Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- MERCURY Outboard 40-50-60 4 Stroke Service ManualDocumento589 pagineMERCURY Outboard 40-50-60 4 Stroke Service ManualDoug88% (8)
- Informe DF612 MotorDocumento5 pagineInforme DF612 MotorJesus gomez corvalanNessuna valutazione finora
- Valvulas EspecificacionesDocumento2 pagineValvulas EspecificacionesAlfonso BerRamNessuna valutazione finora
- (CLM076) Cat 432E & 442E Product BuletinDocumento32 pagine(CLM076) Cat 432E & 442E Product BuletinSabito KunnNessuna valutazione finora
- The Workshop Manual W26, Edition June 2000Documento230 pagineThe Workshop Manual W26, Edition June 2000DiyaNegiNessuna valutazione finora
- ENG - Olympian - 404 Series - Recommended Spares - LEXF3222Documento1 paginaENG - Olympian - 404 Series - Recommended Spares - LEXF3222ДмитрийNessuna valutazione finora
- Makita G1300R Gas-Powered Generator - Parts BreakdownDocumento15 pagineMakita G1300R Gas-Powered Generator - Parts BreakdownCharlie WilkinsonNessuna valutazione finora
- Binder1 2000 Honda CR V 2.0LDocumento51 pagineBinder1 2000 Honda CR V 2.0LAgustin Chaparro Tirado100% (1)
- BMW N53 Aftersales Training Product InformationDocumento82 pagineBMW N53 Aftersales Training Product InformationMichaelNessuna valutazione finora
- Um Renegade 20200 20dot 20usaDocumento59 pagineUm Renegade 20200 20dot 20usacokescokesNessuna valutazione finora
- Caterpillar 3126 HEUI Engine: Mvp-Ef Service ManualDocumento18 pagineCaterpillar 3126 HEUI Engine: Mvp-Ef Service ManualDarwin PerdomoNessuna valutazione finora
- CAT 3204 Pin Time EngineDocumento3 pagineCAT 3204 Pin Time Engineslipsittin60% (5)
- Gaz560 Steyr Mo236, 246Documento47 pagineGaz560 Steyr Mo236, 246Marinko100% (1)
- Compressor L7044GSI-7045 - 1210Documento2 pagineCompressor L7044GSI-7045 - 1210Dedy Chasan Aflah MutoharNessuna valutazione finora
- 4-Cylinder Injection Engine (1.6 L Engine, Direct Injection)Documento206 pagine4-Cylinder Injection Engine (1.6 L Engine, Direct Injection)Krunoslav Kasunić0% (1)
- Marine Illustrated Parts Manual: MODEL MP5.0/5.7L MY 2002 - 2005Documento87 pagineMarine Illustrated Parts Manual: MODEL MP5.0/5.7L MY 2002 - 2005rfffffNessuna valutazione finora
- National Maritime Academy: Introducing The: Wärtsilä RT-flex50Documento79 pagineNational Maritime Academy: Introducing The: Wärtsilä RT-flex50kasibhatta100% (11)
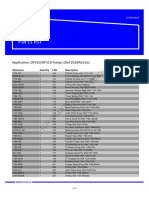
- A: DP210/DP310 P (9320A613G) : Reference Quantity LSN DescriptionDocumento9 pagineA: DP210/DP310 P (9320A613G) : Reference Quantity LSN DescriptionLee kiew lawNessuna valutazione finora
- Dynapac Ca250 Service TrainingDocumento130 pagineDynapac Ca250 Service TrainingDushan Alwis75% (4)
- Hughes 500 C IpcDocumento479 pagineHughes 500 C IpcRodolfo Rol100% (1)
- 2KD-FTV Engine MechanicalDocumento1 pagina2KD-FTV Engine Mechanicaladdis gilleNessuna valutazione finora
- Yamaha Vixion FZ150i SomeR15 Parts CatalogDocumento57 pagineYamaha Vixion FZ150i SomeR15 Parts CatalogKhairul Amri Md Sohod100% (1)
- Ic Engine BookDocumento32 pagineIc Engine BookTheVagabond Harshal100% (2)
- Taller - MOTOR ZONTES350Documento56 pagineTaller - MOTOR ZONTES350Emiliano Arocha CorsoNessuna valutazione finora
- Camless EngineDocumento29 pagineCamless Enginesharandeep1112Nessuna valutazione finora
- 15 18 128 0R - Catalogue - 12M26.3Documento187 pagine15 18 128 0R - Catalogue - 12M26.3Raymond100% (1)
- Suzuki GSX-R600K6 2006 Parts ListDocumento98 pagineSuzuki GSX-R600K6 2006 Parts Liststevecrume3435Nessuna valutazione finora
- Pulsar 220 DTS FiDocumento41 paginePulsar 220 DTS FimuheetNessuna valutazione finora
- Manual Components Operation Heui Fuel Injection System Caterpillar 3408e 3412 EnginesDocumento56 pagineManual Components Operation Heui Fuel Injection System Caterpillar 3408e 3412 EnginesLe DuNessuna valutazione finora
- 3D Modeling of Crankshaft Using Catia Software: Chapter-1Documento33 pagine3D Modeling of Crankshaft Using Catia Software: Chapter-1naveen mylapilli0% (1)