Potrebbero piacerti anche
- F89B-7 MSDSDocumento4 pagineF89B-7 MSDSDenise Koh Chin Hui100% (1)
- Module P-11Documento23 pagineModule P-11ImmanuelNessuna valutazione finora
- Air Handling Unit PDFDocumento16 pagineAir Handling Unit PDFizani_idrisNessuna valutazione finora
- Solenoid Troubleshooting GuideDocumento16 pagineSolenoid Troubleshooting GuideReza AldavoodNessuna valutazione finora
- Troubleshooting A Control ValveDocumento2 pagineTroubleshooting A Control ValvezhangyiliNessuna valutazione finora
- Muhammed Harish: ObjectiveDocumento4 pagineMuhammed Harish: ObjectiveJas JashimNessuna valutazione finora
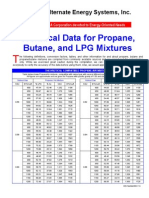
- Technical Data For LPGDocumento4 pagineTechnical Data For LPGsizwehNessuna valutazione finora
- Electrical Equipment in Hazardous AreasDocumento8 pagineElectrical Equipment in Hazardous AreasMehulkumar PatelNessuna valutazione finora
- Suresh Kumar K: QA/QC Engineer-MEPDocumento4 pagineSuresh Kumar K: QA/QC Engineer-MEPVipin Kumar ParasharNessuna valutazione finora
- Aleem CV Mechanic EXPDocumento3 pagineAleem CV Mechanic EXPmohd nadeem ahmedNessuna valutazione finora
- TPCM 02 HSD Technical OfferDocumento9 pagineTPCM 02 HSD Technical OffershekharbhargavNessuna valutazione finora
- Ecoflam Catalogue 2012Documento60 pagineEcoflam Catalogue 2012manikandanNessuna valutazione finora
- Irshad Resume Instrument TechnicianDocumento5 pagineIrshad Resume Instrument Technicianmallickss97Nessuna valutazione finora
- Gulfraz - HSE Officer - CVDocumento3 pagineGulfraz - HSE Officer - CVSajid0% (1)
- Mechanical SupervisorDocumento3 pagineMechanical SupervisorAnonymous 6DWNOlnNessuna valutazione finora
- Curriculum Vitae: S.Bebin RoyDocumento3 pagineCurriculum Vitae: S.Bebin RoyDIJUNessuna valutazione finora
- MST For Below Ground UPVC Drainage PipesDocumento17 pagineMST For Below Ground UPVC Drainage Pipesمقاول تكييف كهرباء وصحيNessuna valutazione finora
- Field Operator: INDIA: +91 9791875175 Skype: Thiyagu RDocumento4 pagineField Operator: INDIA: +91 9791875175 Skype: Thiyagu Rjohn MNessuna valutazione finora
- MOM Safety-Management - TEMPLATEDocumento3 pagineMOM Safety-Management - TEMPLATEEldhose VargheseNessuna valutazione finora
- Chilled Water MSTDocumento9 pagineChilled Water MSTSolymanElsayedSolymanNessuna valutazione finora
- Denso Brochure 3Documento10 pagineDenso Brochure 3mohdNessuna valutazione finora
- The Odisha Factories Rules 1950Documento297 pagineThe Odisha Factories Rules 1950Lalatendu MahantaNessuna valutazione finora
- Operating & Maintenance Manual-RM-180ACDocumento33 pagineOperating & Maintenance Manual-RM-180ACfaqdani100% (1)
- Centrifugal Pump Report PDFDocumento1 paginaCentrifugal Pump Report PDFandrew rachmanNessuna valutazione finora
- Dasco 1-9Documento9 pagineDasco 1-9Ahmed AzadNessuna valutazione finora
- Zincanode 620 Voc v1 Jan 2018Documento2 pagineZincanode 620 Voc v1 Jan 2018Moin AltafNessuna valutazione finora
- Pump Churn TestDocumento2 paginePump Churn TestDwayne YawchingNessuna valutazione finora
- Work Permit Safety Standard Training PackDocumento24 pagineWork Permit Safety Standard Training PackAtma Prakash Sinha100% (1)
- Pertroleum Process Hazard ControlDocumento12 paginePertroleum Process Hazard Controlkirandevi1981Nessuna valutazione finora
- MNT-INTG-2007OP - Maintenance Welding InspectionDocumento43 pagineMNT-INTG-2007OP - Maintenance Welding InspectionNatarajan MurugesanNessuna valutazione finora
- Chklist HEXDocumento3 pagineChklist HEXluisNessuna valutazione finora
- Piper Alpha Disaster SlidesDocumento20 paginePiper Alpha Disaster SlidestokkxylahNessuna valutazione finora
- Work Instruction No.007 Blinding and Deblinding of EquipmentdocDocumento2 pagineWork Instruction No.007 Blinding and Deblinding of Equipmentdocrichard carlo del mundoNessuna valutazione finora
