazione finora
- Instrucciones Distribuidor SB12-LSDocumento28 pagineInstrucciones Distribuidor SB12-LSbenjamin100% (1)
- Standard Inspection and Test Plan ITP No: 904 Emergency Diesel GeneratorDocumento5 pagineStandard Inspection and Test Plan ITP No: 904 Emergency Diesel GeneratorZaid RNessuna valutazione finora
- Actividades - Grupo Diana MabelDocumento22 pagineActividades - Grupo Diana MabelJhon Alejandro Hurtado ValenciaNessuna valutazione finora
- Note Number Frequency TableDocumento7 pagineNote Number Frequency TablemreijNessuna valutazione finora
- Thimble, Ferrule, & Wire Rope Grip by Ronstan - CatalogueDocumento2 pagineThimble, Ferrule, & Wire Rope Grip by Ronstan - CatalogueJogi Oscar SinagaNessuna valutazione finora
- Plant Visit and Seminar 2017Documento3 paginePlant Visit and Seminar 2017Borje DelonNessuna valutazione finora
- Ijctt V4i7p159 PDFDocumento4 pagineIjctt V4i7p159 PDFMadhan RajNessuna valutazione finora
- Laboratory Exercise in Computer FundamentalsDocumento2 pagineLaboratory Exercise in Computer FundamentalsGwenn PosoNessuna valutazione finora
- Long-Range Thermal Video Imaging System: Multiple Mission Profiles. One Reliable SolutionDocumento3 pagineLong-Range Thermal Video Imaging System: Multiple Mission Profiles. One Reliable Solutionsquad bravoNessuna valutazione finora
- rt809h Mboot UpgredDocumento7 paginert809h Mboot Upgredrabas_Nessuna valutazione finora
- Esp SizingDocumento17 pagineEsp SizingAmin ElfatihNessuna valutazione finora
- DKG-117 Synchroscope and Check Synch RelayDocumento12 pagineDKG-117 Synchroscope and Check Synch RelaySaid TouhamiNessuna valutazione finora
- (Accelerated Learning) PhotoReading Tips 6Documento11 pagine(Accelerated Learning) PhotoReading Tips 6chlsc100% (1)
- Chartered Process Design Kit DsDocumento2 pagineChartered Process Design Kit DsSandeep SahuNessuna valutazione finora
- Bus ID No.: E-2896: Passenger InformationDocumento1 paginaBus ID No.: E-2896: Passenger Informationraja mechNessuna valutazione finora