Potrebbero piacerti anche
- Características MIL-STD-105E ISO2859-1 muestreo aceptación atributos NCADocumento5 pagineCaracterísticas MIL-STD-105E ISO2859-1 muestreo aceptación atributos NCAchanjoseNessuna valutazione finora
- 4.2 Cero Defectos (Ejercicios)Documento1 pagina4.2 Cero Defectos (Ejercicios)Uriel rubio bastidaNessuna valutazione finora
- 6 SIGMA MedicionesSSDocumento8 pagine6 SIGMA MedicionesSSutlerNessuna valutazione finora
- Cuestionario Capitulo 3Documento12 pagineCuestionario Capitulo 3Karina CastilloNessuna valutazione finora
- 3.2 (Parte de Alan)Documento5 pagine3.2 (Parte de Alan)Alan De Jesus GonzalezNessuna valutazione finora
- ISO 9001:2015 Contexto OrganizaciónDocumento38 pagineISO 9001:2015 Contexto OrganizaciónalejandroNessuna valutazione finora
- Mejora procesos logísticos Abarrotes MonarcaDocumento3 pagineMejora procesos logísticos Abarrotes MonarcaJuan Gabriel Ochoa50% (2)
- AutofinanciamientoDocumento2 pagineAutofinanciamientoVanessa Zepeda100% (1)
- Mediciones Seis SigmaDocumento28 pagineMediciones Seis SigmaCesar Tineo SalazarNessuna valutazione finora
- Diseño de la cadena de suministro de pupitres escolaresDocumento4 pagineDiseño de la cadena de suministro de pupitres escolaresfernanda ordoñezNessuna valutazione finora
- Unidad 1 Despliegue de La Funcion de La CalidadDocumento10 pagineUnidad 1 Despliegue de La Funcion de La CalidadMariianiita ALor100% (1)
- 15 Diseño y Mejora Del Lay-OutDocumento43 pagine15 Diseño y Mejora Del Lay-OutAlexis GuzmanNessuna valutazione finora
- Tarea de Senati Unidad 1Documento14 pagineTarea de Senati Unidad 1Esteban Willian Bayona Carreño100% (2)
- Procedimiento de medición para la elaboración de dulce de lecheDocumento17 pagineProcedimiento de medición para la elaboración de dulce de lechekgomez1507Nessuna valutazione finora
- QFD: Despliegue de la función calidadDocumento25 pagineQFD: Despliegue de la función calidadHector ChavezNessuna valutazione finora
- ESTRATIFICACIONDocumento3 pagineESTRATIFICACIONRai Oliver Lozano VizaloteNessuna valutazione finora
- Analisis de Caso-ReingenieriaDocumento3 pagineAnalisis de Caso-ReingenieriaDIANA BRIGHIT CERDAN COBANessuna valutazione finora
- Aplicación Del Ciclo DemingDocumento2 pagineAplicación Del Ciclo DemingAngie CarranzaNessuna valutazione finora
- Exposición AMEFDocumento34 pagineExposición AMEFMartin Cadena BadillaNessuna valutazione finora
- Identificación de Impactos Ambientales en Proyectos de InversiónDocumento19 pagineIdentificación de Impactos Ambientales en Proyectos de InversiónluisNessuna valutazione finora
- Técnicas de Medición de Capacidad de Procesos para AtributosDocumento8 pagineTécnicas de Medición de Capacidad de Procesos para AtributosJulio TerronesNessuna valutazione finora
- Diseño de Puestos y Medicion Del TrabajoDocumento18 pagineDiseño de Puestos y Medicion Del TrabajoIsmael Aguilar89% (9)
- Direccion de La Produccion PronósticosDocumento26 pagineDireccion de La Produccion PronósticosAngelLaraNessuna valutazione finora
- Formato de Programa de Auditoria Con Ejemplo Iso 19011 253144 Downloable 2437144Documento8 pagineFormato de Programa de Auditoria Con Ejemplo Iso 19011 253144 Downloable 2437144Leyman AramendisNessuna valutazione finora
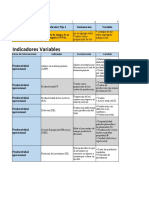
- Indicadores Linea de Acción Productividad Operativa Camara de ComercioDocumento4 pagineIndicadores Linea de Acción Productividad Operativa Camara de ComercioRicardo ChegwinNessuna valutazione finora
- Mantenimiento Productivo TotalDocumento5 pagineMantenimiento Productivo TotalStephany Tello100% (1)
- Actividad 3 Funciones de PerdidaDocumento7 pagineActividad 3 Funciones de PerdidaChristian AlvaradoNessuna valutazione finora
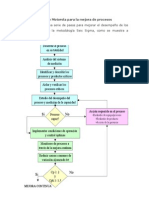
- 10 pasos Motorola mejora procesosDocumento4 pagine10 pasos Motorola mejora procesosPedro CutipaNessuna valutazione finora
- Auditores SiGE - AdoDocumento101 pagineAuditores SiGE - Adoalexis II100% (1)