- Pre-Commissioning ActivityDocumento2 paginePre-Commissioning ActivityDevendra DhumalNessuna valutazione finora
- Compress Air Commissioning ProcedureDocumento6 pagineCompress Air Commissioning Procedurevishwas salunkheNessuna valutazione finora
- Jotatemp 1000 - TDSDocumento5 pagineJotatemp 1000 - TDSTopik Budi Oetomo100% (1)
- Punch List For Fire Water Pump & Foam Pump PackageDocumento4 paginePunch List For Fire Water Pump & Foam Pump PackageGomathyselviNessuna valutazione finora
- 20120502-47 De-Oiling Removal of Flammable Liquids From PipelinesDocumento2 pagine20120502-47 De-Oiling Removal of Flammable Liquids From Pipelinesnice guyNessuna valutazione finora
- 9.0 Abro Tape FSK Data SheetDocumento3 pagine9.0 Abro Tape FSK Data SheetProcurement AlamcoNessuna valutazione finora
- Air Compressor Air Compressor: (Small) (Small)Documento1 paginaAir Compressor Air Compressor: (Small) (Small)alcrosalitaNessuna valutazione finora
- Mep CoordinatorDocumento2 pagineMep CoordinatorSyamraj JayarajanNessuna valutazione finora
- Colour Coding Is 9404Documento8 pagineColour Coding Is 9404dhoops1988Nessuna valutazione finora
- RISK ASSESSMENT FOR Ac Cleaning ServicesDocumento5 pagineRISK ASSESSMENT FOR Ac Cleaning ServicesEGSC HSENessuna valutazione finora
- Method of Statement For SPI366 Pump Sump Cleaning Without Confined Space EntryDocumento5 pagineMethod of Statement For SPI366 Pump Sump Cleaning Without Confined Space EntryKarpana Devi LetchumananNessuna valutazione finora
- LPG Gas SafetyDocumento10 pagineLPG Gas Safetysiruslara6491Nessuna valutazione finora
- Maintenance of Turbine Lubrication System and CondenserDocumento26 pagineMaintenance of Turbine Lubrication System and CondenserAshwani Dogra100% (1)
- Heatexchanger Trainingcoursematerial 150915103555 Lva1 App6891Documento155 pagineHeatexchanger Trainingcoursematerial 150915103555 Lva1 App6891mtaha85Nessuna valutazione finora
- Insulation ClassDocumento2 pagineInsulation Classamitbslpawar100% (1)
- Checklist For Pressure Testing Safely 2Documento2 pagineChecklist For Pressure Testing Safely 2Jonathan CambaNessuna valutazione finora
- Midhun Raj PDocumento1 paginaMidhun Raj PMidhunRajPNessuna valutazione finora
- APGENCO Proposal For ORG WP On 13-12-23 PDFDocumento6 pagineAPGENCO Proposal For ORG WP On 13-12-23 PDFSun NyNessuna valutazione finora
- Paints Applicable For Boiler Components - BergerDocumento10 paginePaints Applicable For Boiler Components - BergerVel MuruganNessuna valutazione finora
- Penguard PrimerDocumento5 paginePenguard PrimerPutroedidohNessuna valutazione finora
- 345 Testing THDocumento6 pagine345 Testing THDjeisonSeccoNessuna valutazione finora
- Shutdown Report July 10Documento21 pagineShutdown Report July 10sakthiwab4Nessuna valutazione finora
- Sop For Vent FilterDocumento6 pagineSop For Vent FilterSonratNessuna valutazione finora
- 05-ELE - 005 - Implementation of Testing and Adjusting, Commissioning, Handover-ProcedureDocumento17 pagine05-ELE - 005 - Implementation of Testing and Adjusting, Commissioning, Handover-Procedurehafiz_kdw1111Nessuna valutazione finora
- Installation, Operation and Maintenance Manual VTP ... - RuhrpumpenDocumento83 pagineInstallation, Operation and Maintenance Manual VTP ... - RuhrpumpenFelySaezNessuna valutazione finora
- Process Industry Practices Piping: PIP PNE00003 Process Unit and Offsites Layout GuideDocumento14 pagineProcess Industry Practices Piping: PIP PNE00003 Process Unit and Offsites Layout GuideSilambarasan PalanisamyNessuna valutazione finora
- MMEC-WI-1001 - Turbine Air Cooled Condenser - 110-EA-130-230Documento7 pagineMMEC-WI-1001 - Turbine Air Cooled Condenser - 110-EA-130-230RAJESH KUMAR RNessuna valutazione finora
- Free Non Veg Nutrition Plan YSF PDFDocumento8 pagineFree Non Veg Nutrition Plan YSF PDFAbhilash Wasekar100% (1)
