Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- GENESYS™ 10S UV-Vis SpectrophotometerDocumento3 pagineGENESYS™ 10S UV-Vis SpectrophotometerTwin EngineersNessuna valutazione finora
- Emergency Shutdown ValveDocumento6 pagineEmergency Shutdown ValveCepi Sindang KamulanNessuna valutazione finora
- Sulfidic CorrosionDocumento4 pagineSulfidic CorrosionCepi Sindang KamulanNessuna valutazione finora
- Measurement of Corrosion Under InsulationDocumento5 pagineMeasurement of Corrosion Under InsulationCepi Sindang KamulanNessuna valutazione finora
- Shortcut To A WPSDocumento18 pagineShortcut To A WPSCepi Sindang Kamulan100% (1)
- Pressure Testing ProcedureDocumento14 paginePressure Testing ProcedureCepi Sindang KamulanNessuna valutazione finora
- Inspection Techniques For Detecting CorrosionDocumento6 pagineInspection Techniques For Detecting CorrosionCepi Sindang KamulanNessuna valutazione finora
- Pressure Vessel InspectionsDocumento8 paginePressure Vessel InspectionsCepi Sindang KamulanNessuna valutazione finora
- Online Thickness Vs Manual Thickness ReadingsDocumento2 pagineOnline Thickness Vs Manual Thickness ReadingsCepi Sindang KamulanNessuna valutazione finora
- Introduction To Storage TanksDocumento19 pagineIntroduction To Storage TanksCepi Sindang KamulanNessuna valutazione finora
- Procedure of Tank RepairDocumento4 pagineProcedure of Tank RepairCepi Sindang KamulanNessuna valutazione finora
- Kettle Type Reboiler WorkingDocumento7 pagineKettle Type Reboiler WorkingCepi Sindang KamulanNessuna valutazione finora
- Pneumatic Testing Procedure For Mechanical EquipmentDocumento39 paginePneumatic Testing Procedure For Mechanical EquipmentCepi Sindang KamulanNessuna valutazione finora
- Hardness TestingDocumento2 pagineHardness TestingCepi Sindang KamulanNessuna valutazione finora
- Pressure Vessels IntroductionDocumento4 paginePressure Vessels IntroductionCepi Sindang KamulanNessuna valutazione finora
- Ultrasonic Flow Meter Working and TypesDocumento4 pagineUltrasonic Flow Meter Working and TypesCepi Sindang KamulanNessuna valutazione finora
- NFPA1Documento3 pagineNFPA1Cepi Sindang KamulanNessuna valutazione finora
- T???? ?? ??????? ????????? ???????? ??? ?????? ?????Documento2 pagineT???? ?? ??????? ????????? ???????? ??? ?????? ?????Cepi Sindang KamulanNessuna valutazione finora
- Heat Tracing On PipelineDocumento3 pagineHeat Tracing On PipelineCepi Sindang KamulanNessuna valutazione finora
- Types of DistillationDocumento11 pagineTypes of DistillationCepi Sindang KamulanNessuna valutazione finora
- Introduction To NDTDocumento6 pagineIntroduction To NDTCepi Sindang KamulanNessuna valutazione finora
- DT&NDTDocumento26 pagineDT&NDTCepi Sindang KamulanNessuna valutazione finora
- Chloride ErosionDocumento31 pagineChloride ErosionCepi Sindang Kamulan100% (1)
- Washing Tank1 Trantam GSDocumento4 pagineWashing Tank1 Trantam GSCepi Sindang KamulanNessuna valutazione finora
- Overview of Nondestructive Testing (NDT)Documento28 pagineOverview of Nondestructive Testing (NDT)Cepi Sindang KamulanNessuna valutazione finora
- Saudi Aramco Total Refining and PetrocheDocumento98 pagineSaudi Aramco Total Refining and PetrocheCepi Sindang KamulanNessuna valutazione finora
- ESOP 11 Fuel Storage AST Ver2 100212Documento21 pagineESOP 11 Fuel Storage AST Ver2 100212Cepi Sindang KamulanNessuna valutazione finora
- Cathodic Protection of Underground Gas PipelineDocumento59 pagineCathodic Protection of Underground Gas PipelineCepi Sindang KamulanNessuna valutazione finora
- Introduction Visual Testing (VT)Documento6 pagineIntroduction Visual Testing (VT)Cepi Sindang KamulanNessuna valutazione finora
- Cilacap Resid Fluid Catalytic Cracking R PDFDocumento12 pagineCilacap Resid Fluid Catalytic Cracking R PDFCepi Sindang KamulanNessuna valutazione finora
