Potrebbero piacerti anche
- Dop y Dap LuisDocumento16 pagineDop y Dap LuisLuis VegaNessuna valutazione finora
- Diapositivas KanbanDocumento83 pagineDiapositivas KanbanCrisven PolonioNessuna valutazione finora
- Problemas Resuelto de Balanceo de Líneas de Ensamble 2Documento3 pagineProblemas Resuelto de Balanceo de Líneas de Ensamble 2Wendy Alian0% (1)
- Balanceo de línea de producción de aspersor de fertilizanteDocumento5 pagineBalanceo de línea de producción de aspersor de fertilizanteMaria Camila Barragan JuezNessuna valutazione finora
- Proyectosip20024020 PDFDocumento111 pagineProyectosip20024020 PDFMendoza DorisNessuna valutazione finora
- MRP, DRP, MPS, ErpDocumento22 pagineMRP, DRP, MPS, ErpLeoMéndez100% (1)
- Estudio de Caso Unidad VehicularDocumento14 pagineEstudio de Caso Unidad VehicularAriadne Jazmin Juyo100% (2)
- Balanceo de líneas de producción considerando variabilidad en tiempos de tareasDocumento17 pagineBalanceo de líneas de producción considerando variabilidad en tiempos de tareasRoberto Narváez67% (3)
- Plan de ProduccionDocumento17 paginePlan de ProduccionJhonson David Quispe MamaniNessuna valutazione finora
- Resumen Del Libro Planeación de Instalaciones TompkinsDocumento7 pagineResumen Del Libro Planeación de Instalaciones TompkinsDanielaNessuna valutazione finora
- MRPDocumento35 pagineMRPDiego Yoel Castillo ChumaceroNessuna valutazione finora
- Estudio de tiempos - Proceso de trefilaciónDocumento4 pagineEstudio de tiempos - Proceso de trefilaciónjasminNessuna valutazione finora
- Takt TimeDocumento6 pagineTakt TimeVictor Hugo Sanchez RosasNessuna valutazione finora
- Apuntes ProgramaciónDocumento4 pagineApuntes ProgramaciónCeciMonera100% (1)
- MRUDocumento8 pagineMRUALFONSONessuna valutazione finora
- Método de Johnson (Ejercicio Resuelto)Documento8 pagineMétodo de Johnson (Ejercicio Resuelto)VidParraNessuna valutazione finora
- HEIJUNKADocumento6 pagineHEIJUNKADayana Reyes Logreira100% (2)
- Tarea 3 Prog. de Op.1 Kevin - GarciaDocumento14 pagineTarea 3 Prog. de Op.1 Kevin - GarciaKevin GarciaNessuna valutazione finora
- Guia de Ejercicios N°1Documento28 pagineGuia de Ejercicios N°1Tony Piza FerNessuna valutazione finora
- PlanificacionnnDocumento7 paginePlanificacionnnKarlaChavez100% (1)
- Algoritmo Jonhson, Jackson Logistica ProduccionDocumento8 pagineAlgoritmo Jonhson, Jackson Logistica ProduccionOscar Jimenez100% (1)
- MRP-lógica-procesamientoDocumento23 pagineMRP-lógica-procesamientoelias33% (3)
- Celulas ManufacturaDocumento3 pagineCelulas ManufacturaElvis EspinozaNessuna valutazione finora
- Handke Peter - La Ladrona de Fruta PDFDocumento204 pagineHandke Peter - La Ladrona de Fruta PDFAlejo Pedro Carlos Lezama Novo100% (1)
- El recorrido del tren: planificando una nueva línea ferroviariaDocumento14 pagineEl recorrido del tren: planificando una nueva línea ferroviariaElizabeth CanchiNessuna valutazione finora
- Banco de Ejercicios Unidad 4Documento3 pagineBanco de Ejercicios Unidad 4YareNessuna valutazione finora
- EST SSO 011 Gases ComprimidosDocumento9 pagineEST SSO 011 Gases ComprimidosMarco Asturimac OscanoaNessuna valutazione finora
- Clasificación de Los Sistemas de TransporteDocumento3 pagineClasificación de Los Sistemas de TransporteCynthia Migueles100% (1)
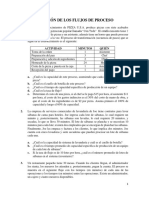
- Ejercicios Medición Flujos ProcesosDocumento3 pagineEjercicios Medición Flujos ProcesosArianna IannuzzelliNessuna valutazione finora
- La Regla de Johnson 3 MaquinasDocumento4 pagineLa Regla de Johnson 3 MaquinasAdrian Mauricio VelandiaNessuna valutazione finora
- Ejecución Avanzada 2Documento41 pagineEjecución Avanzada 2Samuel Martínez Alonso100% (4)
- Trabajo Final - Entrega FinalDocumento89 pagineTrabajo Final - Entrega FinalAlee Osores100% (1)
- Introducción A La Programación de La ProducciónDocumento12 pagineIntroducción A La Programación de La ProducciónIngeniero TrelaNessuna valutazione finora
