Potrebbero piacerti anche
- Molienda y Tamizado PracticaDocumento11 pagineMolienda y Tamizado PracticaGabriela G. ChNessuna valutazione finora
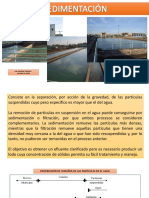
- Filtración SedimentaciónDocumento61 pagineFiltración Sedimentaciónjuan camilo vergaraNessuna valutazione finora
- NMX N 100 Scfi 2009Documento18 pagineNMX N 100 Scfi 2009Alejandro OrdonezNessuna valutazione finora
- Proceso de fracturamiento de rocas en tres etapas claveDocumento8 pagineProceso de fracturamiento de rocas en tres etapas claveVictor Joel SanchezNessuna valutazione finora
- Molienda y Tamizado Informe (RecuperadoDocumento23 pagineMolienda y Tamizado Informe (RecuperadoGabriela G. ChNessuna valutazione finora
- Filtracion - DesinfeccionDocumento42 pagineFiltracion - DesinfeccionSonia JC SifuentesNessuna valutazione finora
- Reactores PriladoDocumento10 pagineReactores PriladoCamilaFranciscaCortésRojasNessuna valutazione finora
- Tarea N°1Documento1 paginaTarea N°1Ricardo RojasNessuna valutazione finora
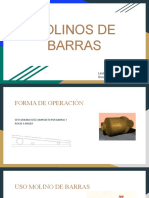
- Molinos de BarrasDocumento10 pagineMolinos de BarrasLinday Solanyi Garzon RochaNessuna valutazione finora
- TamizadoDocumento29 pagineTamizadoYordi Ñaupari GonzalesNessuna valutazione finora
- Operaciones con sólidos: Ciclones e hidrociclonesDocumento3 pagineOperaciones con sólidos: Ciclones e hidrociclonestatiana alvarezNessuna valutazione finora
- Articulo - Modelamiento y Simulacion de La Obtencion de Aceite Esencial de Muña SecaDocumento6 pagineArticulo - Modelamiento y Simulacion de La Obtencion de Aceite Esencial de Muña SecaLuz AndiaNessuna valutazione finora
- Hidrometalurgia IDocumento7 pagineHidrometalurgia INilton Güere CóndorNessuna valutazione finora
- Simulacion de Una Planta de Produccion y Purificacion de Biodiesel A Partir de Aceite de Palma y Etanol Usando El Simulador Comercial HysysDocumento86 pagineSimulacion de Una Planta de Produccion y Purificacion de Biodiesel A Partir de Aceite de Palma y Etanol Usando El Simulador Comercial HysysDiego RodriguezNessuna valutazione finora
- Propiedades de Las Colecciones de Partículas Distribución de Tamaño de PartículaDocumento12 paginePropiedades de Las Colecciones de Partículas Distribución de Tamaño de PartículaMarianMedinaNessuna valutazione finora
- Harneado y ChancadoDocumento18 pagineHarneado y ChancadoCristhian McBellNessuna valutazione finora
- Uso de Reactivos QuimicosDocumento18 pagineUso de Reactivos Quimicosmario velarde100% (1)
- Apuntes Hidrometalurgia-Aglomeración CuradoDocumento13 pagineApuntes Hidrometalurgia-Aglomeración CuradoMatías Valenzuela NachbauerNessuna valutazione finora
- Minera MarconaDocumento15 pagineMinera MarconaM Rojas ChuquizutaNessuna valutazione finora
- Planta de Adsorcion de Carbon ActivadoDocumento16 paginePlanta de Adsorcion de Carbon ActivadoJeanpierre Espinoza CabrejosNessuna valutazione finora
- Informe de Sensores de PresionDocumento33 pagineInforme de Sensores de PresionLuis Enrique Espinoza ÑaupariNessuna valutazione finora
- Tamano de La Particula Por TamizadoaDocumento29 pagineTamano de La Particula Por TamizadoaKarina AltamiranoNessuna valutazione finora
- Prueba 1Documento10 paginePrueba 1Juan Varg ReNessuna valutazione finora
- Molino de BolasDocumento6 pagineMolino de Bolasclucero9Nessuna valutazione finora
- Análisis Granulometrico PDFDocumento80 pagineAnálisis Granulometrico PDFFernandoNessuna valutazione finora
- 03 Apuntes de FlotacionDocumento70 pagine03 Apuntes de FlotacionjinkuzamaNessuna valutazione finora
- Informe #1 SEGURIDAD EN EL LABORATORIO PDFDocumento8 pagineInforme #1 SEGURIDAD EN EL LABORATORIO PDFdina Pacheco poloNessuna valutazione finora
