Potrebbero piacerti anche
- API RP 571 Damag 10Documento12 pagineAPI RP 571 Damag 10JithuJohn100% (2)
- General Damage Mechanisms in Refining IndustriesDocumento32 pagineGeneral Damage Mechanisms in Refining IndustriesMahmoud Hagag100% (1)
- Summary of API 571 Damage Mechanism in The Scope of API 510 ExamDocumento1 paginaSummary of API 571 Damage Mechanism in The Scope of API 510 ExamMahmoud El Nakeeb100% (1)
- API 571 SummaryDocumento17 pagineAPI 571 Summarymitesh100% (2)
- Damage Mechanisms For API 653Documento10 pagineDamage Mechanisms For API 653Saran KumarNessuna valutazione finora
- API 571 Certificate PreparationDocumento5 pagineAPI 571 Certificate PreparationAgnes Chong100% (2)
- API 571 Reference CardDocumento7 pagineAPI 571 Reference CardKriz Earnest100% (3)
- 1 - API 571 (19 DMS)Documento42 pagine1 - API 571 (19 DMS)Mohammed Kadhim100% (2)
- General damage mechanisms and corrosion types overviewDocumento1 paginaGeneral damage mechanisms and corrosion types overviewBashu PoudelNessuna valutazione finora
- API RP 571 Test QuestionsDocumento22 pagineAPI RP 571 Test QuestionsShrikant Moje100% (1)
- API 571 Introduction to Damage MechanismsDocumento112 pagineAPI 571 Introduction to Damage MechanismsMahmoud Hagag100% (3)
- Mechanical and Metallurgical Failure MechanismsDocumento105 pagineMechanical and Metallurgical Failure MechanismsMohammad Hamdani100% (1)
- CML PlacementDocumento3 pagineCML PlacementAhmedNessuna valutazione finora
- API 571 DemoDocumento14 pagineAPI 571 DemoRueda Joan100% (1)
- API-571 Mockup Test-03-QuestionsDocumento12 pagineAPI-571 Mockup Test-03-QuestionsMetzer LLC100% (1)
- API 571 Exam E (December 2014 Memories ... 70 Q&ADocumento5 pagineAPI 571 Exam E (December 2014 Memories ... 70 Q&ABilal100% (1)
- API 571 Study GuideDocumento8 pagineAPI 571 Study Guidenikafiq100% (4)
- API 571 Question Bank PDFDocumento3 pagineAPI 571 Question Bank PDFcertii bong100% (3)
- API 571 QuizDocumento28 pagineAPI 571 Quizmohamed100% (2)
- API 571+à+ç+å+Documento7 pagineAPI 571+à+ç+å+Bilal Ghazanfar100% (1)
- API 510 - API571 Damage Mechanisms Summary-Sep 2016 ExamDocumento20 pagineAPI 510 - API571 Damage Mechanisms Summary-Sep 2016 Examdfz138Nessuna valutazione finora
- Microsoft Word - API 571 QuestionsDocumento6 pagineMicrosoft Word - API 571 QuestionsMadhavan Shankar100% (1)
- Piping Injection PointsDocumento4 paginePiping Injection PointsTarek YehiaNessuna valutazione finora
- Api 571 Test QuestionsDocumento10 pagineApi 571 Test QuestionsQaisir Mehmood100% (1)
- Demo API 571Documento5 pagineDemo API 571wajdi100% (1)
- API-571 Mockup Test-02-QuestionsDocumento12 pagineAPI-571 Mockup Test-02-QuestionsMetzer LLC100% (1)
- 5 16259779815014437Documento26 pagine5 16259779815014437Hafizul Hisyam Maysih Luzifah100% (1)
- Failure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)Documento100 pagineFailure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)أحمد صبحى100% (3)
- Api 571 NotesDocumento22 pagineApi 571 NotesAMN zd100% (9)
- Corrosion LoopsDocumento57 pagineCorrosion LoopsYousuf Memon100% (1)
- API 571 Study GuideDocumento11 pagineAPI 571 Study Guideviller_lp100% (4)
- API-571 Mockup Test QuestionsDocumento13 pagineAPI-571 Mockup Test QuestionsMonday100% (1)
- API 571 Damage MechanismsDocumento16 pagineAPI 571 Damage MechanismsTahseen Jwad100% (1)
- API 571 Coloured KeyDocumento1 paginaAPI 571 Coloured Keymuhammad faisal100% (1)
- API 571 Practice Questions on Corrosion, Fatigue and Hydrogen DamageDocumento4 pagineAPI 571 Practice Questions on Corrosion, Fatigue and Hydrogen DamageSantanu Saha100% (2)
- API 571 QuestionsDocumento7 pagineAPI 571 QuestionsMahmoud HagagNessuna valutazione finora
- API 571 Notes ImportantDocumento6 pagineAPI 571 Notes ImportantMalik Ansar Hayat100% (1)
- Boost Your Certification Score with ExamsBoostDocumento7 pagineBoost Your Certification Score with ExamsBoostUrea3 MaintenanceNessuna valutazione finora
- Examsgrade API 580 Exam Questions AnswersDocumento7 pagineExamsgrade API 580 Exam Questions AnswersMansoor AliNessuna valutazione finora
- PetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Documento9 paginePetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Gonzalo TelleríaNessuna valutazione finora
