Potrebbero piacerti anche
- Advanced Management Institute Searchtec Consulting GroupDocumento36 pagineAdvanced Management Institute Searchtec Consulting GroupSearchtec Consulting GroupNessuna valutazione finora
- 5S - Good HousekeepingDocumento39 pagine5S - Good Housekeepingrslapena100% (10)
- 5S Presentation Content Ss2Documento3 pagine5S Presentation Content Ss2rituNessuna valutazione finora
- Apply 5S ProcedureDocumento9 pagineApply 5S Procedureerkoo bekeleNessuna valutazione finora
- Success and Failure of ToyotaDocumento9 pagineSuccess and Failure of ToyotaMuthukumar KalyanaramanNessuna valutazione finora
- Los 14 Pasos Del Modo ToyotaDocumento4 pagineLos 14 Pasos Del Modo ToyotaSoque XSNessuna valutazione finora
- History: Toyota Started As Loom Manufacturer and Later On As An Automobile ManufacturerDocumento5 pagineHistory: Toyota Started As Loom Manufacturer and Later On As An Automobile ManufactureramrinderNessuna valutazione finora
- 5S and Productivity: An Organized Approach To Increase ProductivityDocumento34 pagine5S and Productivity: An Organized Approach To Increase ProductivityJove RevocalNessuna valutazione finora
- 5S Principles and ApplicationDocumento168 pagine5S Principles and ApplicationLuzviminda Rustia Capili MoralesNessuna valutazione finora
- Researcher's Findings - 14 Principles: Section I - Long-Term PhilosophyDocumento5 pagineResearcher's Findings - 14 Principles: Section I - Long-Term PhilosophymuhammadajkhanNessuna valutazione finora
- KaizenDocumento34 pagineKaizenArpit ShahjiNessuna valutazione finora
- Basic Clerical Works: Quality ParametersDocumento3 pagineBasic Clerical Works: Quality ParametersAye TubeNessuna valutazione finora
- Agile Values and PrinciplesDocumento17 pagineAgile Values and PrinciplesshanthiNessuna valutazione finora
- Basic Clerical Works Level-I Learning Guide #15: Apply 5S (Kaizen)Documento15 pagineBasic Clerical Works Level-I Learning Guide #15: Apply 5S (Kaizen)Äbûýé SêñdèkúNessuna valutazione finora
- The 14 Principles of The Toyota WayDocumento4 pagineThe 14 Principles of The Toyota Waybsushma23Nessuna valutazione finora
- 5S Visual Workplace: Dr. Syed Amir IqbalDocumento42 pagine5S Visual Workplace: Dr. Syed Amir IqbalNOSHEEN MEHFOOZNessuna valutazione finora
- 5SDocumento50 pagine5Skashifbutty2kNessuna valutazione finora
- Apply 5S Procedure and OHHDocumento12 pagineApply 5S Procedure and OHHasmasheawwalNessuna valutazione finora
- Deming's Contribution To TQMDocumento7 pagineDeming's Contribution To TQMMythily VedhagiriNessuna valutazione finora
- 5s-Shakeup QP Octubre 2013 PDFDocumento6 pagine5s-Shakeup QP Octubre 2013 PDFjavier_navlozNessuna valutazione finora
- 5 S Information and Training OutlineDocumento5 pagine5 S Information and Training Outlinekprasad_mlNessuna valutazione finora
- EXEC 5S ModuleDocumento34 pagineEXEC 5S ModulejaymuscatNessuna valutazione finora
- The 4 Sections and The 14 Principles of The Toyota WayDocumento6 pagineThe 4 Sections and The 14 Principles of The Toyota WayJessica LaguatanNessuna valutazione finora
- Simple Project Management for Small Business: Six Easy Steps to SuccessDa EverandSimple Project Management for Small Business: Six Easy Steps to SuccessNessuna valutazione finora
- The Toyota Way To Lean LeadershipDocumento15 pagineThe Toyota Way To Lean LeadershipNisha WalawalkarNessuna valutazione finora
- The Six Steps To Six Sigma UsingDocumento5 pagineThe Six Steps To Six Sigma UsingKamran NawazNessuna valutazione finora
- The Toyota WayDocumento7 pagineThe Toyota WayJulie Merrill0% (1)