- Practica de Procesamiento de Minerales-Análisis GranulométricoDocumento2 paginePractica de Procesamiento de Minerales-Análisis GranulométricoAlejandro SanchezNessuna valutazione finora
- Diseño de Sedimentador para La Empresa Ladrilleras Yomasa 1Documento11 pagineDiseño de Sedimentador para La Empresa Ladrilleras Yomasa 1Diego CartagenaNessuna valutazione finora
- Medida Del Ángulo de ContactoDocumento4 pagineMedida Del Ángulo de ContactoJesus G-Arisco RiveraNessuna valutazione finora
- HidrometalurgiaDocumento20 pagineHidrometalurgiaJuliana ArangoNessuna valutazione finora
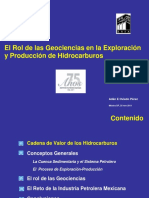
- Geociencias en Exploracion y Produccion de Hidrocaburos PDFDocumento50 pagineGeociencias en Exploracion y Produccion de Hidrocaburos PDFIrlanda Gt100% (1)
- Introduccion FlotacionDocumento1 paginaIntroduccion FlotacionValentina Belen Cordova100% (1)
- Balanza MarcyDocumento13 pagineBalanza Marcyby foxterNessuna valutazione finora
- Investigacion y Desarrollo SostenibleDocumento12 pagineInvestigacion y Desarrollo SostenibleRodrigo SaldañaNessuna valutazione finora
- Exposicion Extractiva II HelenDocumento28 pagineExposicion Extractiva II HelenYngrid ChangNessuna valutazione finora
- Ángulo de Contacto y Flotabilidad de Los MineralesDocumento32 pagineÁngulo de Contacto y Flotabilidad de Los MineralesAnonymous qa1YjglNessuna valutazione finora
- Tiempo de ResidenciaDocumento19 pagineTiempo de ResidenciaRL LorenaNessuna valutazione finora
- Velocidad de ReaccionDocumento6 pagineVelocidad de ReaccionJesús GarcíaNessuna valutazione finora
- Adsorcion Con Carbon ActivadoDocumento23 pagineAdsorcion Con Carbon ActivadoHecardo Siu100% (1)
- 16 Presentación #16 Fundamentos de ConminucionDocumento22 pagine16 Presentación #16 Fundamentos de ConminucionJob TisnadoNessuna valutazione finora
- Separación Medios Densos at Concentración CentrífugaDocumento24 pagineSeparación Medios Densos at Concentración CentrífugaFranciscoNessuna valutazione finora
- Chancado y Aglomeracion para LixiviacionDocumento6 pagineChancado y Aglomeracion para Lixiviacionjmendozaq0% (1)
- Procesamiento de MineralesDocumento35 pagineProcesamiento de MineralesPatricio GuzmanNessuna valutazione finora
- Historia del espesamiento desde la antigüedad hasta la invención del espesador DorrDocumento7 pagineHistoria del espesamiento desde la antigüedad hasta la invención del espesador DorrJohnn RedzargoNessuna valutazione finora
- Unidad 5b Lixiviacion Quimica de Minerales SulfuradosDocumento23 pagineUnidad 5b Lixiviacion Quimica de Minerales SulfuradosSlacklineTocopillaNessuna valutazione finora
- Humedad Consistente Del MineralDocumento3 pagineHumedad Consistente Del MineralAxel Alex AvilaNessuna valutazione finora
- Procesos HidrotermalesDocumento4 pagineProcesos HidrotermalessharonvamogaNessuna valutazione finora
- Quimica Practica 5Documento26 pagineQuimica Practica 5Flor De MariaNessuna valutazione finora
- FundentesDocumento26 pagineFundentesAlberto ZepedaNessuna valutazione finora
- Rca TesisDocumento152 pagineRca TesiscesarNessuna valutazione finora
- GRAVIMETRIADocumento9 pagineGRAVIMETRIAsakilortegaNessuna valutazione finora
- Molienda Clasificador Tamizado 2015 IDocumento38 pagineMolienda Clasificador Tamizado 2015 IDeyven Henrry Castillo AlvaNessuna valutazione finora
- Laboratorio Molienda FINALDocumento34 pagineLaboratorio Molienda FINALKatia UrearNessuna valutazione finora
- Molienda Fina y UltrfinaDocumento23 pagineMolienda Fina y UltrfinaRenzoJOnathanCCNessuna valutazione finora
- Monografía - Valverde GaloDocumento9 pagineMonografía - Valverde GaloOmar GusñayNessuna valutazione finora
- SM Práctica MoliendayTamizado EscobedoSilvanaDocumento14 pagineSM Práctica MoliendayTamizado EscobedoSilvanaSilvanaEscobedoNoveloNessuna valutazione finora