- Risk-Based Inspection Program Best Practice - Executive SummaryDocumento31 pagineRisk-Based Inspection Program Best Practice - Executive SummaryAndika ChemEngNessuna valutazione finora
- API 571 SpreadsheetDocumento38 pagineAPI 571 Spreadsheetjasminnee100% (3)
- API 571 Exercises, Rev2Documento11 pagineAPI 571 Exercises, Rev2ariyamanjula2914100% (4)
- ExamsBoost API-571 Test Practice Questions PDFDocumento10 pagineExamsBoost API-571 Test Practice Questions PDFGonzalo Maggio100% (9)
- API 570 EXAM D (50 OPEN BOOK Q & ADocumento38 pagineAPI 570 EXAM D (50 OPEN BOOK Q & Aأحمد صبحى100% (4)
- API 571 SummaryDocumento119 pagineAPI 571 SummaryBilal Ghazanfar100% (1)
- API 580 Exam QuestionsDocumento24 pagineAPI 580 Exam QuestionsMourad AdelNessuna valutazione finora
- API 510 QUIZ No.4 With AnswersDocumento5 pagineAPI 510 QUIZ No.4 With AnswersHatem Ragab100% (2)
- API 570 piping classification and inspection intervalsDocumento34 pagineAPI 570 piping classification and inspection intervalsjacquesmayol0% (1)
- Examen de Evaluación API 571Documento18 pagineExamen de Evaluación API 571berray2007100% (2)
- API 570 Open BookDocumento9 pagineAPI 570 Open BookMusa ÇelikNessuna valutazione finora
- API 571 Damage MechanismDocumento2 pagineAPI 571 Damage MechanismProkop50% (2)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingDa EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNessuna valutazione finora
- Asset Integrity Management A Complete Guide - 2020 EditionDa EverandAsset Integrity Management A Complete Guide - 2020 EditionNessuna valutazione finora
- Risk Based Inspection A Complete Guide - 2020 EditionDa EverandRisk Based Inspection A Complete Guide - 2020 EditionNessuna valutazione finora
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDa EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNessuna valutazione finora
- API 571 Comparison Sheet API 570Documento3 pagineAPI 571 Comparison Sheet API 570HARDIK PATELNessuna valutazione finora
- Api 571 CorrosionDocumento5 pagineApi 571 CorrosionArun GuptaNessuna valutazione finora
- Corrosion: Lydia - Uitm SaDocumento9 pagineCorrosion: Lydia - Uitm SaLydiaRH100% (1)
- API 571 Reference Card Provides Overview of Corrosion Mechanisms and FailuresDocumento7 pagineAPI 571 Reference Card Provides Overview of Corrosion Mechanisms and FailuresLaith SalmanNessuna valutazione finora
- MULTIPLE CHOICE PAPER EXAMDocumento2 pagineMULTIPLE CHOICE PAPER EXAMJeyakandan MarudiahNessuna valutazione finora
- UserGuide - 510 - 570 - 653 PDFDocumento25 pagineUserGuide - 510 - 570 - 653 PDFMurugananthamParamasivamNessuna valutazione finora
- Process Hazard AnalysisDocumento18 pagineProcess Hazard AnalysisJeyakandan MarudiahNessuna valutazione finora
- O o o oDocumento2 pagineO o o oJeyakandan MarudiahNessuna valutazione finora
- Mil STD 1949Documento36 pagineMil STD 1949ManivannanMudhaliarNessuna valutazione finora
- The Fundamentals of Industrial Radiography PDFDocumento34 pagineThe Fundamentals of Industrial Radiography PDFrenanventuraNessuna valutazione finora
- ASME 9 Base Metal PDocumento2 pagineASME 9 Base Metal PRanjith GamageNessuna valutazione finora
- Acoustic Emission Method - Short Presentation For StudentsDocumento45 pagineAcoustic Emission Method - Short Presentation For StudentsSubash Naga100% (2)
- UserGuide - 510 - 570 - 653 PDFDocumento25 pagineUserGuide - 510 - 570 - 653 PDFMurugananthamParamasivamNessuna valutazione finora
- 2 - 2 - Suggestions For Welding Stainless SteelDocumento18 pagine2 - 2 - Suggestions For Welding Stainless SteelJeyakandan MarudiahNessuna valutazione finora
- 06a-Rt TechDocumento2 pagine06a-Rt TechJeyakandan MarudiahNessuna valutazione finora
- API 510, 570 and 653 exam tutorial guideDocumento25 pagineAPI 510, 570 and 653 exam tutorial guideEswaran100% (1)
- A Study On The Modeling of Magnetic Arc Deflection and Dynamic Analysis of Arc SensorDocumento6 pagineA Study On The Modeling of Magnetic Arc Deflection and Dynamic Analysis of Arc SensorTenkre TenNessuna valutazione finora
- 2 - 2 - Suggestions For Welding Stainless SteelDocumento3 pagine2 - 2 - Suggestions For Welding Stainless SteelJeyakandan MarudiahNessuna valutazione finora
