Potrebbero piacerti anche
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingDa EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydNessuna valutazione finora
- Technology: Handbook of Vacuum PhysicsDa EverandTechnology: Handbook of Vacuum PhysicsA. H. BeckNessuna valutazione finora
- Report On Explosion WeldingDocumento15 pagineReport On Explosion Weldingpulkit1412Nessuna valutazione finora
- Of Metals: A Review: The Dynamic Plastic DeformationDocumento227 pagineOf Metals: A Review: The Dynamic Plastic DeformationalirafiqNessuna valutazione finora
- Patente Sapata 2Documento13 paginePatente Sapata 2ELM EngenhariaNessuna valutazione finora
- Sealino: OF Metal-To-CeramicDocumento54 pagineSealino: OF Metal-To-Ceramicjohn fiveNessuna valutazione finora
- Lightcraft Impulse Measurements Under VacuumDocumento72 pagineLightcraft Impulse Measurements Under VacuumPranavateja ChilukuriNessuna valutazione finora
- Friction Stir Welding FSW Final ReportDocumento28 pagineFriction Stir Welding FSW Final ReportShashank Verma100% (1)
- AD0774805Documento128 pagineAD0774805Martin StojanovskiNessuna valutazione finora
- Hystory of Shot PeenDocumento3 pagineHystory of Shot Peenti_pitNessuna valutazione finora
- Ad 0389296Documento133 pagineAd 0389296jakalae5263Nessuna valutazione finora
- Paper Modelling Close-In Blast From Cylindrrical and Box ChargesDocumento12 paginePaper Modelling Close-In Blast From Cylindrrical and Box ChargesalexremNessuna valutazione finora
- Fundamentals of Ultrasonic Welding - Bureau of Naval Weapons (1960)Documento192 pagineFundamentals of Ultrasonic Welding - Bureau of Naval Weapons (1960)EmileNessuna valutazione finora
- Stability and Drag of Parachutes With Varying Effective PorosityDocumento76 pagineStability and Drag of Parachutes With Varying Effective PorosityPENANTNessuna valutazione finora
- ADA387422Documento42 pagineADA387422TauseefNessuna valutazione finora
- Technical Memorandum 1383 - Shaped Charge Scaling - Oscar A. Klamer (1964) PDFDocumento29 pagineTechnical Memorandum 1383 - Shaped Charge Scaling - Oscar A. Klamer (1964) PDFBlueBoy1969Nessuna valutazione finora
- Mle LH: The Dynamics of Projectiles Launched by A Two-Stage Light-Gas GunDocumento122 pagineMle LH: The Dynamics of Projectiles Launched by A Two-Stage Light-Gas Gunmrh2767Nessuna valutazione finora
- Analysis of Tools Used in Friction Stir Welding PRDocumento7 pagineAnalysis of Tools Used in Friction Stir Welding PRPremNessuna valutazione finora
- Armament Engineering Weapon Systems PDFDocumento224 pagineArmament Engineering Weapon Systems PDF11Nessuna valutazione finora
- 4340 Fracture Toughness PDFDocumento22 pagine4340 Fracture Toughness PDFGrafton Montgomery0% (1)
- Ad0601116 PDFDocumento161 pagineAd0601116 PDFVelissarios DemetriouNessuna valutazione finora
- NASA Plating PaperDocumento142 pagineNASA Plating PaperRussell ShacklefordNessuna valutazione finora
- Crashworthiness Ductile Failure Jones WierzbickiDocumento522 pagineCrashworthiness Ductile Failure Jones Wierzbickimarc53042Nessuna valutazione finora
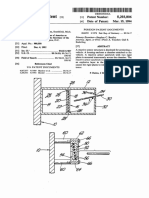
- ESME. Vehicle. A Housing Enclose Achineratched To: United States Patent (19) 11 Patent Number: 5,293,806Documento7 pagineESME. Vehicle. A Housing Enclose Achineratched To: United States Patent (19) 11 Patent Number: 5,293,806Karla LinoNessuna valutazione finora
- Welding ResearchDocumento9 pagineWelding Researchcule93Nessuna valutazione finora
- (BORRACHA) - NASA Theory of Response To Angular MisalinementDocumento27 pagine(BORRACHA) - NASA Theory of Response To Angular MisalinementMaurilio FerreiraNessuna valutazione finora
- Iiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Documento9 pagineIiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Georgiana-LuizaNessuna valutazione finora
- Friction Stir Welding (FSW) Final ReportDocumento28 pagineFriction Stir Welding (FSW) Final ReportRahul Tripathi88% (33)
- S-N Fatigue CurvesDocumento103 pagineS-N Fatigue CurvesRicardo BaptistaNessuna valutazione finora
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocumento13 pagineFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507Nessuna valutazione finora
- France2019 Article TheAlexanderLKiellandDisasterRDocumento7 pagineFrance2019 Article TheAlexanderLKiellandDisasterRSebastian PaipaNessuna valutazione finora
- Wwelds in CreepDocumento24 pagineWwelds in CreepJ.GuerhardNessuna valutazione finora
- Effects of The FLASHJET Paint Removal Process On T PDFDocumento61 pagineEffects of The FLASHJET Paint Removal Process On T PDFRoberto FernandesNessuna valutazione finora
- Study of Friction WeldingDocumento49 pagineStudy of Friction Weldingouterrace100% (1)
- NASA-MSFC-SPEC-522B Design Criteria For Controlling Stress Corrosion CrackingDocumento30 pagineNASA-MSFC-SPEC-522B Design Criteria For Controlling Stress Corrosion Crackingnurek2Nessuna valutazione finora
- Plate 1Documento8 paginePlate 1Mark PalisocNessuna valutazione finora
- Ada 168346Documento44 pagineAda 168346Sa WajiNessuna valutazione finora
- Shrivastava 2015Documento9 pagineShrivastava 2015mounir0607Nessuna valutazione finora
- Technical Library: Us Army Armament Research and Development Command Ballistic Research LaboratoryDocumento30 pagineTechnical Library: Us Army Armament Research and Development Command Ballistic Research Laboratoryali_raza117Nessuna valutazione finora
- Rolling Contact Fatigue - Review and Case StudyDocumento18 pagineRolling Contact Fatigue - Review and Case StudyAltomarNessuna valutazione finora
- STM 279 PDFDocumento66 pagineSTM 279 PDFadmirmujkic17Nessuna valutazione finora
- PublishedPaper DieFailureModesDocumento12 paginePublishedPaper DieFailureModesAry OctavianiNessuna valutazione finora
- Chen, Wawrzynek, Ingraffea - 2002 - Prediction of Residual Strength and Curvilinear Crack Growth in Aircraft FuselagesDocumento10 pagineChen, Wawrzynek, Ingraffea - 2002 - Prediction of Residual Strength and Curvilinear Crack Growth in Aircraft FuselagesJoana AntunesNessuna valutazione finora
- United States Patent 19: Snedeker Et Al. Date of PatentDocumento9 pagineUnited States Patent 19: Snedeker Et Al. Date of PatentMary HullNessuna valutazione finora
- Nasa Rolling-Element Bearings - A Review of State of ArtDocumento87 pagineNasa Rolling-Element Bearings - A Review of State of Artchetan_thakur4278100% (1)
- Ammunition Series PDFDocumento53 pagineAmmunition Series PDFsorinartistuNessuna valutazione finora
- Prashant Kumar (9.8)Documento2 paginePrashant Kumar (9.8)Sainath JadhavNessuna valutazione finora
- Composite Refractory MaterialsDocumento8 pagineComposite Refractory MaterialsMatija BušićNessuna valutazione finora
- Shaped Charges UCRL JC 135302Documento10 pagineShaped Charges UCRL JC 135302warrior_2008Nessuna valutazione finora
- 34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338Documento6 pagine34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338iserpNessuna valutazione finora
- Interaction Buckling of Flange Edge Stiffener and Web of C-SectiDocumento251 pagineInteraction Buckling of Flange Edge Stiffener and Web of C-SectiHadeer MohamedNessuna valutazione finora
- FSWDocumento24 pagineFSWpariNessuna valutazione finora