- Corrida de Producción Significativa.dDocumento4 pagineCorrida de Producción Significativa.dLola De Roa Aldaz100% (1)
- Kaizen y SmedDocumento26 pagineKaizen y SmednorkarislopezNessuna valutazione finora
- Cuello de BotellaDocumento17 pagineCuello de Botellafredy carpio0% (1)
- Ejercicio MRP PatinetaDocumento6 pagineEjercicio MRP PatinetaDenilson CamposNessuna valutazione finora
- ACTIVIDADES DE SERVICIO AL CLIENTE EN UNA CAFETERÍADocumento5 pagineACTIVIDADES DE SERVICIO AL CLIENTE EN UNA CAFETERÍAOsman OsorioNessuna valutazione finora
- Aplicación de La Herramienta KaizenDocumento9 pagineAplicación de La Herramienta KaizenDaniel GalindoNessuna valutazione finora
- Programacion de Operaciones en Procesos en Linea Métodos de AgotamientoDocumento9 pagineProgramacion de Operaciones en Procesos en Linea Métodos de AgotamientoCarlos QuirozNessuna valutazione finora
- Ejercicio Razón Crítica 02Documento2 pagineEjercicio Razón Crítica 02Carlos Manuel Abad100% (1)
- MRPDocumento19 pagineMRPj_anttonioNessuna valutazione finora
- Llave PQRSTDocumento1 paginaLlave PQRSTDaniel Gonzalez Rodriguez0% (1)
- Aplicacion Del MRP1 y 2 en Las IndustriasDocumento2 pagineAplicacion Del MRP1 y 2 en Las IndustriasEDUARDONessuna valutazione finora
- Imforme de Resultados HAS200 - IND - 8-3.2Documento10 pagineImforme de Resultados HAS200 - IND - 8-3.2Marco Jara ChirinosNessuna valutazione finora
- Taller Diseño de PlantaDocumento7 pagineTaller Diseño de PlantaJulieth Muñoz FernandezNessuna valutazione finora
- Sistemas Kanban y CONWIPDocumento2 pagineSistemas Kanban y CONWIPOmar RamírezNessuna valutazione finora
- Selección, Diseño y Análisis de ProcesosDocumento13 pagineSelección, Diseño y Análisis de ProcesosJuan Carlos ArellanoNessuna valutazione finora
- 05 UTP PG 2020 GCA Enfoque de Ciclo y Empuje-Tiron NEWDocumento20 pagine05 UTP PG 2020 GCA Enfoque de Ciclo y Empuje-Tiron NEWoscar cespedes MalcaNessuna valutazione finora
- MPS PMPDocumento54 pagineMPS PMPJoselito SanchezNessuna valutazione finora
- Desarrollo MRP prototipo soporte programación producciónDocumento123 pagineDesarrollo MRP prototipo soporte programación producciónfavioNessuna valutazione finora
- Calculo de tamaño de lote con MRP y EOQ para Speaker KitsDocumento10 pagineCalculo de tamaño de lote con MRP y EOQ para Speaker KitsLedvin PerdomoNessuna valutazione finora
- Ejercicio Planacion AgregadaDocumento1 paginaEjercicio Planacion Agregadaluis arceNessuna valutazione finora
- Ensayo No Es Obvio Dair CaballeroDocumento3 pagineEnsayo No Es Obvio Dair CaballeroLaura Vanessa Obezo PerezNessuna valutazione finora
- Jhonatan Silva PCP Pa3Documento5 pagineJhonatan Silva PCP Pa3Jhonatan Silva VargasNessuna valutazione finora
- Determine El Método de Planificación Agregada Que Sería Más Apropiado para Los Siguientes Tipos de EmpresaDocumento3 pagineDetermine El Método de Planificación Agregada Que Sería Más Apropiado para Los Siguientes Tipos de Empresaanabel100% (1)
- Informe Smed FinalDocumento22 pagineInforme Smed FinalSergio PeñaNessuna valutazione finora
- 6 Grandes Desperdicios - Jiménez ArreolaDocumento13 pagine6 Grandes Desperdicios - Jiménez ArreolaDiana JiménezNessuna valutazione finora
- Laboratorio #2 de Gestion EnergeticaDocumento4 pagineLaboratorio #2 de Gestion Energeticaabrahan9kahenNessuna valutazione finora
- Tercer examen de sistemas inteligentes - Grupo BDocumento4 pagineTercer examen de sistemas inteligentes - Grupo BRusmael Lagos PeraltaNessuna valutazione finora
- Planificación y Control de Las OperacionesDocumento7 paginePlanificación y Control de Las OperacionesAnonymous 1rg93lgeNessuna valutazione finora
- Taller - Medicion OEE 2Documento1 paginaTaller - Medicion OEE 2Amigo FielNessuna valutazione finora
- Taller MRP PercheroDocumento1 paginaTaller MRP PercheroDIEGO FERNANDO TAMAYO MATEUSNessuna valutazione finora