- TAMIZAJE PracticaDocumento14 pagineTAMIZAJE PracticaNeli HerreraNessuna valutazione finora
- Trituración y MoliendasDocumento41 pagineTrituración y MoliendasNillmer CarlosNessuna valutazione finora
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108Da EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Nessuna valutazione finora
- Ejercicio Masa 2Documento2 pagineEjercicio Masa 2Renzo Acevedo CanoNessuna valutazione finora
- Separación electrostática mineralesDocumento25 pagineSeparación electrostática mineralesRenzo Acevedo CanoNessuna valutazione finora
- Ciclos de FiltraciónDocumento23 pagineCiclos de FiltraciónRenzo Acevedo CanoNessuna valutazione finora
- Produccion de NaOHDocumento16 pagineProduccion de NaOHRenzo Acevedo CanoNessuna valutazione finora
- Calculos EconomicosDocumento15 pagineCalculos EconomicosRenzo Acevedo CanoNessuna valutazione finora
- Proyectos 2019Documento30 pagineProyectos 2019Renzo Acevedo CanoNessuna valutazione finora
- Relaciones entre variables en experimentos de físicaDocumento12 pagineRelaciones entre variables en experimentos de físicaRenzo Acevedo CanoNessuna valutazione finora
- Ciclos de FiltraciónDocumento23 pagineCiclos de FiltraciónRenzo Acevedo CanoNessuna valutazione finora
- ProcesosDocumento29 pagineProcesosRenzo Acevedo CanoNessuna valutazione finora
- Electrodeposicion de Oro FinalDocumento21 pagineElectrodeposicion de Oro FinalNathali HuamanNessuna valutazione finora
- Cálculo de la productividad global y su evolución en diferentes escenariosDocumento5 pagineCálculo de la productividad global y su evolución en diferentes escenariosOliver Sucari PNessuna valutazione finora
- Resistencia de Materiales-2Documento3 pagineResistencia de Materiales-2Renzo Acevedo CanoNessuna valutazione finora
- TRABAJO DE LEGISLACION N 2Documento4 pagineTRABAJO DE LEGISLACION N 2Renzo Acevedo CanoNessuna valutazione finora
- Biomasa - Bioenergã ADocumento7 pagineBiomasa - Bioenergã ARenzo Acevedo CanoNessuna valutazione finora
- PLATEADODocumento5 paginePLATEADORenzo Acevedo CanoNessuna valutazione finora
- Resistencia de Materiales 2017Documento4 pagineResistencia de Materiales 2017Renzo Acevedo CanoNessuna valutazione finora
- Regiones Naturales Del PerúDocumento30 pagineRegiones Naturales Del PerúRenzo Acevedo CanoNessuna valutazione finora
- Ppt-Trabajo de Legislacion-Refineria de Talara4444Documento10 paginePpt-Trabajo de Legislacion-Refineria de Talara4444Renzo Acevedo CanoNessuna valutazione finora
- Cinetica MicrobianaDocumento38 pagineCinetica MicrobianaRenzo Acevedo CanoNessuna valutazione finora
- ReglasDocumento2 pagineReglasRenzo Acevedo CanoNessuna valutazione finora
- Bicameralidad ExpoDocumento12 pagineBicameralidad ExpoRenzo Acevedo CanoNessuna valutazione finora
- Diagrama Ishikawa causas efectoDocumento3 pagineDiagrama Ishikawa causas efectoRenzo Acevedo CanoNessuna valutazione finora
- Bicameralidad ExpoDocumento12 pagineBicameralidad ExpoRenzo Acevedo CanoNessuna valutazione finora
- Biotecnologia - ExposicionDocumento62 pagineBiotecnologia - ExposicionRenzo Acevedo CanoNessuna valutazione finora
- Proyecto BioplasticoDocumento26 pagineProyecto BioplasticoRenzo Acevedo CanoNessuna valutazione finora
- Electrodeposicion de Oro FinalDocumento21 pagineElectrodeposicion de Oro FinalNathali HuamanNessuna valutazione finora
- 5-Distrib. de Prob. Discretas y ContinuasDocumento15 pagine5-Distrib. de Prob. Discretas y ContinuasSiddharta2711Nessuna valutazione finora
- Tubo de PitotDocumento37 pagineTubo de PitotRenzo Acevedo CanoNessuna valutazione finora
- Ciclos de FiltraciónDocumento23 pagineCiclos de FiltraciónRenzo Acevedo CanoNessuna valutazione finora