- Hb2-c09 StudDocumento29 pagineHb2-c09 StudBassam AbdelazeemNessuna valutazione finora
- AD0617930Documento20 pagineAD0617930Amir YasinNessuna valutazione finora
- Nasa Technical Note: Rim-Spoke Composite Flywheels Stress A N D Vibration AnalysisDocumento23 pagineNasa Technical Note: Rim-Spoke Composite Flywheels Stress A N D Vibration Analysispankaj0983Nessuna valutazione finora
- Failure Analysis of Welded Steam Boiler Flange: November 2015Documento11 pagineFailure Analysis of Welded Steam Boiler Flange: November 2015marvyn tacanga mendezNessuna valutazione finora
- Unclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationDocumento25 pagineUnclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationnitharsunNessuna valutazione finora
- Ansi B16.11Documento73 pagineAnsi B16.11s.sivashankarNessuna valutazione finora
- LPD DasDocumento8 pagineLPD DasDieguiten2Nessuna valutazione finora
- The Alexander L Kielland Disaster Revisited A ReviDocumento7 pagineThe Alexander L Kielland Disaster Revisited A Revijoe.s.barneyNessuna valutazione finora
- Presentation 9 - Paraphrasing TechniquesDocumento27 paginePresentation 9 - Paraphrasing TechniquesnitharsunNessuna valutazione finora
- Welding Aluminum - Questions and Answers - A Practical Guide For Troubleshooting Aluminum Welding-Related Problems (PDFDrive)Documento258 pagineWelding Aluminum - Questions and Answers - A Practical Guide For Troubleshooting Aluminum Welding-Related Problems (PDFDrive)nitharsun100% (1)
- Paraphrasing Strategies and ActivityDocumento3 pagineParaphrasing Strategies and ActivitynitharsunNessuna valutazione finora
- Pratomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 541 012050Documento9 paginePratomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 541 012050nitharsunNessuna valutazione finora
- Conceptions in Science:: Paresh K JoshiDocumento23 pagineConceptions in Science:: Paresh K JoshinitharsunNessuna valutazione finora
- Api 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by RatingsDocumento22 pagineApi 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by Ratingsnitharsun50% (2)
- E-Analyst Redbook - Use Case Quick Start Guide by Ms DeEtta Jennings-Balthazar by Ms DeEtta Jennings-Balthazar - Read OnlineDocumento15 pagineE-Analyst Redbook - Use Case Quick Start Guide by Ms DeEtta Jennings-Balthazar by Ms DeEtta Jennings-Balthazar - Read OnlinenitharsunNessuna valutazione finora
- Api 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by RatingsDocumento22 pagineApi 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by Ratingsnitharsun50% (2)
- MaterialDocumento1 paginaMaterialnitharsunNessuna valutazione finora
- Richard Bandler and John La Valle - Persuasion EngineeringDocumento1 paginaRichard Bandler and John La Valle - Persuasion EngineeringnitharsunNessuna valutazione finora
- Search: Upload Home Saved Documents Books Audiobooks Magazines News Sheet MusicDocumento9 pagineSearch: Upload Home Saved Documents Books Audiobooks Magazines News Sheet MusicnitharsunNessuna valutazione finora
- Eric Ed271557 PDFDocumento442 pagineEric Ed271557 PDFnitharsunNessuna valutazione finora
- Mini Guide To Root Cause AnalysisDocumento2 pagineMini Guide To Root Cause Analysisnitharsun0% (1)
- Dtic Ada158127Documento98 pagineDtic Ada158127nitharsunNessuna valutazione finora
- Dtic Ada158253Documento46 pagineDtic Ada158253nitharsunNessuna valutazione finora
- Dtic Ada129715Documento67 pagineDtic Ada129715nitharsunNessuna valutazione finora
- Unclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationDocumento25 pagineUnclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationnitharsunNessuna valutazione finora
