Potrebbero piacerti anche
- Materials Science and Technology of Optical FabricationDa EverandMaterials Science and Technology of Optical FabricationNessuna valutazione finora
- Machining Parameters Optimization On The Die Casting Process of Magnesium Alloy Using The Grey-Based Fuzzy AlgorithmDocumento9 pagineMachining Parameters Optimization On The Die Casting Process of Magnesium Alloy Using The Grey-Based Fuzzy AlgorithmjanakNessuna valutazione finora
- Analysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsDocumento18 pagineAnalysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsAnya CooperNessuna valutazione finora
- Plateau-Honing Semi-Empirical ModelDocumento4 paginePlateau-Honing Semi-Empirical ModelmiltoncobaNessuna valutazione finora
- Analysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsDocumento18 pagineAnalysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsAsad MaqsoodNessuna valutazione finora
- Gassara2009 Article OptimizationOfSpringbackInL-beDocumento7 pagineGassara2009 Article OptimizationOfSpringbackInL-beAhmed MabroukNessuna valutazione finora
- Machine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Documento4 pagineMachine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Nizam Sudin Dan KhatijahNessuna valutazione finora
- Regression Analysis and Optimization of Hardfacing of Inconel For Maximum Strength Using RSMDocumento5 pagineRegression Analysis and Optimization of Hardfacing of Inconel For Maximum Strength Using RSMGohar ZamanNessuna valutazione finora
- Vplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchDocumento4 pagineVplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchZimekNessuna valutazione finora
- 108me015 PDFDocumento41 pagine108me015 PDFShahid NadeemNessuna valutazione finora
- The Optimisation of Shot Peen Forming ProcessesDocumento5 pagineThe Optimisation of Shot Peen Forming ProcessesbkhmohamedNessuna valutazione finora
- Topology Optimization of Fluid Problems Using Genetic Algorithm Assisted by The Kriging ModelDocumento19 pagineTopology Optimization of Fluid Problems Using Genetic Algorithm Assisted by The Kriging ModelrajibNessuna valutazione finora
- Research Paper On Surface GrindingDocumento4 pagineResearch Paper On Surface Grindingqyptsxvkg100% (1)
- Wrinkling in Sheet Metal Forming:Experimental Testing vs. NumericalAnalysis-IJFP Journal 2003 Selman2Documento16 pagineWrinkling in Sheet Metal Forming:Experimental Testing vs. NumericalAnalysis-IJFP Journal 2003 Selman2Saeed GhaffariNessuna valutazione finora
- Modeling of Material Removal and Surface Roughness in Abrasive Flow Machining ProcessDocumento21 pagineModeling of Material Removal and Surface Roughness in Abrasive Flow Machining ProcessAbdullah Talha TuranNessuna valutazione finora
- Computer Aided Design of Extrusion Dies For Complex Geometry ProfilesDocumento1 paginaComputer Aided Design of Extrusion Dies For Complex Geometry ProfilesSemana da Escola de Engenharia da Universidade do MinhoNessuna valutazione finora
- 57 07-05-21 Isaif8 0021-ChenDocumento10 pagine57 07-05-21 Isaif8 0021-ChenEslam NagyNessuna valutazione finora
- Pauskar2004Documento8 paginePauskar2004Deniz Tuğba KorukluoğluNessuna valutazione finora
- AApplication of Artificial Neural Network and Taguchi Method To Preform Design in Metal Forming Considering WorkabilityDocumento15 pagineAApplication of Artificial Neural Network and Taguchi Method To Preform Design in Metal Forming Considering WorkabilityHa Linh PhanNessuna valutazione finora
- Compressor and Turbine Blade Design by OptimizationDocumento3 pagineCompressor and Turbine Blade Design by OptimizationalkadyasNessuna valutazione finora
- Improved Contact Treatment For Metal Forming Processes With Reduced Contact AreaDocumento3 pagineImproved Contact Treatment For Metal Forming Processes With Reduced Contact Areaesteban vasquezNessuna valutazione finora
- A Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureDocumento6 pagineA Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureBlancaliz HigashinoNessuna valutazione finora
- Redrawing of Sheet Metals - ElsevierDocumento8 pagineRedrawing of Sheet Metals - ElsevierhappyfurladyNessuna valutazione finora
- Ijmer 46064551 PDFDocumento7 pagineIjmer 46064551 PDFIJMERNessuna valutazione finora
- Optimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyDocumento8 pagineOptimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyTJPRC PublicationsNessuna valutazione finora
- IJERTV2IS1019Documento6 pagineIJERTV2IS1019rumabiswas853Nessuna valutazione finora
- An Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynaDocumento8 pagineAn Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynausamaumerNessuna valutazione finora
- Modeling Techniques in Forming Processes ASMEDocumento10 pagineModeling Techniques in Forming Processes ASMEcerverus13Nessuna valutazione finora
- Stack-Up Analysis of Statistical Tolerance Indices For Linear Function Model Using Monte Carlo SimulationDocumento10 pagineStack-Up Analysis of Statistical Tolerance Indices For Linear Function Model Using Monte Carlo SimulationkarthegreNessuna valutazione finora
- Model Based Strategies For An Optimised Ribbing Design of Large Forming ToolsDocumento6 pagineModel Based Strategies For An Optimised Ribbing Design of Large Forming ToolsPankaj ChhabraNessuna valutazione finora
- Experimental Validation of Optimisation Strategies in Hydroforming of T-Shaped TubesDocumento4 pagineExperimental Validation of Optimisation Strategies in Hydroforming of T-Shaped TubesmuralidfdagNessuna valutazione finora
- 13 J MST 87 2023 108 116 0518Documento9 pagine13 J MST 87 2023 108 116 0518k3proNessuna valutazione finora
- Pitch Error in The Manufacturing of Lead ScrewsDocumento9 paginePitch Error in The Manufacturing of Lead Screwsoyuncu81Nessuna valutazione finora
- A 3D Contact Smoothing Method Based On Quasi-C1 Interpolation and Normal VotingDocumento8 pagineA 3D Contact Smoothing Method Based On Quasi-C1 Interpolation and Normal Votingesteban vasquezNessuna valutazione finora
- Land 3D Design OptimizationDocumento12 pagineLand 3D Design OptimizationNamwangala Rashid NatinduNessuna valutazione finora
- Simulation of Blow Molding Using Ansys PolyflowDocumento6 pagineSimulation of Blow Molding Using Ansys PolyflowAnonymous PufNjgNessuna valutazione finora
- Paper 14Documento6 paginePaper 14Walid BecharNessuna valutazione finora
- Fourment 1996Documento18 pagineFourment 1996Henrique André HeinenNessuna valutazione finora
- Optimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.Documento10 pagineOptimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.wonder landNessuna valutazione finora
- Adaptive SlicingDocumento15 pagineAdaptive SlicingSreejith S NairNessuna valutazione finora
- Surface Roughness Model For St37Documento4 pagineSurface Roughness Model For St37fitraskaNessuna valutazione finora
- Optimization of Machining Parameters in PDFDocumento6 pagineOptimization of Machining Parameters in PDF임학진Nessuna valutazione finora
- Module 2 - 1Documento45 pagineModule 2 - 1Biswajit LME016Nessuna valutazione finora
- CDR Pdfs Indexed Stage4 Copyr 655 1 2Documento6 pagineCDR Pdfs Indexed Stage4 Copyr 655 1 2m7mdrakhaNessuna valutazione finora
- Roller Straight Wire 2 2001Documento5 pagineRoller Straight Wire 2 2001Juliana ZottisNessuna valutazione finora
- Eng P501-103Documento13 pagineEng P501-103tomica06031969Nessuna valutazione finora
- Progress in Topology Optimization With Manufacturing ConstraintsDocumento8 pagineProgress in Topology Optimization With Manufacturing ConstraintsAltairEnlightenNessuna valutazione finora
- Ghia V., High-Resolutions For Incompressible Flow Using The Navier-Stokes Equations and A Multi-Grid MethodDocumento25 pagineGhia V., High-Resolutions For Incompressible Flow Using The Navier-Stokes Equations and A Multi-Grid MethodCarlos MontillaNessuna valutazione finora
- Tolerance Charting PDFDocumento7 pagineTolerance Charting PDFSudeep Kumar SinghNessuna valutazione finora
- A Hybrid Analytical-And Discrete-Based Methodology For Determining Cutter-Workpiece Engagement in Five-Axis MillingDocumento2 pagineA Hybrid Analytical-And Discrete-Based Methodology For Determining Cutter-Workpiece Engagement in Five-Axis MillingEdinNessuna valutazione finora
- Ankit Final RMP ReportDocumento3 pagineAnkit Final RMP ReportSandeepRajNessuna valutazione finora
- Machining Part Program Optimization Through An Advanced Multidisciplinary ProcedureDocumento14 pagineMachining Part Program Optimization Through An Advanced Multidisciplinary ProcedureFahmiNessuna valutazione finora
