Potrebbero piacerti anche
- Honda S2000 (00-03) Service ManualDocumento0 pagineHonda S2000 (00-03) Service Manualmcustom1Nessuna valutazione finora
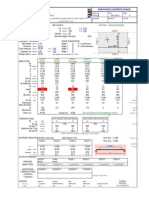
- Raft Slab DesignDocumento5 pagineRaft Slab DesignLekins Sefiu Yekini100% (2)
- Chemical Design Team PPT ReviewDocumento25 pagineChemical Design Team PPT ReviewMaryam AlqasimyNessuna valutazione finora
- Growing Power of Social MediaDocumento13 pagineGrowing Power of Social MediaKiran HanifNessuna valutazione finora
- Techno-Economic Modelling and Cost Functions of CO Capture ProcessesDocumento11 pagineTechno-Economic Modelling and Cost Functions of CO Capture ProcessesAlex MarkNessuna valutazione finora
- Guidelines For Noise Labelling and Emission Limits of Outdoor Sources 2nd Edition 2007Documento30 pagineGuidelines For Noise Labelling and Emission Limits of Outdoor Sources 2nd Edition 2007sl1828Nessuna valutazione finora
- Che 456 Spring 2011 Major 2 Styrene Production BackgroundDocumento6 pagineChe 456 Spring 2011 Major 2 Styrene Production Backgroundyamel huaira taipeNessuna valutazione finora
- Research ProjectDocumento30 pagineResearch ProjectYasser AshourNessuna valutazione finora
- Comsol Nonisothermal Plug Flow ReactorDocumento14 pagineComsol Nonisothermal Plug Flow ReactorArjun TomerNessuna valutazione finora
- Tab 05 GEK 106899 Startup and Shutdown ControlDocumento10 pagineTab 05 GEK 106899 Startup and Shutdown Controlherysyam100% (1)
- CEIC2000 Exam 2016 MainDocumento18 pagineCEIC2000 Exam 2016 MainMeena LochniNessuna valutazione finora
- Marcotullio DissertationDocumento156 pagineMarcotullio Dissertationn.hartonoNessuna valutazione finora
- (Polish Journal of Chemical Technology) Process Simulation of Dimethyl Ether Synthesis Via Methanol Vapor Phase DehydrationDocumento6 pagine(Polish Journal of Chemical Technology) Process Simulation of Dimethyl Ether Synthesis Via Methanol Vapor Phase DehydrationKaramYassNessuna valutazione finora
- Data Center Site Infrastructure Tier Standard: Topology: Uptime Institute, LLCDocumento0 pagineData Center Site Infrastructure Tier Standard: Topology: Uptime Institute, LLCOrlando Ramirez MedinaNessuna valutazione finora
- C 20 Series - Lubrication and Maintenance Schedule - 2010Documento22 pagineC 20 Series - Lubrication and Maintenance Schedule - 2010Centrifugal SeparatorNessuna valutazione finora
- Unit-10 Methanol To OlefinDocumento19 pagineUnit-10 Methanol To OlefinDurgesh Dev TripathiNessuna valutazione finora
- Wacker Process Slides 2008Documento5 pagineWacker Process Slides 2008Zakariya AdamNessuna valutazione finora
- Nonlinear ProgrammingDocumento4 pagineNonlinear ProgrammingsolomonNessuna valutazione finora
- Partial Molar Volumes From Refractive Index MeasurementsDocumento4 paginePartial Molar Volumes From Refractive Index MeasurementsFelipe Antonio Vasquez CarrascoNessuna valutazione finora
- Modeling and Simulation of CSTR For Manufacture of Propylene GlycolDocumento6 pagineModeling and Simulation of CSTR For Manufacture of Propylene Glycolantoojacome100% (1)
- TriacetinDocumento11 pagineTriacetinAzhari Gajah100% (1)
- 1-A Comparison of Steady-State Eq and Rate-Based ModelsDocumento10 pagine1-A Comparison of Steady-State Eq and Rate-Based ModelsVinh Vật VãNessuna valutazione finora
- B.Tech CH PDFDocumento146 pagineB.Tech CH PDFAshutosh MishraNessuna valutazione finora
- CRE1 Fogler 1 Mole Balances Reactors 2016Documento56 pagineCRE1 Fogler 1 Mole Balances Reactors 2016Rathish RagooNessuna valutazione finora
- Meyer Coal 2014Documento23 pagineMeyer Coal 2014Molote Erwin MalieheNessuna valutazione finora
- Lab 4 SimulationDocumento8 pagineLab 4 SimulationaziziNessuna valutazione finora
