Potrebbero piacerti anche
- Rubber Lining ProcessDocumento7 pagineRubber Lining Processjaswanth0% (1)
- Rubber Linning Selection PDFDocumento4 pagineRubber Linning Selection PDFSachin5586100% (1)
- Method Statement For Rubber LiningDocumento7 pagineMethod Statement For Rubber LiningJoseph PerezNessuna valutazione finora
- AHR Brochure PDFDocumento6 pagineAHR Brochure PDFismohamNessuna valutazione finora
- HPX-SL - Semi-Open Impeller Pump: Desio Pump Catalog Typical Photo Z 1 of 1Documento29 pagineHPX-SL - Semi-Open Impeller Pump: Desio Pump Catalog Typical Photo Z 1 of 1Ashwin NarayanNessuna valutazione finora
- Multistage SpiroglideDocumento4 pagineMultistage SpiroglidedestinyrestartNessuna valutazione finora
- Wear ProtectionDocumento6 pagineWear ProtectionRafael CortezNessuna valutazione finora
- VTK Varnish Potential Test Kits PDFDocumento1 paginaVTK Varnish Potential Test Kits PDFEduardo CramerNessuna valutazione finora
- Rubber Lining ProcedureDocumento38 pagineRubber Lining ProcedureKumar Jbs83% (18)
- QC - 16 Guided Bend Test.Documento3 pagineQC - 16 Guided Bend Test.mahendra100% (1)
- EXX-EME-STD-0008 - Wear Liners For Plate Work and ChutesDocumento22 pagineEXX-EME-STD-0008 - Wear Liners For Plate Work and Chutesjonodo89100% (1)
- Top Entry Mixer Features For EkatoDocumento2 pagineTop Entry Mixer Features For EkatoShankarNessuna valutazione finora
- Goulds API 3600 i-FRAME: API BB3 Between-Bearing, Axially Split, Multistage PumpDocumento12 pagineGoulds API 3600 i-FRAME: API BB3 Between-Bearing, Axially Split, Multistage PumpJean Peak100% (1)
- Tube Selection ChartDocumento6 pagineTube Selection ChartkarthipetroNessuna valutazione finora
- Vertical Turbine PumpDocumento28 pagineVertical Turbine Pumpkarthikraja21Nessuna valutazione finora
- Dyneon PTFE BrochureDocumento0 pagineDyneon PTFE BrochureXray UandNessuna valutazione finora
- Tech CaatDocumento36 pagineTech CaatValeria Serrano VidalNessuna valutazione finora
- Ahlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentDocumento28 pagineAhlstar End-Suction Single-Stage Centrifugal Pumps: Flow EquipmentARYAN_FATHONI_AMRINessuna valutazione finora
- Jis To Other STDDocumento2 pagineJis To Other STDtedfdfeNessuna valutazione finora
- Precedure Rubber LiningDocumento4 paginePrecedure Rubber LiningKarthikeyan ShanmugavelNessuna valutazione finora
- Transfluid Fluid Coupling CatalougeDocumento32 pagineTransfluid Fluid Coupling CatalougeNaeem KhanNessuna valutazione finora
- Material Compatibility GuideDocumento18 pagineMaterial Compatibility GuidearrancatetasNessuna valutazione finora
- Packing Brochure SADocumento20 paginePacking Brochure SAfrederick alayonNessuna valutazione finora
- SP-P-001 - Specification For StrainerDocumento30 pagineSP-P-001 - Specification For Strainervishal bhamreNessuna valutazione finora
- Automatic Amiad FiltersDocumento8 pagineAutomatic Amiad FiltersismaielabsiNessuna valutazione finora
- A102 Material GuideDocumento6 pagineA102 Material GuideVincent Irawan100% (1)
- BB1 Vs BB2Documento1 paginaBB1 Vs BB2bomthanhphuNessuna valutazione finora
- Is 15466 (2004)Documento16 pagineIs 15466 (2004)slamienkaNessuna valutazione finora
- Rema Tip Top Catalogue 2018Documento256 pagineRema Tip Top Catalogue 2018Dedison Rumanga'Nessuna valutazione finora
- Acid Resistant Rubber Lining & Liquid CoatingsDocumento81 pagineAcid Resistant Rubber Lining & Liquid CoatingsSikander AleemNessuna valutazione finora
- Mount Meru Product Catalogue First VersionDocumento20 pagineMount Meru Product Catalogue First Versionilovem2foodNessuna valutazione finora
- PO 20130916-01 For InvestaDocumento10 paginePO 20130916-01 For Investavinodkhare2007Nessuna valutazione finora
- Housing Designs & Seal Options PDFDocumento27 pagineHousing Designs & Seal Options PDFmimi_chan_17100% (1)
- Eadips Manual Engl PDFDocumento390 pagineEadips Manual Engl PDFbkarabasevicNessuna valutazione finora