- Data General Data: Checklist TankDocumento5 pagineData General Data: Checklist TankCepi Sindang KamulanNessuna valutazione finora
- Low Intensity Discharge Lamps: Group 1Documento69 pagineLow Intensity Discharge Lamps: Group 1Ronald James DiazNessuna valutazione finora
- Good Practice Guide No. 39 Dimensional Measurement Using Vision SystemsDocumento97 pagineGood Practice Guide No. 39 Dimensional Measurement Using Vision SystemsVolca CmmNessuna valutazione finora
- Historical Development of Optical Brightening AgentsDocumento2 pagineHistorical Development of Optical Brightening AgentsvishvajitjNessuna valutazione finora
- Instruments For Optical SpectrometryDocumento2 pagineInstruments For Optical SpectrometrySean CollinsNessuna valutazione finora
- Ac130 CFFDocumento3 pagineAc130 CFFChristopher LovernNessuna valutazione finora
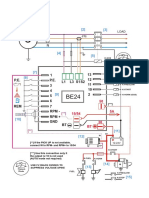
- Diesel Generator Control Panel Wiring Diagram Be24Documento1 paginaDiesel Generator Control Panel Wiring Diagram Be24NabilBouabana100% (3)
- Fiber Optics Surveillance ScienceDocumento2 pagineFiber Optics Surveillance ScienceSoomro Rahim DinoNessuna valutazione finora
- Jarry, Pierre - Beneat, Jacques-Design and Realizations of Miniaturized Fractal RF and Microwave Filters-Wiley - IEEE Press (2009) PDFDocumento201 pagineJarry, Pierre - Beneat, Jacques-Design and Realizations of Miniaturized Fractal RF and Microwave Filters-Wiley - IEEE Press (2009) PDFMeenakshi Sundaram KaruppiahNessuna valutazione finora
- BTB43403 Lecture 3b - Large Scale Path LossDocumento32 pagineBTB43403 Lecture 3b - Large Scale Path LossMuhamad Iftikhar Ibnu ShariNessuna valutazione finora
- Lens History by ZEISS Planar en - CLB - 40 PDFDocumento12 pagineLens History by ZEISS Planar en - CLB - 40 PDFkfranovskyNessuna valutazione finora
- Robotics Brochure 1Documento2 pagineRobotics Brochure 1Udit AgrawalNessuna valutazione finora
- Scientific Crime Investigation HandoutsDocumento8 pagineScientific Crime Investigation HandoutsMaricar Ordoňez MonteronNessuna valutazione finora
- Additive ManufacturingDocumento20 pagineAdditive ManufacturingNarender NarruNessuna valutazione finora
- Canon IRC2380i Error CodesDocumento24 pagineCanon IRC2380i Error Codesnafees100% (1)
- Lecture16 2015 PDFDocumento17 pagineLecture16 2015 PDFduke1985Nessuna valutazione finora
- Shade Guide SystemDocumento18 pagineShade Guide Systemrasagna reddyNessuna valutazione finora
- EDU OT1 M EnglishManualDocumento66 pagineEDU OT1 M EnglishManuallibra76kNessuna valutazione finora
- Experimental BiophysicsDocumento597 pagineExperimental BiophysicsMOLGMI100% (1)
- Me 4326 Analog and Digital Electronics: Assignment No 01Documento24 pagineMe 4326 Analog and Digital Electronics: Assignment No 01Gayashan KulathungaNessuna valutazione finora
- Introduction To Metal EtchingDocumento2 pagineIntroduction To Metal EtchingfoobiedotNessuna valutazione finora
- TerahertzGuidezomega Ebook PDF 1206 SR PDFDocumento84 pagineTerahertzGuidezomega Ebook PDF 1206 SR PDFrazpizdeniNessuna valutazione finora
- Siemon Optical Fiber Field Testing GuideDocumento13 pagineSiemon Optical Fiber Field Testing GuidedpadayaoNessuna valutazione finora
- Foundry-Master XpertDocumento4 pagineFoundry-Master Xpertfurious143Nessuna valutazione finora
- NDT Lecture Notes-1Documento31 pagineNDT Lecture Notes-1ShiruNessuna valutazione finora
- Canon iSENSYS MF4750 PrinterDocumento3 pagineCanon iSENSYS MF4750 PrinterPhsizoYudiNessuna valutazione finora
- Local Media7333700941838035745Documento24 pagineLocal Media7333700941838035745Wyne AceroNessuna valutazione finora
- NDT of CompositesDocumento20 pagineNDT of CompositesjamariekoniNessuna valutazione finora
- Theogarajan SlidesDocumento78 pagineTheogarajan SlidesMikaela MennenNessuna valutazione finora
- Illumination: AR 307: Building Services-IIDocumento76 pagineIllumination: AR 307: Building Services-IIKomal KhatriNessuna valutazione finora