Potrebbero piacerti anche
- Valvula Bola Norma ANSIDocumento8 pagineValvula Bola Norma ANSIgrostetaNessuna valutazione finora
- Valvulas de Globo Con BridaDocumento1 paginaValvulas de Globo Con BridaDaniel MaldonadoNessuna valutazione finora
- Cotizacion TanqueDocumento4 pagineCotizacion TanqueAurelio Blankiazul PoblanoNessuna valutazione finora
- GT EI-10 Rev.1 PRUEBAS VALVULAS 150 - 300 - 600 - 900Documento5 pagineGT EI-10 Rev.1 PRUEBAS VALVULAS 150 - 300 - 600 - 900Sergio Rolando Lovera Velásquez100% (1)
- CV de ValvulaDocumento8 pagineCV de ValvulaEmmanuel SantosNessuna valutazione finora
- Manual Ga-170 RDocumento72 pagineManual Ga-170 RAnonymous YmXY1bc100% (1)
- Guia para La Eleccion Del Tipo de Acero en Estructuras PDFDocumento3 pagineGuia para La Eleccion Del Tipo de Acero en Estructuras PDFrmqkrdNessuna valutazione finora
- P-2-0370-01diseño y Espec - de MaterialesDocumento257 pagineP-2-0370-01diseño y Espec - de MaterialesWilliam Bermudez100% (1)
- GC ValvulasDocumento4 pagineGC ValvulasRenzo Conde MontenegroNessuna valutazione finora
- T1C (Solo Gas Propileno)Documento1 paginaT1C (Solo Gas Propileno)Carlos CruzNessuna valutazione finora
- PDF Prueba para Tuberos Ver2 CompressDocumento3 paginePDF Prueba para Tuberos Ver2 CompressPerci Elvis IINessuna valutazione finora
- Montaje de EquiposDocumento4 pagineMontaje de EquiposarcelitasNessuna valutazione finora
- 7 Bridas de Acero - Bore de BridasDocumento8 pagine7 Bridas de Acero - Bore de BridasAnonymous ALIH7bNessuna valutazione finora
- FT Bridas c40Documento2 pagineFT Bridas c40Eulogio Peraza100% (1)
- Vdocuments - MX - Conceptos Basicos de PaileriaDocumento114 pagineVdocuments - MX - Conceptos Basicos de Pailerianorbertocuellar100% (1)
- TuberiasDocumento5 pagineTuberiascarmendlhNessuna valutazione finora
- Manual VT100X VOX EspañolDocumento11 pagineManual VT100X VOX EspañolosvylNessuna valutazione finora
- Procesos Asociados Al GasDocumento38 pagineProcesos Asociados Al GasIsabella MontenegroNessuna valutazione finora
- Golpe de ArieteDocumento22 pagineGolpe de ArieteAndy SimbañaNessuna valutazione finora
- Copia de Calculo de Espesor de ComalesDocumento12 pagineCopia de Calculo de Espesor de ComalescateerpillarNessuna valutazione finora
- Rud Catalogo SMDocumento20 pagineRud Catalogo SMmc_laberintNessuna valutazione finora
- HELVEXDocumento12 pagineHELVEXWilmer G Valdivia MaytaNessuna valutazione finora
- Catalogo Fitting Porta Placa de Orificio Rev 1 00Documento24 pagineCatalogo Fitting Porta Placa de Orificio Rev 1 00jose luis MartinezNessuna valutazione finora
- Ramal de Accesorios de Conexión GeneralDocumento2 pagineRamal de Accesorios de Conexión GeneralDavid Estrada100% (1)
- Perfiles de Chapa PlegadaDocumento27 paginePerfiles de Chapa Plegadagluna29Nessuna valutazione finora
- Tratamientos de Acero Inoxidables (Pulido) PDFDocumento52 pagineTratamientos de Acero Inoxidables (Pulido) PDFGuz KoutNessuna valutazione finora
- Intercambiadores de Calor Ope2Documento7 pagineIntercambiadores de Calor Ope2Arcenio LvNessuna valutazione finora
- Diseño de Piezas para Galvanizado en Caliente CBBA PDFDocumento8 pagineDiseño de Piezas para Galvanizado en Caliente CBBA PDFjaimelora100% (1)
- Valvula EsfericaDocumento2 pagineValvula EsfericaalenxaderNessuna valutazione finora
- MANUAL Examen Operario Especialista Planta Catalitica 1 RefineriaDocumento213 pagineMANUAL Examen Operario Especialista Planta Catalitica 1 Refineriatabletfili666Nessuna valutazione finora
- Diagrama de Proceso e InstrumentosrDocumento14 pagineDiagrama de Proceso e InstrumentosrSergio Antón DiazNessuna valutazione finora
- Tolerancias en Las Roscas 2Documento4 pagineTolerancias en Las Roscas 2Carlos MamaniNessuna valutazione finora