- Legislacion 4Documento10 pagineLegislacion 4Renzo Acevedo CanoNessuna valutazione finora
- Cómo nombrar cetonas según la nomenclatura IUPACDocumento11 pagineCómo nombrar cetonas según la nomenclatura IUPACKatya BuenrostroNessuna valutazione finora
- CruzPerez Ignacio M15S1AI1Documento11 pagineCruzPerez Ignacio M15S1AI1IGNACIO CRUZNessuna valutazione finora
- Pentaeritritol resumen seguridadDocumento3 paginePentaeritritol resumen seguridadIsrael Lopez KahloNessuna valutazione finora
- Metodo Gravimetrico Exposiciã NDocumento53 pagineMetodo Gravimetrico Exposiciã NdivadNessuna valutazione finora
- Bujes de PerforaciónDocumento11 pagineBujes de PerforaciónKelly HolmesNessuna valutazione finora
- Cs 6EGB U1 Evaluación Formativa Nº1Documento6 pagineCs 6EGB U1 Evaluación Formativa Nº1Pablo GarciaNessuna valutazione finora
- Cuaderno 356 AC Temas Selectos de Química 2Documento32 pagineCuaderno 356 AC Temas Selectos de Química 2Wendy AntonioNessuna valutazione finora
- Nimodipino ExposicionDocumento15 pagineNimodipino ExposicionYawasaba BocotaNessuna valutazione finora
- Flujograma de Sacrificio de AnimalesDocumento5 pagineFlujograma de Sacrificio de AnimalesAlfredo Peñaranda FuentesNessuna valutazione finora
- Materia y EnergiaDocumento6 pagineMateria y EnergiaPaul AlegreNessuna valutazione finora
- Apu LimpiezaDocumento6 pagineApu LimpiezaJoel MendozaNessuna valutazione finora
- Informe de Laboratorio NutricionDocumento6 pagineInforme de Laboratorio NutricionEdwin Arce ClaureNessuna valutazione finora
- Tincion de Gram y Tinciones SelectivasDocumento2 pagineTincion de Gram y Tinciones SelectivasAlice Correa33% (3)
- Taller ModelosDocumento5 pagineTaller ModelosCamila Gonzalez AceroNessuna valutazione finora
- Monografia de MetalurgiaDocumento19 pagineMonografia de MetalurgiaJeremy WoodNessuna valutazione finora
- Sistemas de Enfriamiento para PCDocumento5 pagineSistemas de Enfriamiento para PC3Voca3100% (2)
- Ferritoscope Brochure EspañolDocumento8 pagineFerritoscope Brochure EspañolDiego Gamarra100% (1)
- Morinda Citrifolia (Noni)Documento6 pagineMorinda Citrifolia (Noni)Margarita Miranda RuizNessuna valutazione finora
- Proyección Mantenimiento Aluvial Semana 17Documento100 pagineProyección Mantenimiento Aluvial Semana 17CARLOSNessuna valutazione finora
- Modelo Atomico de DaltonDocumento4 pagineModelo Atomico de DaltonAventur2014Nessuna valutazione finora
- Informe 2 Analisis InstrumentalDocumento9 pagineInforme 2 Analisis Instrumentalmaria rojas0% (1)
- DSTDocumento23 pagineDSTJose Guarnizo GarciaNessuna valutazione finora
- Experiencia 2 Estabilidad Termica Gabriel Aliaga 217001432Documento13 pagineExperiencia 2 Estabilidad Termica Gabriel Aliaga 217001432Basilio Meza PalmaNessuna valutazione finora
- Elementos Complementarios de La Cadena de FríoDocumento5 pagineElementos Complementarios de La Cadena de Fríohaisenhair80% (5)
- Anexos UnionesDocumento17 pagineAnexos UnionesNatalia Alvarado AlvaradoNessuna valutazione finora
- Cronograma Mantenimiento Equipos Alquiler BiosistemasDocumento7 pagineCronograma Mantenimiento Equipos Alquiler BiosistemasUnidad de Servicios de Salud Simón BolívarNessuna valutazione finora
- Dosis RepetidasDocumento29 pagineDosis RepetidasBetzabel Rodriguez ReyesNessuna valutazione finora
- MP3 Manual Diagramas HidráulicosDocumento56 pagineMP3 Manual Diagramas HidráulicosLuis B VasquezNessuna valutazione finora
- Clases Intercambiador IDocumento49 pagineClases Intercambiador IadrianaNessuna valutazione finora
- Taller - Resuelto - Laboratorio de Biología General EnzimasDocumento4 pagineTaller - Resuelto - Laboratorio de Biología General Enzimasstiben novaNessuna valutazione finora