- Solutions Set 6Documento19 pagineSolutions Set 6Augustine BrockNessuna valutazione finora
- RCMDocumento15 pagineRCMAdzamNessuna valutazione finora
- Source Material PDFDocumento2 pagineSource Material PDFsantisal11Nessuna valutazione finora
- ChemCAD Tutorial 1Documento37 pagineChemCAD Tutorial 1galihasyhari100% (1)
- Isothermal Reactor Design FundamentalsDocumento15 pagineIsothermal Reactor Design FundamentalsMishka JanghbahadurNessuna valutazione finora
- Introduction To Chemcad 5.1Documento34 pagineIntroduction To Chemcad 5.1Kennie Ntege LubwamaNessuna valutazione finora
- PHE Control Mechanism PDFDocumento6 paginePHE Control Mechanism PDFNaren VmdNessuna valutazione finora
- Indus Waste ProblemsDocumento3 pagineIndus Waste ProblemsZeus Ian DuarteNessuna valutazione finora
- Engenharia Ambiental SM SampleDocumento10 pagineEngenharia Ambiental SM SampleJocirlei Felicio0% (1)
- Acetaldol MsdsDocumento6 pagineAcetaldol Msdsdlr1233Nessuna valutazione finora
- Developing and Using Stio Tables NotesDocumento27 pagineDeveloping and Using Stio Tables NotesThabangNessuna valutazione finora
- Arc Discharge ApplicationDocumento15 pagineArc Discharge ApplicationHong Chun LeeNessuna valutazione finora
- Report Rafael Damar ArjanggiDocumento28 pagineReport Rafael Damar ArjanggiRafael DamarNessuna valutazione finora
- Assignment 1Documento3 pagineAssignment 1imtiazNessuna valutazione finora
- UcucucDocumento97 pagineUcucucJV Custodio100% (2)
- Bulk Polymerization 2015Documento14 pagineBulk Polymerization 2015Haiqal AzizNessuna valutazione finora
- Lab 3Documento16 pagineLab 3Paen Zulkifli100% (1)
- Lab Report Cstr-Intro Appa ProceDocumento6 pagineLab Report Cstr-Intro Appa Procesolehah misniNessuna valutazione finora
- Report TemplateDocumento9 pagineReport Templatedmscott10Nessuna valutazione finora
- POLYMATHDocumento9 paginePOLYMATHBigNessuna valutazione finora
- Nowak 1966Documento9 pagineNowak 1966adedwi utamaNessuna valutazione finora
- VBClientDocumento4 pagineVBClientRector KhanNessuna valutazione finora
- CN4223R Microelectronics Thin Film Cleaning TechnologyDocumento16 pagineCN4223R Microelectronics Thin Film Cleaning TechnologyJohnNessuna valutazione finora
- Advanced Polymer TechnologyDocumento4 pagineAdvanced Polymer Technologykhoa chauNessuna valutazione finora
- Vapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-Ensemble GazDocumento13 pagineVapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-Ensemble GazebrarNessuna valutazione finora
- Enrtl-Rk Rate Based Dga ModelDocumento30 pagineEnrtl-Rk Rate Based Dga ModelsamandondonNessuna valutazione finora
- Adnan Aljarallah 1988 Kinetic of MTBE Over AmberlystDocumento6 pagineAdnan Aljarallah 1988 Kinetic of MTBE Over AmberlystJason NunezNessuna valutazione finora
- Energy Conservation in DistillationDocumento4 pagineEnergy Conservation in DistillationRajat WadhwaniNessuna valutazione finora
- Polyethylene Terephthalate (PET) : A Comprehensive Review: What Is PET Plastic?Documento8 paginePolyethylene Terephthalate (PET) : A Comprehensive Review: What Is PET Plastic?Ahmad Shah 8999Nessuna valutazione finora
- Purge Gas Purification and Recovery in Ammonia Plants: Process DescriptionDocumento5 paginePurge Gas Purification and Recovery in Ammonia Plants: Process DescriptionFerdian AziziNessuna valutazione finora
- Transport Phenomena Lab ManualDocumento59 pagineTransport Phenomena Lab ManualPranjal AnandNessuna valutazione finora
- JAQUET Greenline EDocumento12 pagineJAQUET Greenline Eseriousguy2Nessuna valutazione finora
- Hda ProcessDocumento53 pagineHda ProcessEmm TeddyNessuna valutazione finora
- Integración IV: Introducción A DWSIM 2018Documento55 pagineIntegración IV: Introducción A DWSIM 2018willycoyote1990-1Nessuna valutazione finora