- 00 Juntas Espirometalicas-EspDocumento9 pagine00 Juntas Espirometalicas-EspMiguel Angel PANOZONessuna valutazione finora
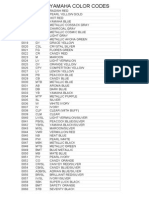
- Yamaha ColoresDocumento20 pagineYamaha ColoresFerd FigoNessuna valutazione finora
- Tablas de Especificaciones de Acero 2Documento43 pagineTablas de Especificaciones de Acero 2Maikol José RojasNessuna valutazione finora
- ValvulasDocumento63 pagineValvulashslscribdNessuna valutazione finora
- Uniones de SoldaduraDocumento3 pagineUniones de SoldadurafabiolaNessuna valutazione finora
- Valvulas de BolaDocumento40 pagineValvulas de BolaCezar GonzalezNessuna valutazione finora
- Catalogo 2012 Valvulas-Industriales FaenaexpressDocumento13 pagineCatalogo 2012 Valvulas-Industriales FaenaexpressJesus MaestreNessuna valutazione finora
- Catalogo CENMEX WebDocumento54 pagineCatalogo CENMEX WebZts MksNessuna valutazione finora
- VarillasDocumento2 pagineVarillasYvan Lachevre OrellanaNessuna valutazione finora
- Makita PDFDocumento8 pagineMakita PDFAlberto AliagaNessuna valutazione finora
- Co-Mec10 - Tuberías y Accesorios - R1Documento24 pagineCo-Mec10 - Tuberías y Accesorios - R1Percy Morales RamirezNessuna valutazione finora
- Catálogo de TubonorDocumento141 pagineCatálogo de TubonorJesus Lopez MoscosoNessuna valutazione finora
- Nrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Documento5 pagineNrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Andre Villegas RomeroNessuna valutazione finora
- Propiedades Mecánicas de Acero API 5L para Conducción de Hidrocarburos y GasDocumento36 paginePropiedades Mecánicas de Acero API 5L para Conducción de Hidrocarburos y GasAlejandra CarrilloNessuna valutazione finora
- Cotización de Equipos y Herramientas CraftsmanDocumento7 pagineCotización de Equipos y Herramientas CraftsmanjNessuna valutazione finora
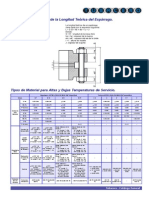
- Caracteristicas de EsparragosDocumento1 paginaCaracteristicas de EsparragosDamarisMartinezNessuna valutazione finora
- PG-SS-TC-0033-2013 Procedimiento Crítoco para Apertura de Tuberías Accesorios y Equipos de Proceso en Pemex Exploración y ProducciónDocumento31 paginePG-SS-TC-0033-2013 Procedimiento Crítoco para Apertura de Tuberías Accesorios y Equipos de Proceso en Pemex Exploración y ProducciónKaRliz AlmazánNessuna valutazione finora
- Bombas InterpumpDocumento66 pagineBombas InterpumpJuan José RoncalNessuna valutazione finora
- BridasDocumento38 pagineBridasAnonymous iIaMAfVNessuna valutazione finora
- CROSS LINE Catálogo General...............................................................................................................................................................................................,...........................................................................................................................................................................................................................................................Documento128 pagineCROSS LINE Catálogo General...............................................................................................................................................................................................,...........................................................................................................................................................................................................................................................Simon Madreado50% (4)
- Soldadura TIG GENERALDocumento80 pagineSoldadura TIG GENERALsullana.marvisurNessuna valutazione finora