- Steel SAE O-Rings AdaptersDocumento3 pagineSteel SAE O-Rings Adaptersgeav25653855Nessuna valutazione finora
- Screening: Che-205 Particle TechnologyDocumento31 pagineScreening: Che-205 Particle TechnologyInsiram NaveedNessuna valutazione finora
- VTP October 22Documento8 pagineVTP October 22Hidroterm Plantas Electricas-Bombas De Agua-Maquinaria Pesada100% (1)
- Warman WGR Pump BrochureDocumento8 pagineWarman WGR Pump BrochureJOKO WIKARNANessuna valutazione finora
- Process Pumps: Made by KSBDocumento16 pagineProcess Pumps: Made by KSBEdgar CalatayudNessuna valutazione finora
- MBN - E00657 Multistage Pump PDFDocumento8 pagineMBN - E00657 Multistage Pump PDFAlfonso BlancoNessuna valutazione finora
- TDBFP - Gear Pump API 676 PDFDocumento42 pagineTDBFP - Gear Pump API 676 PDFRamon A. Ruiz O.Nessuna valutazione finora
- Rubber LinedDocumento6 pagineRubber LinedPrasanta Kumar BeheraNessuna valutazione finora
- Valves SpecificationDocumento13 pagineValves Specificationkselvan_1Nessuna valutazione finora
- Theory Hydrostatic Pressure PV Balance Secondary ContainmentDocumento42 pagineTheory Hydrostatic Pressure PV Balance Secondary ContainmentSofiane Halimi100% (1)
- Bettis CBA 725Documento16 pagineBettis CBA 725kutts76100% (1)
- M60es44 P449y Man 001Documento23 pagineM60es44 P449y Man 001Riski Kurniawan100% (1)
- Scope of Work-Fabrication of Heat ExchangersDocumento3 pagineScope of Work-Fabrication of Heat ExchangersAsad KhanNessuna valutazione finora
- ZE - E - (July 2006)Documento8 pagineZE - E - (July 2006)ZhagiNessuna valutazione finora
- Rubber LiningDocumento16 pagineRubber Liningbbmoksh100% (1)
- Pumping System Design For Petroleum Industry PDFDocumento78 paginePumping System Design For Petroleum Industry PDFChetan ChavanNessuna valutazione finora
- Hermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKDocumento16 pagineHermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKADITYA_PATHAKNessuna valutazione finora
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocumento2 pagineInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinNessuna valutazione finora
- h06962 Chemical Injection SystemDocumento1 paginah06962 Chemical Injection SystemkirankirkNessuna valutazione finora
- EHP Series Piston Accumulators: 0.1 To 1000 Litres, Up To 350 BarDocumento32 pagineEHP Series Piston Accumulators: 0.1 To 1000 Litres, Up To 350 BarMichael Akhramovich100% (1)
- High-End Metering PumpsDocumento15 pagineHigh-End Metering PumpsDaniel Saenz GonzalezNessuna valutazione finora
- Hydraulic Snubber PDFDocumento4 pagineHydraulic Snubber PDFshrawan0908Nessuna valutazione finora
- Tender Document For Tanks PDFDocumento903 pagineTender Document For Tanks PDFVeena NageshNessuna valutazione finora
- RUBBER NewDocumento10 pagineRUBBER NewAleem AhmedNessuna valutazione finora
- Oil-Resistant Rubbers: Machine DesignDocumento5 pagineOil-Resistant Rubbers: Machine Designrajeevup2004Nessuna valutazione finora
- Natural & Synthetic RubberDocumento8 pagineNatural & Synthetic RubberH.J.PrabhuNessuna valutazione finora
- Coating Inspector Interview QuestionsDocumento14 pagineCoating Inspector Interview Questionshabib79% (14)
- Trainee Blaster Painter TrainingDocumento71 pagineTrainee Blaster Painter Trainingmuhamadrafie1975Nessuna valutazione finora
- Coating Inspector Interview QuestionsDocumento11 pagineCoating Inspector Interview Questionshabib100% (3)
- 3) 05-30-2020-Hook Up Topside Valves H - Test ReportDocumento3 pagine3) 05-30-2020-Hook Up Topside Valves H - Test ReporthabibNessuna valutazione finora
- Methodology For 3 Layer PE Coating-2000Documento7 pagineMethodology For 3 Layer PE Coating-2000muhamedzNessuna valutazione finora
- Application Guide - Stand-Alone FBE Coatings - tcm24-40281 PDFDocumento9 pagineApplication Guide - Stand-Alone FBE Coatings - tcm24-40281 PDFiftikhar_khalid_1Nessuna valutazione finora