- Welding ParametersDocumento124 pagineWelding ParametersJeyakandan MarudiahNessuna valutazione finora
- ASME 9 Base Metal PDocumento2 pagineASME 9 Base Metal PRanjith GamageNessuna valutazione finora
- Sae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickDocumento9 pagineSae Technical Paper Series: Alan P. Druschitz, Thomas E. Prucha, Adam E. Kopper and Thomas A. ChadwickAliakbar SaifeeNessuna valutazione finora
- Diamond Bit Design HandoutDocumento19 pagineDiamond Bit Design Handoutamin peyvand100% (1)
- Conservation of angular momentum examplesDocumento4 pagineConservation of angular momentum examplesidraumrNessuna valutazione finora
- Models - Cfd.displacement VentilationDocumento20 pagineModels - Cfd.displacement VentilationMarioNessuna valutazione finora
- Anti Reflective Coating PhotoresistDocumento7 pagineAnti Reflective Coating PhotoresistsaipramodNessuna valutazione finora
- WATMOVE - Final Report PDFDocumento16 pagineWATMOVE - Final Report PDFhusham aliNessuna valutazione finora
- Building Materials and Structures - 2/2020Documento89 pagineBuilding Materials and Structures - 2/2020MPBGDNessuna valutazione finora
- Atomic Radius and Ionization Energy TrendsDocumento4 pagineAtomic Radius and Ionization Energy TrendsJDR JDRNessuna valutazione finora
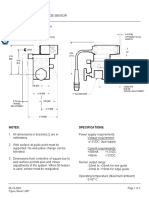
- Installation of the SE-26A Line Guide SensorDocumento2 pagineInstallation of the SE-26A Line Guide SensorDeniMestiWidiantoNessuna valutazione finora
- Lab # 5. Collision Experiment: Trajectory of The Object IsDocumento4 pagineLab # 5. Collision Experiment: Trajectory of The Object IsClaraSintaNessuna valutazione finora
- Soil Mechanics Settlement Calculation Stress IncreasesDocumento15 pagineSoil Mechanics Settlement Calculation Stress Increasestolgadurmaz100% (1)
- TTVA Fender Data SheetDocumento3 pagineTTVA Fender Data SheetNestor Fernando LagraNaNessuna valutazione finora
- Measuring Trench Structures with Model-Based Infrared ReflectometryDocumento4 pagineMeasuring Trench Structures with Model-Based Infrared ReflectometryWilson CheinNessuna valutazione finora
- Characterization TechniquesDocumento8 pagineCharacterization TechniquesAyush SinghNessuna valutazione finora
- PNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsDocumento23 paginePNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsStandpro Testing CenterNessuna valutazione finora
- Intro To Fiber Yarn FabricDocumento29 pagineIntro To Fiber Yarn FabricAbu Naser Md AbdullahNessuna valutazione finora
- FM - PW-MT Fhi - UPFDocumento75 pagineFM - PW-MT Fhi - UPFarnoldNessuna valutazione finora
- Glass Lining TechDocumento20 pagineGlass Lining TechtecvidyaNessuna valutazione finora
- Rectbeam (318-05)Documento16 pagineRectbeam (318-05)Tayyab ZafarNessuna valutazione finora
- 2DOF System Free Vibration AnalysisDocumento42 pagine2DOF System Free Vibration Analysismohanrajjercy71Nessuna valutazione finora
- How To Select Shell and Tube HEDocumento10 pagineHow To Select Shell and Tube HEgigihpradana100% (1)
- IWCE AbstractsBook Final2015Documento232 pagineIWCE AbstractsBook Final2015Debanjan AcharyyaNessuna valutazione finora
- 3Documento34 pagine3Santiago José Valbuena FernándezNessuna valutazione finora
- Aircraft Steel Data SheetDocumento4 pagineAircraft Steel Data Sheetrodryguo74Nessuna valutazione finora
- AISC 360 - Moment Connection Design ExampleDocumento10 pagineAISC 360 - Moment Connection Design ExamplegireeshaNessuna valutazione finora
- Overhauling of Boiler Burner AssemblyDocumento4 pagineOverhauling of Boiler Burner AssemblyAayush AgrawalNessuna valutazione finora
- En 10164-1993Documento8 pagineEn 10164-1993Marija IvanovskaNessuna valutazione finora
- Abstract - Fatigue Behavior in Strain Cycling in The Low and Intermediate Cycle RangeDocumento55 pagineAbstract - Fatigue Behavior in Strain Cycling in The Low and Intermediate Cycle RangeZarra FaktNessuna valutazione finora
- MSE 280: Introduction To Engineering MaterialsDocumento44 pagineMSE 280: Introduction To Engineering Materialsjains.boyNessuna valutazione finora
- Cu-ETP: C11000 Industrial RolledDocumento4 pagineCu-ETP: C11000 Industrial Rolledsrsivaraman81Nessuna valutazione finora