- Networking & Building RelationshipDocumento40 pagineNetworking & Building RelationshipMeanWhile In Kerala K100% (1)
- Total Quality Management: Lecture 3 - Quality Circles and Leadership and Quality Statements Bilal Ahmad KhanDocumento40 pagineTotal Quality Management: Lecture 3 - Quality Circles and Leadership and Quality Statements Bilal Ahmad KhanHaniya CheenaNessuna valutazione finora
- 122 - Kaizen Improvement TeamDocumento31 pagine122 - Kaizen Improvement TeamArdy Chandra SetiawanNessuna valutazione finora
- Lean Manufacturing Essentials: Hands-on help for small manufacturers and smart technical people: No Nonsence Manuals, #1Da EverandLean Manufacturing Essentials: Hands-on help for small manufacturers and smart technical people: No Nonsence Manuals, #1Valutazione: 3.5 su 5 stelle3.5/5 (2)
- PDCA & Kaizen For Kaizen TeamsDocumento25 paginePDCA & Kaizen For Kaizen TeamsAbul HasnatNessuna valutazione finora
- 5STTLMDocumento14 pagine5STTLMTesfayeNessuna valutazione finora
- The Quick Business Optimizations Handbook: Explode Your Income, Plug The Leaks In Record Time!Da EverandThe Quick Business Optimizations Handbook: Explode Your Income, Plug The Leaks In Record Time!Nessuna valutazione finora
- 5s Basic TrainingDocumento28 pagine5s Basic TrainingKvt VivekanandanNessuna valutazione finora
- 5S Basic TrainingDocumento28 pagine5S Basic TrainingJayantRK100% (1)
- Change Management ModelsDocumento28 pagineChange Management ModelsMuhammad BilalNessuna valutazione finora
- Chapter 05 The Visual Workplace PDFDocumento26 pagineChapter 05 The Visual Workplace PDFultramin12Nessuna valutazione finora
- Becoming Lean: Practical Steps to Build CompetitivenessDa EverandBecoming Lean: Practical Steps to Build CompetitivenessValutazione: 5 su 5 stelle5/5 (1)
- MoSO - The Model of Sustainable Organisations (Deming ++)Documento33 pagineMoSO - The Model of Sustainable Organisations (Deming ++)michael_upstone8474Nessuna valutazione finora
- Lean Management IndustryDocumento29 pagineLean Management IndustrynikitaNessuna valutazione finora
- A Taste of AgileDocumento89 pagineA Taste of AgileanjuNessuna valutazione finora
- G1 HousekeepingDocumento35 pagineG1 HousekeepingMILANA John francisNessuna valutazione finora
- Apply 5s ProcedureDocumento35 pagineApply 5s ProcedureBiniam Hunegnaw BitewNessuna valutazione finora
- Entrepreneurship Chap 2Documento26 pagineEntrepreneurship Chap 2Ahmed711100% (10)
- 5s (Workplace Organization) ImplementationDocumento12 pagine5s (Workplace Organization) Implementationali burhan tahirNessuna valutazione finora
- Amazing - LEAN - Quality by Rozil AnwarDocumento27 pagineAmazing - LEAN - Quality by Rozil AnwarER Rajesh MauryaNessuna valutazione finora
- Lecture Topic 1.3.1Documento25 pagineLecture Topic 1.3.1Farha Khan NazNessuna valutazione finora
- How To Avoid Hiring DudsDocumento18 pagineHow To Avoid Hiring DudsNisha ThapaNessuna valutazione finora
- POM Presentation1Documento22 paginePOM Presentation1Abdullah OmerNessuna valutazione finora
- Lean ManufacturingDocumento46 pagineLean Manufacturingsmajafri100% (1)
- Kaizen To Improve Operational Excellence PDFDocumento275 pagineKaizen To Improve Operational Excellence PDFSathish KumarNessuna valutazione finora
- The Problem and Its BackgroundDocumento34 pagineThe Problem and Its BackgroundCrystian Kobee EmpeynadoNessuna valutazione finora
- Attachment 7 NYSDOT Specs.203 204Documento29 pagineAttachment 7 NYSDOT Specs.203 204Kristine Angel CerilloNessuna valutazione finora