- S00.s1 - Material - MRP PDFDocumento2 pagineS00.s1 - Material - MRP PDFchinithaNessuna valutazione finora
- Taller Planeación AgregadaDocumento5 pagineTaller Planeación AgregadaDiana Vanessa Guerrero0% (1)
- Programacion de Maquinas Tercer CorteDocumento12 pagineProgramacion de Maquinas Tercer Cortejuan pablo velasquez soteloNessuna valutazione finora
- Ejercicio de Ordenes de TrabajoDocumento4 pagineEjercicio de Ordenes de TrabajoJosé JiménezNessuna valutazione finora
- Manual Operador PillaDocumento108 pagineManual Operador PillaJoseDSantosNessuna valutazione finora
- Correlación Entre VariablesDocumento4 pagineCorrelación Entre VariablesMateo CaneloNessuna valutazione finora
- Diapositiva 1Documento9 pagineDiapositiva 1JoseDSantosNessuna valutazione finora
- Guia 1 - Contexto y Elementos de La Planeación Estratégica PDFDocumento2 pagineGuia 1 - Contexto y Elementos de La Planeación Estratégica PDFJoseDSantosNessuna valutazione finora
- Proyecto de AulaDocumento10 pagineProyecto de AulaJoseDSantosNessuna valutazione finora
- Analisis Jurisprudencial (Completo)Documento3 pagineAnalisis Jurisprudencial (Completo)JoseDSantosNessuna valutazione finora
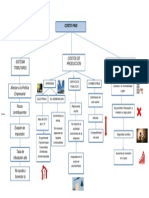
- Costo PaisDocumento1 paginaCosto PaisJoseDSantosNessuna valutazione finora
- HIPOACUSIADocumento2 pagineHIPOACUSIAJoseDSantosNessuna valutazione finora
- Far 23Documento4 pagineFar 23Utn LeoNessuna valutazione finora
- Cajas para ConcretosDocumento12 pagineCajas para ConcretosDaniel GiraldoNessuna valutazione finora
- Grupo - E - Informe - Subproducto 02Documento26 pagineGrupo - E - Informe - Subproducto 02FELIPE MARTIN SANTOS TUNQUENessuna valutazione finora
- ViajesDocumento10 pagineViajesMaycol Sanchez CotrinaNessuna valutazione finora
- Topicos de Geografia Trabajo EscritoDocumento29 pagineTopicos de Geografia Trabajo EscritoGreysheel LebronNessuna valutazione finora
- Derecho AereoDocumento6 pagineDerecho AereoDyana GonzalezNessuna valutazione finora
- Caso Practico 3 Airbus Versus Boeing OkDocumento4 pagineCaso Practico 3 Airbus Versus Boeing OkSergio RojasNessuna valutazione finora
- Il Teatro Del Mondo Aldo Rossi 1979-1980 PDFDocumento5 pagineIl Teatro Del Mondo Aldo Rossi 1979-1980 PDFSilke JacobsNessuna valutazione finora
- Jal Setran 0120Documento5 pagineJal Setran 0120juarezjona6Nessuna valutazione finora
- Memoria DescriptivaDocumento34 pagineMemoria DescriptivaRICHER VILLANUEVA GAMARRANessuna valutazione finora
- Resumen Industrializacion en Carreteras y AutopistasDocumento2 pagineResumen Industrializacion en Carreteras y AutopistasDanny ReynaNessuna valutazione finora
- Chinarro Alvarez Eliana Estudio Desplazamiento Peatonal (1) Ronad GuiaDocumento85 pagineChinarro Alvarez Eliana Estudio Desplazamiento Peatonal (1) Ronad GuiaMonica Lucero Vilca CopaNessuna valutazione finora
- b1 Septiembre 2016Documento186 pagineb1 Septiembre 2016encharles1490Nessuna valutazione finora
- Actron CP9185 PDFDocumento250 pagineActron CP9185 PDFeqmedNessuna valutazione finora
- Aire Acondicionado CNRDocumento50 pagineAire Acondicionado CNROscar Armando BenitezNessuna valutazione finora
- Bomba Pluma HB37V 2 Ejes - Espec - EspañolDocumento4 pagineBomba Pluma HB37V 2 Ejes - Espec - EspañolCamasca Velasco MarloncitoNessuna valutazione finora
- 6 Dilemas EticosDocumento8 pagine6 Dilemas Eticosfer18xNessuna valutazione finora
- Temario Correos 2016 - ResumenDocumento73 pagineTemario Correos 2016 - ResumenBene Gomez50% (4)
- Valvulas Adsmision DieselDocumento2 pagineValvulas Adsmision DieselNestor BaqueNessuna valutazione finora
- Sistema de Explotacion Sublevel StopingDocumento4 pagineSistema de Explotacion Sublevel StopingJessica RoblesNessuna valutazione finora
- Check List Arnes y PlataformaDocumento1 paginaCheck List Arnes y PlataformaManuel Martinez PonceNessuna valutazione finora
- Periodo de Diseño de Un PavimentoDocumento4 paginePeriodo de Diseño de Un PavimentomarjhoanNessuna valutazione finora