Potrebbero piacerti anche
- Relatório Tec Lácteos - RequeijãoDocumento12 pagineRelatório Tec Lácteos - RequeijãoAndressa Gonçalves100% (2)
- Confor MecDocumento68 pagineConfor MecCarla PeraltaNessuna valutazione finora
- Gabarito prova matemática financeira juros simples compostosDocumento2 pagineGabarito prova matemática financeira juros simples compostosMarco Rodrigues100% (2)
- Manual UFCD 0670Documento27 pagineManual UFCD 0670Josiene Silva Sousa0% (1)
- Mesada educativa: regras e penalidadesDocumento4 pagineMesada educativa: regras e penalidadesLaís Lira100% (1)
- Manual Hpr400xd Cons 14978Documento312 pagineManual Hpr400xd Cons 14978Cicero MelloNessuna valutazione finora
- Exercicios Unidade MedidaDocumento5 pagineExercicios Unidade MedidaCicero Mello100% (1)
- Pmr3301 2018 P1 Slides NavalDocumento445 paginePmr3301 2018 P1 Slides NavalCicero MelloNessuna valutazione finora
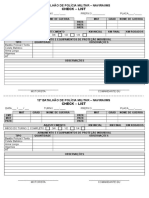
- Check-list de veículo do 12o BPM de NaviraíDocumento2 pagineCheck-list de veículo do 12o BPM de NaviraíkaiqueNessuna valutazione finora
- Exercícios de Física sobre Grandezas Físicas e Unidades de MedidaDocumento8 pagineExercícios de Física sobre Grandezas Físicas e Unidades de MedidaCicero MelloNessuna valutazione finora
- Movimento Circular Uniforme em Motor de 15.000 RPMDocumento7 pagineMovimento Circular Uniforme em Motor de 15.000 RPMCicero MelloNessuna valutazione finora
- Forca Atrito FatDocumento1 paginaForca Atrito FatCicero MelloNessuna valutazione finora
- Movimento Circular Uniforme em Motor de 15.000 RPMDocumento7 pagineMovimento Circular Uniforme em Motor de 15.000 RPMCicero MelloNessuna valutazione finora
- Exercicios Fisica I Movimento CircularDocumento2 pagineExercicios Fisica I Movimento CircularCicero MelloNessuna valutazione finora
- Exercicios Fisica IDocumento3 pagineExercicios Fisica ICicero MelloNessuna valutazione finora
- Exercicios Fisica I Aula 9Documento6 pagineExercicios Fisica I Aula 9Cicero MelloNessuna valutazione finora
- Exercicios Fisica I Aula 5 Slide 23 Cicero A Q Mello PDFDocumento3 pagineExercicios Fisica I Aula 5 Slide 23 Cicero A Q Mello PDFCicero MelloNessuna valutazione finora
- MRUVDocumento16 pagineMRUVghfghfg fghfgNessuna valutazione finora
- Exercicios Fisica I Aula 5 Slide 23 Cicero A Q Mello PDFDocumento3 pagineExercicios Fisica I Aula 5 Slide 23 Cicero A Q Mello PDFCicero MelloNessuna valutazione finora
- Exercicios Fisica I Aula 8Documento4 pagineExercicios Fisica I Aula 8Cicero MelloNessuna valutazione finora
- Notação VetorialDocumento45 pagineNotação VetorialCecilia Mageski M SantosNessuna valutazione finora
- Símbolos MatemáticosDocumento13 pagineSímbolos MatemáticosLuís BastosNessuna valutazione finora
- Cuidado PM CDocumento3 pagineCuidado PM CCicero MelloNessuna valutazione finora
- Logica Estanqueidade 2.1Documento1 paginaLogica Estanqueidade 2.1Cicero MelloNessuna valutazione finora
- GrafcetDocumento18 pagineGrafcetsergioavs100% (2)
- PetroleoDocumento6 paginePetroleoCicero MelloNessuna valutazione finora
- Artigo11 1Documento15 pagineArtigo11 1Cicero MelloNessuna valutazione finora
- Plano de Treinamento Ensino ProfissinazilanteDocumento10 paginePlano de Treinamento Ensino ProfissinazilanteCicero MelloNessuna valutazione finora
- PG Daele 2014 1 01Documento52 paginePG Daele 2014 1 01Cicero MelloNessuna valutazione finora
- Processos de Fabricação e Planejamneto de ProcessosDocumento98 pagineProcessos de Fabricação e Planejamneto de ProcessosLatícia AraujoNessuna valutazione finora
- Projeto Iniciação Cientifica Prof Helder Maquina de Corte A PlasmaDocumento10 pagineProjeto Iniciação Cientifica Prof Helder Maquina de Corte A PlasmaCicero MelloNessuna valutazione finora
- Aula 7 - Cristalizacao Solidificacao NucleacaoDocumento27 pagineAula 7 - Cristalizacao Solidificacao NucleacaoCicero MelloNessuna valutazione finora
