Potrebbero piacerti anche
- Rectangular Wave GuidesDocumento44 pagineRectangular Wave GuideshoneymankuNessuna valutazione finora
- RTD Theory: Platinum Thin Film RTDDocumento5 pagineRTD Theory: Platinum Thin Film RTDMurali Krishna GbNessuna valutazione finora
- Rectangular Wave GuidesDocumento44 pagineRectangular Wave GuideshoneymankuNessuna valutazione finora
- Siemens Basics of PLCDocumento90 pagineSiemens Basics of PLChoneymankuNessuna valutazione finora
- Scad A 123Documento25 pagineScad A 123honeymankuNessuna valutazione finora
- Honeywell Dcs ArchitectureDocumento14 pagineHoneywell Dcs ArchitectureVanama MalaiNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 7300 CV Quick Start Programming GuideDocumento10 pagine7300 CV Quick Start Programming Guidenitin hadkeNessuna valutazione finora
- Honda 1988 1991 Civic Wiring PDFDocumento4 pagineHonda 1988 1991 Civic Wiring PDFJérôme JehlNessuna valutazione finora
- Cold Formed Steel Design Summary (EN1993) (Runet Software)Documento16 pagineCold Formed Steel Design Summary (EN1993) (Runet Software)enriquegarbayoNessuna valutazione finora
- Relay - 8aDocumento2 pagineRelay - 8aFrans Giovani Quispe DiazNessuna valutazione finora
- CONSO LampesDocumento9 pagineCONSO LampesLes ATESNessuna valutazione finora
- 3161 Governor PDFDocumento4 pagine3161 Governor PDFMohsin Elgondi100% (1)
- SH1 Dhi P1PCB M M01 Pid 5325Documento1 paginaSH1 Dhi P1PCB M M01 Pid 5325Thanh SonNessuna valutazione finora
- Electric Vehicle Machines and Drives - Design, Analysis and ApplicationDocumento26 pagineElectric Vehicle Machines and Drives - Design, Analysis and Applicationmsssrinivas1Nessuna valutazione finora
- Penn Students Design Propane to Acrylic Acid ProcessDocumento231 paginePenn Students Design Propane to Acrylic Acid ProcessCluisantony Jayco DizeNessuna valutazione finora
- Case Study of Urea Reactor Explosion in Lake Charles USADocumento50 pagineCase Study of Urea Reactor Explosion in Lake Charles USAGhulam AhmadNessuna valutazione finora
- CXC CSEC Technical Drawing 2017 June P2 PDFDocumento4 pagineCXC CSEC Technical Drawing 2017 June P2 PDFdarren downer100% (1)
- Electricwaterpumps PDFDocumento11 pagineElectricwaterpumps PDFMochammadGunturNessuna valutazione finora
- Tube Expanders CatalogDocumento20 pagineTube Expanders Catalognathanielek1989Nessuna valutazione finora
- DelphiDocumento2 pagineDelphirahairiNessuna valutazione finora
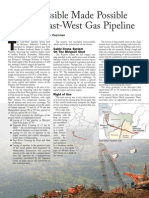
- Reliance East West Pipeline Punj LoydDocumento3 pagineReliance East West Pipeline Punj LoydPuneet Zaidu100% (1)
- Fabrication & Performance Testing1Documento27 pagineFabrication & Performance Testing1DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- 8-1 Technical+Specification+for+Refrigerating+Units PDFDocumento94 pagine8-1 Technical+Specification+for+Refrigerating+Units PDFRyan WongNessuna valutazione finora
- CDACDocumento1 paginaCDACSheshussvNessuna valutazione finora
- Crepelle Diesel SN3 SN3LDocumento253 pagineCrepelle Diesel SN3 SN3Lben vervuurtNessuna valutazione finora
- Ductless SPLIT SystemsDocumento16 pagineDuctless SPLIT SystemstitomottaNessuna valutazione finora
- TimberDocumento35 pagineTimberMuskaan Chowdhary75% (8)
- Suppliers Database UAE MECHDocumento20 pagineSuppliers Database UAE MECHNaveen Diggai100% (1)
- Program Imc Nov 2017 v2Documento11 pagineProgram Imc Nov 2017 v2Alvaro Balvin VelasquezNessuna valutazione finora
- Top 101 Rules NEC Part 1Documento51 pagineTop 101 Rules NEC Part 1William100% (5)
- English Solar Farm Proposal by TSF Oct 123Documento38 pagineEnglish Solar Farm Proposal by TSF Oct 123Atiqah HamzahNessuna valutazione finora
- Bond Strand RP-34C AdhesiveDocumento4 pagineBond Strand RP-34C AdhesiveAnkush JainNessuna valutazione finora
- 52 Sample ChapterDocumento29 pagine52 Sample ChapterSaroj GaireNessuna valutazione finora
- NSU Repair ManualDocumento48 pagineNSU Repair ManualGuille GimenoNessuna valutazione finora
- Cor Vision PlusDocumento224 pagineCor Vision PlusAndrei Ivanov67% (3)
- Basic electric circuit concepts explainedDocumento1 paginaBasic electric circuit concepts explainedanothersomeguyNessuna valutazione finora