- Pipe BendingDocumento26 paginePipe Bendinghabib100% (1)
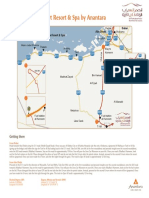
- Qasr Al Sarab Desert Resort Location Map June2012Documento1 paginaQasr Al Sarab Desert Resort Location Map June2012Anant GârgNessuna valutazione finora
- Multi Pressure Refrigeration CyclesDocumento41 pagineMulti Pressure Refrigeration CyclesSyed Wajih Ul Hassan80% (10)
- ETR Series: A Full Spectrum of Products To Solve Your Application NeedsDocumento106 pagineETR Series: A Full Spectrum of Products To Solve Your Application Needs周小安Nessuna valutazione finora
- Eco Exercise 3answer Ans 1Documento8 pagineEco Exercise 3answer Ans 1Glory PrintingNessuna valutazione finora
- Filipino Construction TermsDocumento6 pagineFilipino Construction TermsAdrian Perez75% (4)
- Tips For A Healthy PregnancyDocumento2 pagineTips For A Healthy PregnancyLizaNessuna valutazione finora
- Gondola CalculationDocumento6 pagineGondola CalculationBudi SusantoNessuna valutazione finora
- Stopping by Woods On A Snowy EveningDocumento9 pagineStopping by Woods On A Snowy EveningJulia Garces100% (2)
- B737-3 ATA 23 CommunicationsDocumento112 pagineB737-3 ATA 23 CommunicationsPaul RizlNessuna valutazione finora
- MMW ReviewerDocumento3 pagineMMW ReviewerMarcSaloj NeryNessuna valutazione finora
- The History of AstrologyDocumento36 pagineThe History of AstrologyDharani Dharendra DasNessuna valutazione finora
- ANG DELAVEGA FinalPositionPaperDocumento6 pagineANG DELAVEGA FinalPositionPaperZane IbalaNessuna valutazione finora
- 9A02502 Transmission of Electric PowerDocumento6 pagine9A02502 Transmission of Electric PowersivabharathamurthyNessuna valutazione finora
- Azure Machine Learning StudioDocumento17 pagineAzure Machine Learning StudioNurain IsmailNessuna valutazione finora
- 01-20 Optical Multiplexer and Demultiplexer BoardDocumento57 pagine01-20 Optical Multiplexer and Demultiplexer BoardDaler ShorahmonovNessuna valutazione finora
- TheBasicsofBrainWaves - RS PDFDocumento4 pagineTheBasicsofBrainWaves - RS PDFOnutu Adriana-LilianaNessuna valutazione finora
- ff2023 Web 0 0Documento2 pagineff2023 Web 0 0khaing khantNessuna valutazione finora
- Eco JetDocumento15 pagineEco JetJustin CoyNessuna valutazione finora
- YoungMan EN131 GUIDEDocumento16 pagineYoungMan EN131 GUIDErcpawar100% (1)
- Iodide and Bromide Ions in Brackish Water, Seawater, and Brines D 3869 - 04Documento12 pagineIodide and Bromide Ions in Brackish Water, Seawater, and Brines D 3869 - 04stevgonNessuna valutazione finora
- Arts Class: Lesson 01Documento24 pagineArts Class: Lesson 01Lianne BryNessuna valutazione finora
- Kami Export - Subject Complements-1 PDFDocumento3 pagineKami Export - Subject Complements-1 PDFkcv kfdsaNessuna valutazione finora
- Dna Adduct As Biomarker: Prof. Dr. Yahdiana Harahap, MS, AptDocumento68 pagineDna Adduct As Biomarker: Prof. Dr. Yahdiana Harahap, MS, AptNadia AaqilahNessuna valutazione finora
- W0L0XCF0866101640 (2006 Opel Corsa) PDFDocumento7 pagineW0L0XCF0866101640 (2006 Opel Corsa) PDFgianyNessuna valutazione finora
- The 10 Most Famousfilipino Artists and Their MasterworksDocumento3 pagineThe 10 Most Famousfilipino Artists and Their MasterworksGina MagtibayNessuna valutazione finora
- Patel 2013Documento116 paginePatel 2013hnphuocNessuna valutazione finora
- OPTCL-Fin-Bhw-12Documento51 pagineOPTCL-Fin-Bhw-12Bimal Kumar DashNessuna valutazione finora
- Prevailing Torque Locknut Technical SpecificationsDocumento3 paginePrevailing Torque Locknut Technical SpecificationsLiu YangtzeNessuna valutazione finora
- 15 Benefits of CyclingDocumento8 pagine15 Benefits of CyclingJoycs PintoNessuna valutazione finora
- DIVAR IP All-In-One 7000 3U Datasheet 51 en 66297110155Documento5 pagineDIVAR IP All-In-One 7000 3U Datasheet 51 en 66297110155Javier RochaNessuna valutazione finora