Potrebbero piacerti anche
- Hidrociclones en Planta ConcentradorasDocumento12 pagineHidrociclones en Planta ConcentradorasCristhofer100% (1)
- Conminución UNIDocumento17 pagineConminución UNIJorge muñozNessuna valutazione finora
- Ambores de Lavado Sobre Neumáticos SeproDocumento14 pagineAmbores de Lavado Sobre Neumáticos SeproNataly Canales VilcaNessuna valutazione finora
- Chancado 2Documento221 pagineChancado 2Ivone100% (1)
- Tema: Selección Y Dimensionamiento de Trituradoras PrimariasDocumento21 pagineTema: Selección Y Dimensionamiento de Trituradoras PrimariasC Ronie SandiNessuna valutazione finora
- Trabajo de Chancadores PDFDocumento13 pagineTrabajo de Chancadores PDFNicole Alcayaga Campillay50% (6)
- jKSE Molino SAG AGDocumento32 paginejKSE Molino SAG AGSamuel HuapallaNessuna valutazione finora
- GravimetriaDocumento76 pagineGravimetriaJames WrightNessuna valutazione finora
- Chancado de MineralesDocumento49 pagineChancado de MineralesRAFAEL CHAVEZ YAURINessuna valutazione finora
- ChancadoraDocumento24 pagineChancadoraLuisAlbertoPortalAlvaradoNessuna valutazione finora
- UNAB - Prep. Mec. Min. - MET 2020 - CHANCADODocumento57 pagineUNAB - Prep. Mec. Min. - MET 2020 - CHANCADOCarlos CastroNessuna valutazione finora
- Proceso Chancado MoliendaDocumento60 pagineProceso Chancado MoliendaMiiliithaa Laa Piola Tocto100% (1)
- Concentrado Gravimétrico de Oro GruesoDocumento15 pagineConcentrado Gravimétrico de Oro GruesoAnonymous 9nMcJe8cNessuna valutazione finora
- 4 CLASE TP Trituradores y Nos p2 2019-10Documento43 pagine4 CLASE TP Trituradores y Nos p2 2019-10DsgNessuna valutazione finora
- Diseño de Plantas Metalúrgicas ExDocumento7 pagineDiseño de Plantas Metalúrgicas ExBryan CanoNessuna valutazione finora
- Problemas de Chancado y CribadDocumento36 pagineProblemas de Chancado y CribadPatriciaLlacsaLázaro100% (1)
- Teoria ChancadoDocumento34 pagineTeoria ChancadoEstefania Ordóñez100% (2)
- Dimensionamiento de Equipos ProcesamientoDocumento76 pagineDimensionamiento de Equipos ProcesamientoFrank Gerald Alejos LeonNessuna valutazione finora
- Informe de ConminucionDocumento11 pagineInforme de ConminucionJuanito PerezNessuna valutazione finora
- Ucd5746 01Documento104 pagineUcd5746 01Elena Tobar VelásquezNessuna valutazione finora
- Manual de ChancadoDocumento63 pagineManual de Chancadofelix angel rivera garcia100% (1)
- Informe de Chancadora QuijadaDocumento5 pagineInforme de Chancadora Quijadamanue100% (1)
- Preparacion Mecanica de Minerales 2 PDFDocumento70 paginePreparacion Mecanica de Minerales 2 PDFSergio V. LorcaNessuna valutazione finora
- Proceso y Op. de Plantas Mineras 2019Documento526 pagineProceso y Op. de Plantas Mineras 2019jaime riosNessuna valutazione finora
- Informe Monografico LeonelDocumento76 pagineInforme Monografico LeonelferlobeznoNessuna valutazione finora
- Procesamiento de MineralesDocumento157 pagineProcesamiento de MineralesRonald ContrerasNessuna valutazione finora
- Presentacion 1 RenioDocumento11 paginePresentacion 1 Reniogiovai100% (1)
- Capitulo ViDocumento20 pagineCapitulo ViNataniel Linares Gutiérrez67% (3)
- Procesamiento Minero MolidenoDocumento48 pagineProcesamiento Minero MolidenoKenny Franco0% (1)
- ChancadoDocumento44 pagineChancadoronyNessuna valutazione finora
- Carbón ActivadoDocumento4 pagineCarbón ActivadoSteve Jhon DiazNessuna valutazione finora
- Trabajo TecsupDocumento6 pagineTrabajo TecsupLuis VeraNessuna valutazione finora
- Operacion de Chancado / TeoriaDocumento8 pagineOperacion de Chancado / Teoriamary mormontoy100% (1)
- JksimmetDocumento16 pagineJksimmetNedzon Pinto CatalanNessuna valutazione finora
- Muestreo de MineralesDocumento48 pagineMuestreo de MineralesDaniela Santana ContrerasNessuna valutazione finora
- Chancado y MoliendaDocumento149 pagineChancado y MoliendaCarlos Mendoza Juarez100% (2)
- Concentración de FlotaciónDocumento6 pagineConcentración de FlotaciónFerny RamirezNessuna valutazione finora
- Conminucion - ChancadoDocumento21 pagineConminucion - ChancadoRONALDNessuna valutazione finora
- TOSTACIÓNDocumento9 pagineTOSTACIÓNJose Luis Chumpitaz ZárateNessuna valutazione finora
- Taller N°3 ConminucionDocumento10 pagineTaller N°3 ConminucionOsman SarNessuna valutazione finora
