Potrebbero piacerti anche
- Características de Los Valores HumanosDocumento2 pagineCaracterísticas de Los Valores Humanoskarol carrascoNessuna valutazione finora
- Estimulacion Temprana 6-1 2 MesesDocumento3 pagineEstimulacion Temprana 6-1 2 MesesKatherine lizeth Acosta RodasNessuna valutazione finora
- Informe Iluminación 2.0Documento16 pagineInforme Iluminación 2.0Cheiry Alejandra Perez DuarteNessuna valutazione finora
- Introducción A La Dialéctica de La Naturaleza. EngelsDocumento106 pagineIntroducción A La Dialéctica de La Naturaleza. EngelsBelén Reyna LiconaNessuna valutazione finora
- 10 Tests Psicológicos Basados en El DibujoDocumento3 pagine10 Tests Psicológicos Basados en El DibujoHenrry BogaNessuna valutazione finora
- GG IFA QMSCL PH V5 2 Protected EsDocumento62 pagineGG IFA QMSCL PH V5 2 Protected EsLuis GutiérrezNessuna valutazione finora
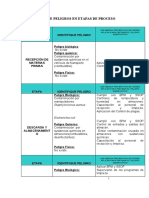
- Analisis de Peligros - Durante El ProcesoDocumento7 pagineAnalisis de Peligros - Durante El ProcesoPilar Pomalaza PalaciosNessuna valutazione finora
- Masinfo HACCPDocumento19 pagineMasinfo HACCPCrisanto JimmyNessuna valutazione finora
- Ejemplo Carta de Renuncia EstándarDocumento1 paginaEjemplo Carta de Renuncia EstándarMaria LaricoNessuna valutazione finora
- 3° Geom - Sesion 12 TareaDocumento2 pagine3° Geom - Sesion 12 TareaPilar Pomalaza PalaciosNessuna valutazione finora
- Bioquimica Ii - Capitulo - 7 - 2014Documento43 pagineBioquimica Ii - Capitulo - 7 - 2014Pilar Pomalaza PalaciosNessuna valutazione finora
- TESTCOLOR - Prueba de PersonalidadDocumento2 pagineTESTCOLOR - Prueba de PersonalidadPilar Pomalaza PalaciosNessuna valutazione finora
- 3° Geom - Sesion 13Documento6 pagine3° Geom - Sesion 13Pilar Pomalaza PalaciosNessuna valutazione finora
- Harina de tocosh-INFORME DE CALIDAD - Docx 003Documento1 paginaHarina de tocosh-INFORME DE CALIDAD - Docx 003Pilar Pomalaza PalaciosNessuna valutazione finora
- Harina de tocosh-INFORME DE CALIDAD - Docx 003Documento1 paginaHarina de tocosh-INFORME DE CALIDAD - Docx 003Pilar Pomalaza PalaciosNessuna valutazione finora
- Ruta Critica PasantiaDocumento12 pagineRuta Critica PasantiaPilar Pomalaza PalaciosNessuna valutazione finora
- Tema6 Muestreo Aceptacion Atributos PDFDocumento24 pagineTema6 Muestreo Aceptacion Atributos PDFdamianNessuna valutazione finora
- Cinépolis PerúDocumento2 pagineCinépolis PerúPilar Pomalaza PalaciosNessuna valutazione finora
- LENG 1001 M1 Lectura v1Documento11 pagineLENG 1001 M1 Lectura v1Erick SaldañaNessuna valutazione finora
- Auditorías de Calidad.2008Documento5 pagineAuditorías de Calidad.2008Mariangely CaraballoNessuna valutazione finora
- Orden y LimpiezaDocumento30 pagineOrden y LimpiezaSmith AlvarezNessuna valutazione finora
- COTEXSURDocumento6 pagineCOTEXSURPilar Pomalaza PalaciosNessuna valutazione finora
- Cinépolis PerúDocumento2 pagineCinépolis PerúPilar Pomalaza PalaciosNessuna valutazione finora
- Fumigacion ConformidadDocumento1 paginaFumigacion ConformidadPilar Pomalaza PalaciosNessuna valutazione finora
- COTEXSURDocumento6 pagineCOTEXSURPilar Pomalaza PalaciosNessuna valutazione finora
- HuancayaDocumento8 pagineHuancayaPilar Pomalaza PalaciosNessuna valutazione finora
- FormatoDocumento21 pagineFormatoPilar Pomalaza PalaciosNessuna valutazione finora
- 28 Manejo de Residuos Solidos2Documento21 pagine28 Manejo de Residuos Solidos2Santos SaullNessuna valutazione finora
- Petrifilm GuiasDocumento76 paginePetrifilm GuiasInes Orozco SevillaNessuna valutazione finora
- Tesis - PosterDocumento1 paginaTesis - PosterPilar Pomalaza PalaciosNessuna valutazione finora
- ¡¡Adelgaza y Previene Arrugas Con Antioxidantes Naturales!!: Té Hindú® X 20 VerdeDocumento1 pagina¡¡Adelgaza y Previene Arrugas Con Antioxidantes Naturales!!: Té Hindú® X 20 VerdePilar Pomalaza PalaciosNessuna valutazione finora
- (Req-3) (Req-3) PROYECTO DE ROTULADO - CafeDocumento1 pagina(Req-3) (Req-3) PROYECTO DE ROTULADO - CafePilar Pomalaza PalaciosNessuna valutazione finora