- La Capacitación y El Desarrollo Del PersonalDocumento21 pagineLa Capacitación y El Desarrollo Del PersonalMelanie UrbizoNessuna valutazione finora
- 3 Mat Lectura 2 Semana 7 Jit PDFDocumento26 pagine3 Mat Lectura 2 Semana 7 Jit PDFXaigua YahirNessuna valutazione finora
- Examen #1Documento8 pagineExamen #1Chuii Blackburn100% (1)
- CalidadTotalDocumento5 pagineCalidadTotalEduardo Felipe Medel ValenzuelaNessuna valutazione finora
- Cuestionario 2Documento10 pagineCuestionario 2David MoralesNessuna valutazione finora
- Cronograma SGCDocumento2 pagineCronograma SGCluisgalo91143Nessuna valutazione finora
- Exposicion Las Tecnicas de Seleccion de TransporteDocumento10 pagineExposicion Las Tecnicas de Seleccion de TransporteAdriana Calleja guerreroNessuna valutazione finora
- Caso Práctico Deming BancoDocumento2 pagineCaso Práctico Deming BancoAndres Demetrio Esquivel IbarraNessuna valutazione finora
- Sistema de Manejo de Materiales...Documento11 pagineSistema de Manejo de Materiales...KAREANDRENessuna valutazione finora
- Alimentos para Mascota Marca GenericaDocumento4 pagineAlimentos para Mascota Marca GenericaLupita MarsNessuna valutazione finora
- Sistema Q de inventario para compañía con costos de pedido y mantenimientoDocumento2 pagineSistema Q de inventario para compañía con costos de pedido y mantenimientoDiego Ulises Rodriguez AlvarezNessuna valutazione finora
- Normas Calidad GestiónDocumento6 pagineNormas Calidad GestiónAmaury Hernandez MedinaNessuna valutazione finora
- Administración de inventarios: definición, tipos, ventajas, desventajas y modelos determinísticosDocumento12 pagineAdministración de inventarios: definición, tipos, ventajas, desventajas y modelos determinísticosAbril HuertaNessuna valutazione finora
- Manual Ing. de La CalidadDocumento30 pagineManual Ing. de La CalidadisabelNessuna valutazione finora
- Estrategias Básicas Del Sistema JITDocumento5 pagineEstrategias Básicas Del Sistema JITAldo OrozcoNessuna valutazione finora
- 10 Enfoques Primarios PreguntasDocumento1 pagina10 Enfoques Primarios PreguntasJose Ismael Chavez SharpeNessuna valutazione finora
- Libro Seis Sigma Amfe Ver 407a 417 Cap14Documento11 pagineLibro Seis Sigma Amfe Ver 407a 417 Cap14Ro Saul CohenNessuna valutazione finora
- APICSDocumento2 pagineAPICSJesus MendozaNessuna valutazione finora
- Programacion de MetasDocumento16 pagineProgramacion de MetasMariana RosalesNessuna valutazione finora
- Análisis incremental evaluación alternativasDocumento38 pagineAnálisis incremental evaluación alternativasAlfonso CisternasNessuna valutazione finora
- ChecklistDocumento18 pagineChecklistnubiaNessuna valutazione finora
- Diagnostico para La Administracion Del Mantenimiento en Una Empresa MarmoleraDocumento29 pagineDiagnostico para La Administracion Del Mantenimiento en Una Empresa Marmolerafred5galv5n5g5mezNessuna valutazione finora
- Capitulo 10 EverettDocumento40 pagineCapitulo 10 EverettJavier Alonso Gomez Albornoz100% (2)
- Grupo LalaDocumento4 pagineGrupo LalaArturo LizamaNessuna valutazione finora
- Diseño de Un Plan de Requerimientos de MaterialesDocumento90 pagineDiseño de Un Plan de Requerimientos de Materialesmtfsfernandez0% (1)
- Ejemplos de S2 A S6Documento34 pagineEjemplos de S2 A S6Fidel PastorNessuna valutazione finora
- Six Sigma KinberlyDocumento71 pagineSix Sigma KinberlyAngel GabrielNessuna valutazione finora
- Practica No 3 Torno - CNCDocumento4 paginePractica No 3 Torno - CNCJesús Martínez MtzNessuna valutazione finora
- Auto Financia Mien ToDocumento2 pagineAuto Financia Mien ToEduardo De La Cruz HernandezNessuna valutazione finora
- Cuadro Comparativo de Filósofos de La CalidadDocumento2 pagineCuadro Comparativo de Filósofos de La CalidadSergio Del Villar100% (2)
- Estudio de caso sobre la aplicación de estrategias logísticas en Grupo Ibarra para mejorar el control de inventariosDocumento14 pagineEstudio de caso sobre la aplicación de estrategias logísticas en Grupo Ibarra para mejorar el control de inventarioskenia maite gomez cruzNessuna valutazione finora