- IbnTaymiyyah Theological EthicsDocumento361 pagineIbnTaymiyyah Theological EthicsDado Daki100% (1)
- NavaDocumento2 pagineNavasaikiranNessuna valutazione finora
- Electron Withdrawing and Electron Donating GroupsDocumento2 pagineElectron Withdrawing and Electron Donating GroupsOmar Abd ElsalamNessuna valutazione finora
- GEHC Service Manual CARESCAPE Monitor B850 v1 2011Documento172 pagineGEHC Service Manual CARESCAPE Monitor B850 v1 2011NguyễnCảnhBắcNessuna valutazione finora
- Sip Dissertation - Final - Final For CollegeDocumento17 pagineSip Dissertation - Final - Final For Collegevikashirulkar922Nessuna valutazione finora
- Intro To BiochemDocumento2 pagineIntro To BiochemPeachy PieNessuna valutazione finora
- Kingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaDocumento15 pagineKingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaLeah Rice100% (1)
- Toda People in IndiaDocumento9 pagineToda People in IndiaAmoona KopiKoNessuna valutazione finora
- Ficha-Tecnica-Tuberia MechDocumento2 pagineFicha-Tecnica-Tuberia MechCarlos salazarNessuna valutazione finora
- R OR K C S V: EG Epair Its For Ylinder and Ervice AlvesDocumento5 pagineR OR K C S V: EG Epair Its For Ylinder and Ervice AlvesLeonardoFabioCorredorNessuna valutazione finora
- List of Irc Publications Referred To in The Specifications: AppendicesDocumento17 pagineList of Irc Publications Referred To in The Specifications: AppendicesPrasad BoniNessuna valutazione finora
- MFI 2 - Unit 3 - SB - L+SDocumento10 pagineMFI 2 - Unit 3 - SB - L+SHoan HoàngNessuna valutazione finora
- AD&D - Forgotten Realms - Menzoberranzan - EXTRAS - House Do'Urden RestrospectiveDocumento16 pagineAD&D - Forgotten Realms - Menzoberranzan - EXTRAS - House Do'Urden RestrospectiveThiago RaulinoNessuna valutazione finora
- Tyre Industry in IndiaDocumento14 pagineTyre Industry in IndiaH Janardan PrabhuNessuna valutazione finora
- Elements or Appurtenances of The Stilling BasinsDocumento21 pagineElements or Appurtenances of The Stilling BasinsAhmad PshtiwanNessuna valutazione finora
- Sunday Afternoon, October 27, 2013: TechnologyDocumento283 pagineSunday Afternoon, October 27, 2013: TechnologyNatasha MyersNessuna valutazione finora
- A Slice of History - Pizza Turim 4-7-15Documento2 pagineA Slice of History - Pizza Turim 4-7-15Mae Princess BolivarNessuna valutazione finora
- HandbikeDocumento10 pagineHandbikeLely JuniariNessuna valutazione finora
- Driver DST-4812 For 7.2 KG CMDocumento5 pagineDriver DST-4812 For 7.2 KG CMWWW.150775.BUGME.PWNessuna valutazione finora
- Long Quiz 1 Eim Tools, MaterialsDocumento1 paginaLong Quiz 1 Eim Tools, MaterialsLea Ann PalaciosNessuna valutazione finora
- Welrod Silenced PistolDocumento2 pagineWelrod Silenced Pistolblowmeasshole1911Nessuna valutazione finora
- Chapter 4 TurbineDocumento56 pagineChapter 4 TurbineHabtamu Tkubet EbuyNessuna valutazione finora
- Carbon Emissions Don't Cause Global Warming: BackgroundDocumento5 pagineCarbon Emissions Don't Cause Global Warming: BackgroundLibertyAustraliaNessuna valutazione finora
- Watercolor SecretsDocumento60 pagineWatercolor Secretsmissdoisneau98% (47)
- Monitoring:: Steps of Adding New SiteDocumento8 pagineMonitoring:: Steps of Adding New SiteMohammad ZakoutNessuna valutazione finora
- TotSK 3.0Documento22 pagineTotSK 3.0PedroNessuna valutazione finora
- An Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageDocumento10 pagineAn Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageChristian EmenikeNessuna valutazione finora
- LESSON 2 Facilities Location StrategiesDocumento2 pagineLESSON 2 Facilities Location StrategiesElle LeeNessuna valutazione finora
- Leica Rugby 320 410 420 BRO En-1Documento6 pagineLeica Rugby 320 410 420 BRO En-1luigiabeNessuna valutazione finora