- Valor Agregado CuerosDocumento50 pagineValor Agregado CuerosPilar Pomalaza PalaciosNessuna valutazione finora
- LENG 1001 M1 Lectura v1Documento11 pagineLENG 1001 M1 Lectura v1Erick SaldañaNessuna valutazione finora
- Plan de Estudios - Administracion y Negocios InternacionalesDocumento1 paginaPlan de Estudios - Administracion y Negocios InternacionalesMarco MayorNessuna valutazione finora
- C1 Caja de Herramientas - Elementos ConceptualesDocumento10 pagineC1 Caja de Herramientas - Elementos ConceptualesIng William LeónNessuna valutazione finora
- Zona de Industria MedianaDocumento6 pagineZona de Industria MedianaRodrigo Huaylla AnahuaNessuna valutazione finora
- Wright MillsDocumento149 pagineWright MillsAttilio Folliero100% (4)
- Capítulo 3. Programa Operación Rescate Infantil (ORI) PDFDocumento65 pagineCapítulo 3. Programa Operación Rescate Infantil (ORI) PDFKleber Raúl Hurtado TulmoNessuna valutazione finora
- Tarea #5 TerminadadDocumento7 pagineTarea #5 TerminadadVladimir JimenezNessuna valutazione finora
- Buenos Modales, Buenos Negocios - OrtografíaDocumento2 pagineBuenos Modales, Buenos Negocios - OrtografíaJorge Chamaya CNessuna valutazione finora
- Expresiones RegularesDocumento3 pagineExpresiones RegularesPpRapsta HghkNessuna valutazione finora
- Presaberes Técnicas de InvestigaciónDocumento11 paginePresaberes Técnicas de InvestigaciónMiguel Angel DeckersNessuna valutazione finora
- Análisis de La Oferta Total de LucasDocumento2 pagineAnálisis de La Oferta Total de LucasAnonymous IhZxWsxjNessuna valutazione finora
- Encuesta Comunicación LOS HABITOS DE ESTUDIOSDocumento3 pagineEncuesta Comunicación LOS HABITOS DE ESTUDIOSKevin OlivaresNessuna valutazione finora
- 5 Fundamentos para La Localización de Averias PDFDocumento46 pagine5 Fundamentos para La Localización de Averias PDFyerigolNessuna valutazione finora
- Ch. 20 Uso Correcto de Arnes de SeguridadDocumento2 pagineCh. 20 Uso Correcto de Arnes de Seguridadadolfo mier rivaNessuna valutazione finora
- Objetivo de La RMDocumento24 pagineObjetivo de La RMCarlos Reyes CastilloNessuna valutazione finora
- Matemática Actividad Del EstudianteDocumento5 pagineMatemática Actividad Del EstudianteMaricela Ostos AlvaNessuna valutazione finora
- Relacion de ActvidadesDocumento17 pagineRelacion de ActvidadesJimmy LozanoNessuna valutazione finora
- Tarea 1 Mario Solano B06125Documento6 pagineTarea 1 Mario Solano B06125Mario SolanoNessuna valutazione finora
- Clasificación de Las Leyes Según Santo Tomas de AquinoDocumento1 paginaClasificación de Las Leyes Según Santo Tomas de AquinoMauro Gatti50% (4)
- Tristan e Isolda Proyecto DeltaDocumento16 pagineTristan e Isolda Proyecto DeltaMARIO WILSON BUSTAMANTE LONDOÑONessuna valutazione finora
- Punto de Acuerdo Sobre Mecánica Operativa Del Programa de Fertilizante y Transferencia de TecnologíaDocumento6 paginePunto de Acuerdo Sobre Mecánica Operativa Del Programa de Fertilizante y Transferencia de TecnologíaH. Congreso del Estado de GuerreroNessuna valutazione finora
- Cuadernillo TP2 - Robótica 2012 V5Documento10 pagineCuadernillo TP2 - Robótica 2012 V5tommorelo2211Nessuna valutazione finora
- Sesión 3° - TV - 21-04-2021Documento4 pagineSesión 3° - TV - 21-04-2021leititia simarraNessuna valutazione finora
- 3 Parcelacion de TierrasDocumento4 pagine3 Parcelacion de TierrasYaimara AnghelaNessuna valutazione finora
- Uladech Proyecto de Tesis IV Janett RamosDocumento61 pagineUladech Proyecto de Tesis IV Janett Ramosjera1810100% (1)
- 2º Practica GENERALIDADES DE UN OBSERVATORIO Y LOS INSTRUMENTOS METEOROLOGICOSDocumento5 pagine2º Practica GENERALIDADES DE UN OBSERVATORIO Y LOS INSTRUMENTOS METEOROLOGICOSAngie Soto FloresNessuna valutazione finora
- Responsabilidad Por No Mantenimiento de Obras ViasDocumento13 pagineResponsabilidad Por No Mantenimiento de Obras ViasDaniel Lopez Le-RouxNessuna valutazione finora