Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Lorenzana Vs AustriaDocumento9 pagineLorenzana Vs AustriaMary ChrisNessuna valutazione finora
- Case Digest For Legal EthicsDocumento6 pagineCase Digest For Legal EthicsMary ChrisNessuna valutazione finora
- Legal Ethics Bar Exam Questions 2011 MCQ Bar QuestionnaireDocumento10 pagineLegal Ethics Bar Exam Questions 2011 MCQ Bar QuestionnaireMary ChrisNessuna valutazione finora
- Leones Vs MirandaDocumento3 pagineLeones Vs MirandaMary ChrisNessuna valutazione finora
- Bautista Vs CefraDocumento3 pagineBautista Vs CefraMary ChrisNessuna valutazione finora
- Luego Vs CSCDocumento9 pagineLuego Vs CSCMary ChrisNessuna valutazione finora
- Republic of The Philippines Manila en BancDocumento33 pagineRepublic of The Philippines Manila en BancMary ChrisNessuna valutazione finora
- Be It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledDocumento3 pagineBe It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledMary ChrisNessuna valutazione finora
- G.R. No. 157912. December 13, 2007. Alan Joseph A. Sheker, Petitioner, vs. Estate of Alice O. Sheker, Victoria S. Medina - Administratrix, RespondentDocumento14 pagineG.R. No. 157912. December 13, 2007. Alan Joseph A. Sheker, Petitioner, vs. Estate of Alice O. Sheker, Victoria S. Medina - Administratrix, RespondentMary ChrisNessuna valutazione finora
- Galido Vs ComelecDocumento9 pagineGalido Vs ComelecMary ChrisNessuna valutazione finora
- Bello v. CaDocumento6 pagineBello v. CaMary ChrisNessuna valutazione finora
- Digested CasesDocumento23 pagineDigested CasesMary ChrisNessuna valutazione finora
- Buenaventura and Del Rosario vs. RamosDocumento11 pagineBuenaventura and Del Rosario vs. RamosMary ChrisNessuna valutazione finora
- VOL. 343, OCTOBER 18, 2000 637: Nazareno vs. Court of AppealsDocumento24 pagineVOL. 343, OCTOBER 18, 2000 637: Nazareno vs. Court of AppealsMary ChrisNessuna valutazione finora
- Brgy. Mayamot vs. Antipolo CityDocumento13 pagineBrgy. Mayamot vs. Antipolo CityMary ChrisNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Agricultural Development Agency NewsDocumento61 pagineAgricultural Development Agency NewsplutocowNessuna valutazione finora
- Foods of The World Supplement Number OneDocumento28 pagineFoods of The World Supplement Number OneKenneth100% (3)
- Plant Biotechnology: BY Vikas Biradar Shrikant Nimbalkar Chandrakant DahiphaleDocumento44 paginePlant Biotechnology: BY Vikas Biradar Shrikant Nimbalkar Chandrakant DahiphaleShrikant NimbalkarNessuna valutazione finora
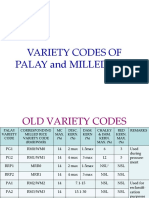
- Variety Codes of Palay and Milled RiceDocumento7 pagineVariety Codes of Palay and Milled RiceMary - Ann AndalNessuna valutazione finora
- RochelleDocumento2 pagineRochellemhararizmarinoNessuna valutazione finora
- Project Report 123 PDFDocumento44 pagineProject Report 123 PDFSuni S Gowda67% (12)
- Factors Influencing Student To Eat Ube Puto Leche FlanDocumento9 pagineFactors Influencing Student To Eat Ube Puto Leche FlanserenityNessuna valutazione finora
- 511 Cropping System SSR MCR PDFDocumento92 pagine511 Cropping System SSR MCR PDFNam Dinh100% (1)
- (f4) Soal SMPN 3 - Bhs IngDocumento13 pagine(f4) Soal SMPN 3 - Bhs IngabimanyuNessuna valutazione finora
- Enhancement and Innovation in Millet ConsumptionDocumento8 pagineEnhancement and Innovation in Millet ConsumptionIJRASETPublicationsNessuna valutazione finora
- Kathmandu Multi Agro .Madhav KarkiDocumento33 pagineKathmandu Multi Agro .Madhav KarkimrigendrarimalNessuna valutazione finora
- 272 792 1 PB PDFDocumento8 pagine272 792 1 PB PDFFanji Nur InsanNessuna valutazione finora
- Egypt MSC Thesis Elhefnawy 13Documento122 pagineEgypt MSC Thesis Elhefnawy 13Khy Renz BajajNessuna valutazione finora
- A Battle Royal Sparked: Weekend Storms Take Heavy TollDocumento28 pagineA Battle Royal Sparked: Weekend Storms Take Heavy TollKristy ElliottNessuna valutazione finora
- 5 E Approach Based Lesson Plan - Chapter - 1 - Food - Where Does It Come From? - NCERT - CBSE - CLASS 6th - ScienceDocumento27 pagine5 E Approach Based Lesson Plan - Chapter - 1 - Food - Where Does It Come From? - NCERT - CBSE - CLASS 6th - ScienceLesson Planner DP100% (4)
- Executive SummaryDocumento9 pagineExecutive SummaryJessNessuna valutazione finora
- Geopraphy NotesDocumento86 pagineGeopraphy NotesIrfan GondalNessuna valutazione finora
- Industrial Data of BharuchDocumento100 pagineIndustrial Data of Bharuchsiddharth singh100% (1)
- Hybrid Rice Breeding & Seed ProductionDocumento41 pagineHybrid Rice Breeding & Seed ProductionAsep Anti-mageNessuna valutazione finora
- Extruded Snacks: Mian N. RiazDocumento8 pagineExtruded Snacks: Mian N. RiazDob Gabriela100% (2)
- The Best Indian Basmati Rice IndustryDocumento14 pagineThe Best Indian Basmati Rice IndustryVeer OverseasNessuna valutazione finora
- Data ...Documento86 pagineData ...Subba Reddy ChintalapudiNessuna valutazione finora
- Flood Control Project - Amnay SablayanDocumento6 pagineFlood Control Project - Amnay SablayanJohn Marvin MendozaNessuna valutazione finora
- Rice Genome ProjectDocumento8 pagineRice Genome ProjectTooba IqbalNessuna valutazione finora
- Prospects For Increaing Commercial Mushroom Production in Malaysia: Challenge and OpportunitiesDocumento11 pagineProspects For Increaing Commercial Mushroom Production in Malaysia: Challenge and OpportunitiesHahaNessuna valutazione finora
- SIP Project For SubmissionDocumento87 pagineSIP Project For SubmissionDeval ShahNessuna valutazione finora
- Skema Mudah Lulus SPM 2022Documento7 pagineSkema Mudah Lulus SPM 2022Yan SafaruanNessuna valutazione finora
- TapaiDocumento31 pagineTapaiAndika Dwimas100% (1)
- SMEDA Seed Processing Unit (Wheat & Rice)Documento22 pagineSMEDA Seed Processing Unit (Wheat & Rice)Yasir MukhtarNessuna valutazione finora
- The Republic of Benin: Population: 10,448,647 Imports Number of ImportersDocumento14 pagineThe Republic of Benin: Population: 10,448,647 Imports Number of ImportersRishu GargNessuna valutazione finora