- Icfd10 Eg 30i1Documento8 pagineIcfd10 Eg 30i1NextScribeNessuna valutazione finora
- Experimental Confirmation For The Validity of Ritz Method in Structural Dynamic AnalysisDocumento13 pagineExperimental Confirmation For The Validity of Ritz Method in Structural Dynamic Analysisronny_rahman_1Nessuna valutazione finora
- Optimal Design of Fiberglass Panels With Physical ValidationDocumento13 pagineOptimal Design of Fiberglass Panels With Physical ValidationhalimNessuna valutazione finora
- Blank Design Square ShellDocumento9 pagineBlank Design Square ShellSumairNessuna valutazione finora
- The Implementation of An Equivalent Drawbead Model in A Finite-Element Code For Sheet Metal FormingDocumento11 pagineThe Implementation of An Equivalent Drawbead Model in A Finite-Element Code For Sheet Metal FormingMatheusNessuna valutazione finora
- Finite Element Solution of Boundary Value Problems: Theory and ComputationDa EverandFinite Element Solution of Boundary Value Problems: Theory and ComputationNessuna valutazione finora
- Classification, Parameter Estimation and State Estimation: An Engineering Approach Using MATLABDa EverandClassification, Parameter Estimation and State Estimation: An Engineering Approach Using MATLABValutazione: 3 su 5 stelle3/5 (1)
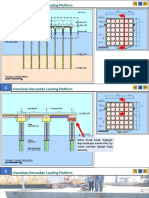
- Visualisasi Kerusakan Loading Platform: Arah LautDocumento7 pagineVisualisasi Kerusakan Loading Platform: Arah LautAndi Nak SriwijayaNessuna valutazione finora
- LCT Vip JayaDocumento2 pagineLCT Vip JayaAndi Nak SriwijayaNessuna valutazione finora
- CLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inDocumento3 pagineCLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
- Ready LCT For Rent!: Sign Up Log inDocumento5 pagineReady LCT For Rent!: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
- Dijual LCT Tahun 2016: Sign Up Log inDocumento5 pagineDijual LCT Tahun 2016: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
- Dijual Kapal LCT: Sign Up Log inDocumento3 pagineDijual Kapal LCT: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDocumento3 pagineAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNessuna valutazione finora
- Kaizen in Era Industry 4.0: Webinar SeriesDocumento1 paginaKaizen in Era Industry 4.0: Webinar SeriesAndi Nak SriwijayaNessuna valutazione finora
- Visualisasi Kerusakan Loading Platform: Arah Laut Arah DaratDocumento5 pagineVisualisasi Kerusakan Loading Platform: Arah Laut Arah DaratAndi Nak SriwijayaNessuna valutazione finora
- Your CV - Webinar ECI - 200522 - Materi PDFDocumento54 pagineYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNessuna valutazione finora
- Your CV - Webinar ECI - 200522 - Materi PDFDocumento54 pagineYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNessuna valutazione finora
- 10414Documento5 pagine10414Andi Nak SriwijayaNessuna valutazione finora
- Supply Chain: Project ManagementDocumento1 paginaSupply Chain: Project ManagementAndi Nak SriwijayaNessuna valutazione finora
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDocumento3 pagineAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNessuna valutazione finora
- 35.11015 EN TCM 87-133509 PDFDocumento306 pagine35.11015 EN TCM 87-133509 PDFAlfredo YongNessuna valutazione finora
- Materials For Mechanical Parts-Steel & Standards PDFDocumento31 pagineMaterials For Mechanical Parts-Steel & Standards PDFAndi Nak SriwijayaNessuna valutazione finora
- ZX200-3 Specs PDFDocumento8 pagineZX200-3 Specs PDFKasidinNessuna valutazione finora
- ANSYS Drawing Sub IndoDocumento8 pagineANSYS Drawing Sub IndoAndi Nak SriwijayaNessuna valutazione finora
- 2 Permodelan Kolom Baja Profil Siku Tersusun1Documento12 pagine2 Permodelan Kolom Baja Profil Siku Tersusun1Tri Aditha NugrahaNessuna valutazione finora
- BR Series ERDocumento16 pagineBR Series ERputex247Nessuna valutazione finora
- PDocumento1 paginaPAndi Nak SriwijayaNessuna valutazione finora
- Oper-2-Jose A. Lana PDFDocumento10 pagineOper-2-Jose A. Lana PDFAndi Nak SriwijayaNessuna valutazione finora
- ANSYS DrawingDocumento7 pagineANSYS DrawingAndi Nak SriwijayaNessuna valutazione finora
- Shaft Mount PDFDocumento9 pagineShaft Mount PDFAndi Nak SriwijayaNessuna valutazione finora
- Boiler CourseDocumento146 pagineBoiler Courseknx175100% (9)