- Acumuladores HidraulicosDocumento6 pagineAcumuladores HidraulicosJosé Andrés Ventura TorresNessuna valutazione finora
- Procedimiento Soldadura TigDocumento9 pagineProcedimiento Soldadura TigLizita Pinto HerbasNessuna valutazione finora
- Guia Oper TIGDocumento28 pagineGuia Oper TIGLuis Isla ZegarraNessuna valutazione finora
- Soldadura TIG - CESAR - CARTAGENADocumento14 pagineSoldadura TIG - CESAR - CARTAGENAAlex CartagenaNessuna valutazione finora
- Soldadura TIG MIGDocumento9 pagineSoldadura TIG MIGAlan De JesusNessuna valutazione finora
- Soldadura Tig y MigDocumento12 pagineSoldadura Tig y MigKzandra Mungía100% (1)
- Soldadura GTAWDocumento34 pagineSoldadura GTAWjosuepirir307Nessuna valutazione finora
- NTP 495Documento11 pagineNTP 495Zaphan ZaphanNessuna valutazione finora
- Mantenimiento de La Máquina para Aplicar PinturaDocumento1 paginaMantenimiento de La Máquina para Aplicar PinturamanusarasaraNessuna valutazione finora
- Uniones Fijas Soldadura PDFDocumento28 pagineUniones Fijas Soldadura PDFRoberto PerezNessuna valutazione finora
- Cerfificado de Envio CurriculumDocumento1 paginaCerfificado de Envio CurriculummanusarasaraNessuna valutazione finora
- Auditoría Prevencion de ConstruccionDocumento1 paginaAuditoría Prevencion de ConstruccionmanusarasaraNessuna valutazione finora
- Manual Oxicorte Metales Procesos Soldadura TecsupDocumento20 pagineManual Oxicorte Metales Procesos Soldadura TecsupmanusarasaraNessuna valutazione finora
- 6.-Especificaciones - Tecnicas Flete TerrestreDocumento1 pagina6.-Especificaciones - Tecnicas Flete TerrestreKarina Arredondo Huamán50% (4)
- Perfiles Estructurales y Comerciales 1Documento16 paginePerfiles Estructurales y Comerciales 1freddy.sucuytanaNessuna valutazione finora
- Lenguaje PoéticoDocumento5 pagineLenguaje PoéticomanusarasaraNessuna valutazione finora
- 4b79962df38215fae6a276a2926078fdDocumento18 pagine4b79962df38215fae6a276a2926078fdmanusarasaraNessuna valutazione finora
- Manual HP35sDocumento382 pagineManual HP35sIñaki100% (3)
- Catalogo PDFDocumento36 pagineCatalogo PDFSaúl Fernando Rivera MedinaceliNessuna valutazione finora
- Conceptos Basicos de SoldaduraDocumento24 pagineConceptos Basicos de SoldaduraFernando SalvatierraNessuna valutazione finora
- 16 Componente Del EquipoDocumento27 pagine16 Componente Del EquipomanusarasaraNessuna valutazione finora
- Manual de Insp. VisualDocumento192 pagineManual de Insp. VisualArmin Alberto Licandeo MoraNessuna valutazione finora
- Circuitos FSD PresentacionDocumento96 pagineCircuitos FSD Presentacionmanusarasara100% (1)
- Circuitos FSD PresentacionDocumento662 pagineCircuitos FSD PresentacionmanusarasaraNessuna valutazione finora
- Procedimiento de Soldadura y Calificacion de Sold AdoresDocumento12 pagineProcedimiento de Soldadura y Calificacion de Sold AdoresAndreita Saavedra CernaNessuna valutazione finora
- TablasDocumento1 paginaTablasmanusarasaraNessuna valutazione finora
- Circuitos FSD PresentacionDocumento662 pagineCircuitos FSD PresentacionmanusarasaraNessuna valutazione finora
- AluminioDocumento4 pagineAluminiomanusarasaraNessuna valutazione finora
- Tecnicas Mecaniz PresentacionDocumento640 pagineTecnicas Mecaniz PresentacionmanusarasaraNessuna valutazione finora
- Procedimiento de Soldadura y Calificacion de Sold AdoresDocumento12 pagineProcedimiento de Soldadura y Calificacion de Sold AdoresAndreita Saavedra CernaNessuna valutazione finora
- CotasDocumento1 paginaCotasmanusarasaraNessuna valutazione finora
- AcotarDocumento1 paginaAcotarmanusarasaraNessuna valutazione finora
- Tecnicas Basicas de MecanizadoDocumento300 pagineTecnicas Basicas de MecanizadomanusarasaraNessuna valutazione finora
- Manual Mantenimiento Del TractorDocumento60 pagineManual Mantenimiento Del TractorCefi Jefersson Torres Rosas82% (11)