- Economia de EnergiaDocumento1 paginaEconomia de EnergiaCicero MelloNessuna valutazione finora
- Manual STEP 5 V6.6 - Programação de Estação de Lavagem de CarrosDocumento51 pagineManual STEP 5 V6.6 - Programação de Estação de Lavagem de CarrosGilmacribdNessuna valutazione finora
- Economia de EnergiaDocumento1 paginaEconomia de EnergiaCicero MelloNessuna valutazione finora
- Resumo - Família - 2º BiDocumento30 pagineResumo - Família - 2º Bi9g7jzcdx5fNessuna valutazione finora
- Inovação em óculos de segurança digitaisDocumento8 pagineInovação em óculos de segurança digitaisdesetekNessuna valutazione finora
- Portaria - 936 2011 - MJ Credenciamento Pag2Documento1 paginaPortaria - 936 2011 - MJ Credenciamento Pag2Icrad OironetNessuna valutazione finora
- ProdutosDocumento3 pagineProdutosLeandro Lima RamaldesNessuna valutazione finora
- Licenciamento ambiental de portosDocumento32 pagineLicenciamento ambiental de portosRoger landinNessuna valutazione finora
- Relatório de Máquinas ElétricasDocumento30 pagineRelatório de Máquinas ElétricasEder NelsonNessuna valutazione finora
- NR 07 - Vigilância Epidemiológica e Doenças Ocupacionais RespiratóriasDocumento4 pagineNR 07 - Vigilância Epidemiológica e Doenças Ocupacionais RespiratóriasCPSSTNessuna valutazione finora
- Livro Sucesso+no+Leite PDFDocumento99 pagineLivro Sucesso+no+Leite PDFAndressa NunesNessuna valutazione finora
- NBR 08348 NB 763 - Execucao de Sinalizacao Horizontal de Pistas e Patios em AeroportosDocumento2 pagineNBR 08348 NB 763 - Execucao de Sinalizacao Horizontal de Pistas e Patios em AeroportosFelipe Prestes BatistaNessuna valutazione finora
- Diário Da Justiça Eletrônico - Data Da Veiculação - 23 - 08 - 2023Documento240 pagineDiário Da Justiça Eletrônico - Data Da Veiculação - 23 - 08 - 2023desapegolivrosNessuna valutazione finora
- Inovação - Como Aplicar Design Thinking Na Administração Pública - PDFDocumento5 pagineInovação - Como Aplicar Design Thinking Na Administração Pública - PDFAlberto BrandãoNessuna valutazione finora
- Apostila de Auditoria para ConcursosDocumento16 pagineApostila de Auditoria para ConcursosAchei Concursos0% (1)
- TCC Farmácia ClinicaDocumento11 pagineTCC Farmácia ClinicaHenrique JuniorNessuna valutazione finora
- Subsídios à exportação e medidas não tarifáriasDocumento6 pagineSubsídios à exportação e medidas não tarifáriasOsvaldo Esteves SobrinhoNessuna valutazione finora
- Documento de cobrança de imposto industrialDocumento2 pagineDocumento de cobrança de imposto industrialAlfredo FerrãoNessuna valutazione finora
- Blocos LED segurança reduzem consumo 75Documento3 pagineBlocos LED segurança reduzem consumo 75npfhenriquesNessuna valutazione finora
- Vagas Sorocaba 09/04Documento39 pagineVagas Sorocaba 09/04Adriana VendraminiNessuna valutazione finora
- Dimensionando lajes pré-moldadas com EPSDocumento34 pagineDimensionando lajes pré-moldadas com EPSGuilherme TelesNessuna valutazione finora
- Simulado Pne 01Documento4 pagineSimulado Pne 01Helio Dos Santos CorreiaNessuna valutazione finora
- Nota de Serviço Marilan 197Documento1 paginaNota de Serviço Marilan 197WebSAT SoluçõesNessuna valutazione finora
- Caminhos para reduzir a burocracia dos pequenos negóciosDocumento45 pagineCaminhos para reduzir a burocracia dos pequenos negóciosucon 2209Nessuna valutazione finora
- Já Agora, o Jornal Gratuito Da Covilhã e Fundão, Nº 79Documento12 pagineJá Agora, o Jornal Gratuito Da Covilhã e Fundão, Nº 79jaagoraNessuna valutazione finora
- ENG.-ELÉTRICA UninorteDocumento4 pagineENG.-ELÉTRICA UninorteJean Martins FrancoNessuna valutazione finora
- Reflexão Cultura Comunicação e MédiaDocumento1 paginaReflexão Cultura Comunicação e MédiaMélita MeloNessuna valutazione finora
- Infraestruturas de água e saneamentoDocumento20 pagineInfraestruturas de água e saneamentoGerson MacaringueNessuna valutazione finora