- Fundamentals of Tool DesignDocumento6 pagineFundamentals of Tool DesignAndi Nak SriwijayaNessuna valutazione finora
- Behind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopDocumento1 paginaBehind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopAndi Nak SriwijayaNessuna valutazione finora
- Portal Statis Tertentu 1Documento11 paginePortal Statis Tertentu 1PUTRINessuna valutazione finora
- 28-38Documento11 pagine28-38Andi Nak SriwijayaNessuna valutazione finora
- 2 - SANFIELD-Quality Manual For Elastomeric BearingsDocumento34 pagine2 - SANFIELD-Quality Manual For Elastomeric Bearingsghaghra bridge100% (5)
- Me Trology 8Documento25 pagineMe Trology 8HARIMETLYNessuna valutazione finora
- 5.2 CLIVET Air Cooled Inv-Screw ChillerDocumento17 pagine5.2 CLIVET Air Cooled Inv-Screw Chillerremigius yudhiNessuna valutazione finora
- Alia APT3000 Pressure TransmitterDocumento2 pagineAlia APT3000 Pressure TransmitterRexCrazyMindNessuna valutazione finora
- BridgeDocumento20 pagineBridgebewketNessuna valutazione finora
- Spray-Type Deaerating Heaters: TABLE 12.2Documento2 pagineSpray-Type Deaerating Heaters: TABLE 12.2Yanuar KrisnahadiNessuna valutazione finora
- Al. (9), Though The Feature Here Is Less Pronounced. The: ReferencesDocumento3 pagineAl. (9), Though The Feature Here Is Less Pronounced. The: ReferencesKrishna KumarNessuna valutazione finora
- Aerzen Positive Displacement Blowers PDFDocumento20 pagineAerzen Positive Displacement Blowers PDFherrerafarid100% (1)
- 9702 w22 Ms 42 PDFDocumento16 pagine9702 w22 Ms 42 PDFsangdeepNessuna valutazione finora
- CPED and MatSci PDFDocumento3 pagineCPED and MatSci PDFonyxNessuna valutazione finora
- Cognizance Ias: JPSC Mains Answer Writing TestDocumento7 pagineCognizance Ias: JPSC Mains Answer Writing TestAnshu RNessuna valutazione finora
- Grade 10 Physical Sciences P2 June 2023 MemorandumDocumento5 pagineGrade 10 Physical Sciences P2 June 2023 MemorandumAngela MokoenaNessuna valutazione finora
- Almansoori Inspection Services: Travelling Block AssemblyDocumento2 pagineAlmansoori Inspection Services: Travelling Block AssemblyRanjithNessuna valutazione finora
- K1 Level Multiple Choice Questions: vib - hυDocumento11 pagineK1 Level Multiple Choice Questions: vib - hυJack AndrewNessuna valutazione finora
- Heavy Weight DrillPipeDocumento10 pagineHeavy Weight DrillPipeAPERARLTATORRESNessuna valutazione finora
- Lab Report Air ParticleDocumento11 pagineLab Report Air ParticleSalmah AbasNessuna valutazione finora
- Heat and Temperature PDFDocumento94 pagineHeat and Temperature PDF• Nate •0% (1)
- 11 Hi E P11 A I: N C R. Htihono, M, RipDocumento3 pagine11 Hi E P11 A I: N C R. Htihono, M, RipTarek AbuzeneNessuna valutazione finora
- Dire Dawa University Institute of Technology: Externship Report OnDocumento53 pagineDire Dawa University Institute of Technology: Externship Report Onsekin100% (1)
- A Review On Durability of Fiber Reinforced Polymer (FRP) Bars ReinforcedDocumento18 pagineA Review On Durability of Fiber Reinforced Polymer (FRP) Bars Reinforcedsherif fodaNessuna valutazione finora
- Answers To Student Book Questions Rates of ReactionDocumento3 pagineAnswers To Student Book Questions Rates of Reactionhamzaabdulhadi474Nessuna valutazione finora
- Seplat Energy PLC: Ohaji South Flare Out ProjectDocumento6 pagineSeplat Energy PLC: Ohaji South Flare Out ProjectELIJAH OKONNessuna valutazione finora
- Breakdown in Electronegative Gases, V-T Characteristics & Post Breakdown Phenomena Post Breakdown PhenomenaDocumento22 pagineBreakdown in Electronegative Gases, V-T Characteristics & Post Breakdown Phenomena Post Breakdown PhenomenaAjeng PratiwiNessuna valutazione finora
- PierDocumento4 paginePierAtulkumar ManchalwarNessuna valutazione finora
- The Critical Depth-Derivation of The Specific Energy EquationDocumento21 pagineThe Critical Depth-Derivation of The Specific Energy Equationpotato9233% (3)
- MET 52 3 337 340 RudolfDocumento4 pagineMET 52 3 337 340 RudolfEduardo FlorianoNessuna valutazione finora
- Lecture 4Documento60 pagineLecture 4Shahzaib HaiderNessuna valutazione finora
- MOOC Plasma Ricci 1aDocumento13 pagineMOOC Plasma Ricci 1aJulio Balbin AriasNessuna valutazione finora
- Radiography IntroductionDocumento35 pagineRadiography IntroductionpanikhilNessuna valutazione finora