- Ebk003 Infoempresario Exitoso v1Documento177 pagineEbk003 Infoempresario Exitoso v1juanNessuna valutazione finora
- Normatividad Transporte ColombiaDocumento10 pagineNormatividad Transporte ColombiaAlexander PalacioNessuna valutazione finora
- Importancia TIC confecciónDocumento5 pagineImportancia TIC confecciónYolian GrisalesNessuna valutazione finora
- TERMINOS DE REFERENCIA 28 de MarzoDocumento25 pagineTERMINOS DE REFERENCIA 28 de MarzoMiguel AndradeNessuna valutazione finora
- Tesis InventariosDocumento548 pagineTesis InventariosLuis Carlos MenesesNessuna valutazione finora
- L Centro Intermodal de Transporte y Logística de VitoriaDocumento8 pagineL Centro Intermodal de Transporte y Logística de VitoriaJuan Camilo Fajardo GallegoNessuna valutazione finora
- Foro Unidad 3Documento2 pagineForo Unidad 3Lideres SaludNessuna valutazione finora
- Sistemas de transporte y logísticaDocumento3 pagineSistemas de transporte y logísticaEber EsparzaNessuna valutazione finora
- Base de Datos. AA1-EV01Documento4 pagineBase de Datos. AA1-EV01yucaNessuna valutazione finora
- La lucha contra el bloqueoDocumento16 pagineLa lucha contra el bloqueooh_delara9630Nessuna valutazione finora
- Diseño de Un Modelo de Diagnóstico Act 7Documento47 pagineDiseño de Un Modelo de Diagnóstico Act 7Natalia GuillenNessuna valutazione finora
- Ejemplo de Trabajo Final Marketing EstrategicoDocumento9 pagineEjemplo de Trabajo Final Marketing Estrategicomargot667Nessuna valutazione finora
- Cadena de SuministroDocumento7 pagineCadena de SuministroJosé gerardo De la ossa berrioNessuna valutazione finora
- Contrato Marco 2016Documento7 pagineContrato Marco 2016Rauleto J. CárdenasNessuna valutazione finora
- Gestión de almacenes UNFV: procesos y casos prácticosDocumento35 pagineGestión de almacenes UNFV: procesos y casos prácticosCESAR ARGUEDAS100% (1)
- Estudio de Viabilidad Tecnica, Financiera y de Negocio de Una Lavandería PDFDocumento204 pagineEstudio de Viabilidad Tecnica, Financiera y de Negocio de Una Lavandería PDFJesus Muñoz BalamNessuna valutazione finora
- Plan Emergencias Talento HumanoDocumento66 paginePlan Emergencias Talento HumanofERNANDO gONZALEZNessuna valutazione finora
- La Cadena de Valor Supermercado MerakyDocumento2 pagineLa Cadena de Valor Supermercado MerakyLuz Rincon100% (1)
- Formel QDocumento103 pagineFormel Qmiansaru100% (3)
- Caso Cadena de Suministro Grupo FerreroDocumento5 pagineCaso Cadena de Suministro Grupo FerrerojuanNessuna valutazione finora
- Semana 2Documento7 pagineSemana 2Henry PaulNessuna valutazione finora
- TL PadillaVasquezMariaDocumento75 pagineTL PadillaVasquezMariaYadira SalcedoNessuna valutazione finora
- Reglamento de Practicas Pre Profesionales - Facultad - DE ADMINISTRACIONDocumento20 pagineReglamento de Practicas Pre Profesionales - Facultad - DE ADMINISTRACIONroxana espinoza machoa100% (1)
- Tipos de Transporte - LogísticaDocumento4 pagineTipos de Transporte - LogísticaMichelle InorozaNessuna valutazione finora
- Unidad 5Documento15 pagineUnidad 5kenia maite gomez cruzNessuna valutazione finora
- Cómo Las Tecnologías Podrían Desplazar A Los Negociadores Internacionales en Tiempos Futuros FinalDocumento10 pagineCómo Las Tecnologías Podrían Desplazar A Los Negociadores Internacionales en Tiempos Futuros FinalLaura SarayNessuna valutazione finora
- Final Diseño SylvaniaDocumento30 pagineFinal Diseño SylvaniaDavis Pinto BatistaNessuna valutazione finora
- Gestion Empresarial-Caso FacebookDocumento6 pagineGestion Empresarial-Caso FacebookLizet YRNessuna valutazione finora
- CASO #3 Estrategia EmpresarialDocumento11 pagineCASO #3 Estrategia EmpresarialAngelo CastroNessuna valutazione finora
- Cotización LCL LE HAVRE-Callao 7 bultos 1.65M3 2.39TNDocumento1 paginaCotización LCL LE HAVRE-Callao 7 bultos 1.65M3 2.39TNJulissa TejedaNessuna valutazione finora