- Frbiblio PDFDocumento16 pagineFrbiblio PDFreolox100% (1)
- Pda Teachers GuideDocumento2 paginePda Teachers Guidepeasyeasy100% (2)
- Picc Lite ManualDocumento366 paginePicc Lite Manualtanny_03Nessuna valutazione finora
- ANNAPURNA Sanitary Work 3 FinalDocumento34 pagineANNAPURNA Sanitary Work 3 FinalLaxu KhanalNessuna valutazione finora
- The Eaglet - Vol. 31, No. 3 - September 2019Documento8 pagineThe Eaglet - Vol. 31, No. 3 - September 2019Rebecca LovettNessuna valutazione finora
- What Is An Ethical Dilemma?: Decision-Making ProcessDocumento7 pagineWhat Is An Ethical Dilemma?: Decision-Making ProcessGauravsNessuna valutazione finora
- 19-Microendoscopic Lumbar DiscectomyDocumento8 pagine19-Microendoscopic Lumbar DiscectomyNewton IssacNessuna valutazione finora
- Role of Commodity Exchange in Agricultural GrowthDocumento63 pagineRole of Commodity Exchange in Agricultural GrowthSoumyalin Santy50% (2)
- Basics of An Model United Competition, Aippm, All India Political Parties' Meet, Mun Hrishkesh JaiswalDocumento7 pagineBasics of An Model United Competition, Aippm, All India Political Parties' Meet, Mun Hrishkesh JaiswalHRISHIKESH PRAKASH JAISWAL100% (1)
- Chapter 16 - Test Bank Chem 200Documento110 pagineChapter 16 - Test Bank Chem 200Jan Chester Chan80% (5)
- PropertycasesforfinalsDocumento40 paginePropertycasesforfinalsRyan Christian LuposNessuna valutazione finora
- OPSS 415 Feb90Documento7 pagineOPSS 415 Feb90Muhammad UmarNessuna valutazione finora
- Tesmec Catalogue TmeDocumento208 pagineTesmec Catalogue TmeDidier solanoNessuna valutazione finora
- Filehost - CIA - Mind Control Techniques - (Ebook 197602 .TXT) (TEC@NZ)Documento52 pagineFilehost - CIA - Mind Control Techniques - (Ebook 197602 .TXT) (TEC@NZ)razvan_9100% (1)
- PS4 ListDocumento67 paginePS4 ListAnonymous yNw1VyHNessuna valutazione finora
- Karnataka BankDocumento6 pagineKarnataka BankS Vivek BhatNessuna valutazione finora
- LBST 2102 Final EssayDocumento9 pagineLBST 2102 Final Essayapi-318174977Nessuna valutazione finora
- Research PaperDocumento9 pagineResearch PaperMegha BoranaNessuna valutazione finora
- You Are The Reason PDFDocumento1 paginaYou Are The Reason PDFLachlan CourtNessuna valutazione finora
- The Leaders of The NationDocumento3 pagineThe Leaders of The NationMark Dave RodriguezNessuna valutazione finora
- Annals of The B Hand 014369 MBPDocumento326 pagineAnnals of The B Hand 014369 MBPPmsakda HemthepNessuna valutazione finora
- Lesson 17 Be MoneySmart Module 1 Student WorkbookDocumento14 pagineLesson 17 Be MoneySmart Module 1 Student WorkbookAry “Icky”100% (1)
- The Music Tree Activities Book Part 1 Music Tree Summy PDF Book by Frances ClarkDocumento3 pagineThe Music Tree Activities Book Part 1 Music Tree Summy PDF Book by Frances ClarkRenata Lemes0% (2)
- Contact Numbers of Head Office: Managing DirectorDocumento6 pagineContact Numbers of Head Office: Managing DirectorRatneshNessuna valutazione finora
- Cat Hydo 10wDocumento4 pagineCat Hydo 10wWilbort Encomenderos RuizNessuna valutazione finora
- TrematodesDocumento95 pagineTrematodesFarlogy100% (3)
- Green Campus Concept - A Broader View of A Sustainable CampusDocumento14 pagineGreen Campus Concept - A Broader View of A Sustainable CampusHari HaranNessuna valutazione finora
- Foucault, M.-Experience-Book (Trombadori Interview)Documento11 pagineFoucault, M.-Experience-Book (Trombadori Interview)YashinNessuna valutazione finora
- 30rap 8pd PDFDocumento76 pagine30rap 8pd PDFmaquinagmcNessuna valutazione finora
- Assignment 2 Malaysian StudiesDocumento4 pagineAssignment 2 Malaysian StudiesPenny PunNessuna valutazione finora