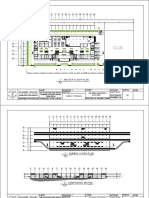
- Phinma Upang: Master Floor PlanDocumento3 paginePhinma Upang: Master Floor PlanJuan Carlos Untalan Del PradoNessuna valutazione finora
- 0book 2015 Veit-Electronic Waste Recycling TechniquesDocumento165 pagine0book 2015 Veit-Electronic Waste Recycling TechniquesEduardo Recalde50% (2)
- 14 LettersDocumento13 pagine14 LettersCitra Yoenita MhdNessuna valutazione finora
- Spelling Champ - Grade 4Documento23 pagineSpelling Champ - Grade 4Chibuzo Ajibola100% (3)
- Case 6 - Marcopper in The PhillippinesDocumento6 pagineCase 6 - Marcopper in The Phillippinesjoyce laoNessuna valutazione finora
- Internal Audit Checksheet EMS-OHSASDocumento32 pagineInternal Audit Checksheet EMS-OHSASwentropremNessuna valutazione finora
- Minincinerator CatalogueDocumento3 pagineMinincinerator Cataloguetoslim uddinNessuna valutazione finora
- Use of Alternative Daily Cover at Landfills: I D E MDocumento3 pagineUse of Alternative Daily Cover at Landfills: I D E MKrieteNessuna valutazione finora
- Production of Biodiesel From Dairy Waste ScumDocumento6 pagineProduction of Biodiesel From Dairy Waste ScumManish PatilNessuna valutazione finora
- SOP UMassDocumento3 pagineSOP UMassKhyati Thakor ParmarNessuna valutazione finora
- Siemens SipartPS2 ManA5E00074631-08Documento248 pagineSiemens SipartPS2 ManA5E00074631-08satya1045Nessuna valutazione finora
- Action Plan in SBM NewDocumento2 pagineAction Plan in SBM NewRose DordasNessuna valutazione finora
- Environmentcrossword Crosswords Fun Activities Games Warmers Coolers Wo 37709Documento2 pagineEnvironmentcrossword Crosswords Fun Activities Games Warmers Coolers Wo 37709Mary-Ellen WrightNessuna valutazione finora
- "Fleshing Out" An Engagement With A Social Accounting Technology Michael FraserDocumento14 pagine"Fleshing Out" An Engagement With A Social Accounting Technology Michael FraserRian LiraldoNessuna valutazione finora
- Wastewater Treatment ActivityDocumento4 pagineWastewater Treatment Activityapi-330185541Nessuna valutazione finora
- The ORC Option in Cement PlantDocumento2 pagineThe ORC Option in Cement PlantCarlos Fernando Alfonso BallesterosNessuna valutazione finora
- SIC Refractory CastableDocumento5 pagineSIC Refractory CastableJagadeesh GuttiNessuna valutazione finora
- Gravity - Flow Water Systems Chapter 1: Introduction: 1.1 DefinitionDocumento5 pagineGravity - Flow Water Systems Chapter 1: Introduction: 1.1 Definitionraju acharyaNessuna valutazione finora
- CC Practice 1Documento12 pagineCC Practice 1Claudia DumitrescuNessuna valutazione finora
- Waste Management AustriaDocumento34 pagineWaste Management AustriaregiapursofNessuna valutazione finora
- Reading Plumbing PlansDocumento12 pagineReading Plumbing Planssolupa2000100% (1)
- Clariant Produkt (Deutschland) GMBH PDFDocumento54 pagineClariant Produkt (Deutschland) GMBH PDFchinmoyd1Nessuna valutazione finora
- Free Electricity: Making The Most of A CHP System DesignDocumento16 pagineFree Electricity: Making The Most of A CHP System DesignsebascianNessuna valutazione finora
- JISSE - Volume 1 - Issue 1 - Pages 9-12Documento4 pagineJISSE - Volume 1 - Issue 1 - Pages 9-12Philip ArpiaNessuna valutazione finora
- g9 hk2 Bai LuanDocumento4 pagineg9 hk2 Bai LuanbohucNessuna valutazione finora
- Hazard Analysis Structural SteelDocumento3 pagineHazard Analysis Structural SteelRobbie Grose100% (3)
- Evowash: Compact Sand Washing PlantDocumento13 pagineEvowash: Compact Sand Washing PlantPoyaNessuna valutazione finora
- SBR DesignDocumento2 pagineSBR DesignHRK65100% (6)