- Chapter 3 SQCDocumento22 pagineChapter 3 SQCShishir GyawaliNessuna valutazione finora
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorDocumento8 pagineAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenNessuna valutazione finora
- Enzymes: A Practical Introduction to Structure, Mechanism, and Data AnalysisDa EverandEnzymes: A Practical Introduction to Structure, Mechanism, and Data AnalysisValutazione: 4 su 5 stelle4/5 (2)
- Dynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsDa EverandDynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsNessuna valutazione finora
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsDa EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsValutazione: 4 su 5 stelle4/5 (1)
- Programa Congreso CIDUPDocumento2 paginePrograma Congreso CIDUPGigi GallardoNessuna valutazione finora
- Iwss 31 Win en AgDocumento237 pagineIwss 31 Win en AgmarimiteNessuna valutazione finora
- Design and analyze a non-inverting op-amp circuit with gain of 10Documento7 pagineDesign and analyze a non-inverting op-amp circuit with gain of 10Mandeep KaloniaNessuna valutazione finora
- Wireless Sensor Network Using Zigbee: Nidhi Patel, Hiren Kathiriya, Arjav BavarvaDocumento5 pagineWireless Sensor Network Using Zigbee: Nidhi Patel, Hiren Kathiriya, Arjav BavarvaDavidleonardo GalindoNessuna valutazione finora
- InvoicedfgvnhbjnmDocumento1 paginaInvoicedfgvnhbjnmJay VayedaNessuna valutazione finora
- Oleh - Fadli Satrio Fadjri - Prof. Dr. Ing. Ir. Rudi Rubiandini R.SDocumento3 pagineOleh - Fadli Satrio Fadjri - Prof. Dr. Ing. Ir. Rudi Rubiandini R.SGusti PanuntunNessuna valutazione finora
- Article - Content Management Maturity ModelDocumento4 pagineArticle - Content Management Maturity Modelprasannalaldas100% (3)
- Ijsec 1.0Documento3 pagineIjsec 1.0Hagi ShahidNessuna valutazione finora
- Portfolio Ross ReevesDocumento17 paginePortfolio Ross ReevesRoss ReevesNessuna valutazione finora
- Application of PWM Speed ControlDocumento7 pagineApplication of PWM Speed ControlJMCproductsNessuna valutazione finora
- Lumascape Lightings CatalogueDocumento265 pagineLumascape Lightings CatalogueajlounicNessuna valutazione finora
- Export Catalouge 2017 (Full Catalouge) - 1Documento62 pagineExport Catalouge 2017 (Full Catalouge) - 1Mari RadiantNessuna valutazione finora
- Position: Chapter-9 Flow Past Through BodyDocumento3 paginePosition: Chapter-9 Flow Past Through BodyAbishek AdhikariNessuna valutazione finora
- PP43C10-10.25-VS 43c10varDocumento2 paginePP43C10-10.25-VS 43c10varJonas RachidNessuna valutazione finora
- RVR & JC College BTech Course Scheme 2012-13Documento211 pagineRVR & JC College BTech Course Scheme 2012-13Madhusudhan Rao KNessuna valutazione finora
- TRINITY GCSL S2707 Quick Reference: J22 Front Panel ConnectorDocumento1 paginaTRINITY GCSL S2707 Quick Reference: J22 Front Panel Connectorrick krossNessuna valutazione finora
- 1SDA074199R1 Ekip Touch Lsig E1 2 E6 2Documento2 pagine1SDA074199R1 Ekip Touch Lsig E1 2 E6 2Vanderson Beltrão de CarvalhoNessuna valutazione finora
- Activities Plan - Assets Inventory (Lake House, Club Huis & Green Sport)Documento8 pagineActivities Plan - Assets Inventory (Lake House, Club Huis & Green Sport)Customer ServiceNessuna valutazione finora
- Huarui Technologies Co.,Ltd VipDocumento19 pagineHuarui Technologies Co.,Ltd Vipdrfaizal01Nessuna valutazione finora
- LbiDocumento13 pagineLbiAac AacNessuna valutazione finora
- EmeakDocumento3 pagineEmeakSantosh RecruiterNessuna valutazione finora
- Slack Byte and Structure Padding in StructuresDocumento3 pagineSlack Byte and Structure Padding in StructureskrishnanandNessuna valutazione finora
- Contoh Spoof TextDocumento7 pagineContoh Spoof TextIndrayaniNessuna valutazione finora