- Suvivienda 20090925Documento24 pagineSuvivienda 20090925manusarasaraNessuna valutazione finora
- Tema 12 - Dispensación de Medicamentos de Uso AnimalDocumento19 pagineTema 12 - Dispensación de Medicamentos de Uso AnimalAna LopezNessuna valutazione finora
- Comprension Lectora en InfografiasDocumento4 pagineComprension Lectora en InfografiasbeaulloaNessuna valutazione finora
- Función de La Enfermera en La Central de EsterilizaciónDocumento28 pagineFunción de La Enfermera en La Central de EsterilizaciónWilmer Loyola Bustillos56% (9)
- Checklist ImpDocumento5 pagineChecklist ImpMayra GzzNessuna valutazione finora
- 24 Cuadernillo para Alfabeticos.Documento43 pagine24 Cuadernillo para Alfabeticos.JLupeEskareñoNessuna valutazione finora
- Clase Unidad 1 AlumnosDocumento8 pagineClase Unidad 1 AlumnosAndrea CechNessuna valutazione finora
- Concepcion Delfin Oswaldo EliasDocumento7 pagineConcepcion Delfin Oswaldo EliasJesus ChavezNessuna valutazione finora
- PasDocumento71 paginePasluis100% (1)
- 26 Ind Jaime PenaranaDocumento34 pagine26 Ind Jaime PenaranaJavier Manuel IbanezNessuna valutazione finora
- Carbon Oi DesDocumento15 pagineCarbon Oi DesMarlene Esther Huamani QuillasNessuna valutazione finora
- Psicología Fisiológica UNEDDocumento51 paginePsicología Fisiológica UNEDbobsraineyNessuna valutazione finora
- Evaluacion Inicial ElectricidadDocumento8 pagineEvaluacion Inicial ElectricidadJose Barrio Castro0% (1)
- Investigacion Sobre Los Embarazos Adolescentes CorregidaDocumento32 pagineInvestigacion Sobre Los Embarazos Adolescentes CorregidaHeidy C. FloresNessuna valutazione finora
- Formato Creación de Partners SAP 1Documento2 pagineFormato Creación de Partners SAP 1Rodrigo MoralesNessuna valutazione finora
- FarmacologiaDocumento32 pagineFarmacologiaOscar VejarNessuna valutazione finora
- ICTERICIADocumento12 pagineICTERICIASHEYLA FIORELA CHAVEZ CALANessuna valutazione finora
- Exposicion Biologia Division CelularDocumento19 pagineExposicion Biologia Division CelularSofia Lucero Aldana Tanta BarrientosNessuna valutazione finora
- Quimica 4 ElementosDocumento7 pagineQuimica 4 ElementosArnold RamirezNessuna valutazione finora
- 2m Ficha2Documento5 pagine2m Ficha2Camila Patiño RodríguezNessuna valutazione finora
- MISION y VisionDocumento15 pagineMISION y VisionRoro VegburNessuna valutazione finora
- Programa LIDERAZGO EMOCIONAL EN HOTEL Ed2Documento21 paginePrograma LIDERAZGO EMOCIONAL EN HOTEL Ed2marvin jose herrera jimenezNessuna valutazione finora
- Diario de SueñosDocumento2 pagineDiario de SueñosAnonymous e3vAkC9IZ5Nessuna valutazione finora
- Imagenes Patología Aviar Semana 5Documento9 pagineImagenes Patología Aviar Semana 5Johan SalazarNessuna valutazione finora
- M02036 Obstetricia IIIDocumento21 pagineM02036 Obstetricia IIIAllison Calderón MontoyaNessuna valutazione finora
- Soldadura de Geomenbrana Por ExtrusionDocumento3 pagineSoldadura de Geomenbrana Por ExtrusionKevin Shinder Jesus Colque EscobedoNessuna valutazione finora
- Ensayo 4 Malas Noticias en MedicinaDocumento2 pagineEnsayo 4 Malas Noticias en MedicinaJONATHAN PAUL CUEVA SARANGONessuna valutazione finora
- Analisis de Leche Fresca de VacaDocumento7 pagineAnalisis de Leche Fresca de VacaMeinardo Bautista RuizNessuna valutazione finora
- Cartilla AutismoDocumento62 pagineCartilla Autismoxritame100% (2)
- Investigación de La Familia MexicanaDocumento13 pagineInvestigación de La Familia MexicanayertsNessuna valutazione finora
- Boletin Semana N°06 - Ciclo Especial de Verano Virtual 2023Documento209 pagineBoletin Semana N°06 - Ciclo Especial de Verano Virtual 2023ggml2647Nessuna valutazione finora