- Overview Del Proceso en Concentradora Antapaccay - by GJDocumento21 pagineOverview Del Proceso en Concentradora Antapaccay - by GJRicardo YeritNessuna valutazione finora
- Manual Chancado Procesamiento MineralesDocumento33 pagineManual Chancado Procesamiento MineralesCarlos DiazNessuna valutazione finora
- Concentración Magnetica Vía HumedaDocumento11 pagineConcentración Magnetica Vía HumedaPablo Salinas ValeroNessuna valutazione finora
- Consumo de Energía en Operaciones de Conminución de MineralesDocumento5 pagineConsumo de Energía en Operaciones de Conminución de MineralesroledingNessuna valutazione finora
- 3 Cálculos de Molienda - VBADocumento9 pagine3 Cálculos de Molienda - VBAmarco antonio salcedo iquiapazaNessuna valutazione finora
- Chancado ColoradoDocumento23 pagineChancado ColoradoRoberto Cortés DíazNessuna valutazione finora
- Tema V - ÍNDICE DE TRABAJO DE BONDDocumento34 pagineTema V - ÍNDICE DE TRABAJO DE BONDlewis poma rojasNessuna valutazione finora
- 13 30 37 114 117 122 123 124 125 136 PDFDocumento10 pagine13 30 37 114 117 122 123 124 125 136 PDFEnrry SantistebanNessuna valutazione finora
- Grizzly Vibratorio PDFDocumento8 pagineGrizzly Vibratorio PDFJose Carlos Ullilen ValverdeNessuna valutazione finora
- Chancado 1Documento9 pagineChancado 1Ivan D GoldNessuna valutazione finora
- Fichas TecnicasDocumento10 pagineFichas TecnicasYesseniaaA'ndreaNessuna valutazione finora
- Planta ConcentradoraDocumento24 paginePlanta ConcentradoraJhosep Anthony Roca CaceresNessuna valutazione finora
- Flotación de MineralesDocumento31 pagineFlotación de MineralesRonal Minaya Rosales100% (1)
- Tolva de Gruesos PDFDocumento1 paginaTolva de Gruesos PDFAnonymous 8PEoBeKNessuna valutazione finora
- Práctica de Flotación de MineralesDocumento5 paginePráctica de Flotación de MineralesJhair ToledoNessuna valutazione finora
- Tecnicas ExamenDocumento6 pagineTecnicas ExamenCarlos Condori RomeroNessuna valutazione finora
- Planta de Flotación PDFDocumento85 paginePlanta de Flotación PDFEduardorh2509Nessuna valutazione finora
- Work Index ClasesDocumento50 pagineWork Index ClasesErikaValenciaAtamariNessuna valutazione finora
- OpeDocumento24 pagineOpeRoger CubasNessuna valutazione finora
- Operaciones Unitarias - LaboratorioDocumento21 pagineOperaciones Unitarias - LaboratorioAnonymous uNHhCrGfr7Nessuna valutazione finora
- Ejercicio 1-2Documento8 pagineEjercicio 1-2AnthoniNessuna valutazione finora
- Jhon Antoni Ix JoyeriaDocumento8 pagineJhon Antoni Ix JoyeriaAnthoniNessuna valutazione finora
- El Perro Amigo Del Hombre. Reseña TextualDocumento2 pagineEl Perro Amigo Del Hombre. Reseña TextualAnthoniNessuna valutazione finora
- Trabajo de TALLER DE INNOVACIÓN Y EMPRENDIMIENTO.Documento6 pagineTrabajo de TALLER DE INNOVACIÓN Y EMPRENDIMIENTO.AnthoniNessuna valutazione finora
- CUESTIONARIODocumento3 pagineCUESTIONARIOAnthoniNessuna valutazione finora
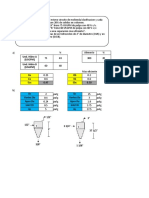
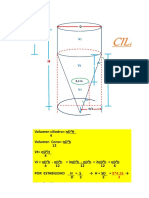
- Tolva Cilindro ConicaDocumento11 pagineTolva Cilindro ConicaAnthoniNessuna valutazione finora
- PotenciometriaDocumento12 paginePotenciometriaAnthoniNessuna valutazione finora
- Comandos de Base de Datos MySQLDocumento9 pagineComandos de Base de Datos MySQLmiguel rodriguez ariasNessuna valutazione finora
- Biomarcadores y BiometriaDocumento6 pagineBiomarcadores y Biometriaamalia casilla vidalNessuna valutazione finora
- Desajuste Del Reloj Biológico en Los NiñosDocumento9 pagineDesajuste Del Reloj Biológico en Los NiñosDeysi Katterine Ramirez OliveraNessuna valutazione finora
- Directrices Creacion y Fortalecimiento Bpdepartamentales - 0Documento22 pagineDirectrices Creacion y Fortalecimiento Bpdepartamentales - 0santyNessuna valutazione finora
- ExposicionDocumento18 pagineExposicionLuis Alfredo GaiborNessuna valutazione finora
- Punto de PartidaDocumento17 paginePunto de Partidaluisalinas21687Nessuna valutazione finora
- MineroReyes JenniferGuiviny M2S3AI5Documento2 pagineMineroReyes JenniferGuiviny M2S3AI5jennifer minero reyesNessuna valutazione finora
- Germen DentalDocumento4 pagineGermen DentalSandra MolinaNessuna valutazione finora
- Problemastema2 IyMH16-17Documento5 pagineProblemastema2 IyMH16-17codriverarvNessuna valutazione finora
- AGUSTÍN HernandezDocumento55 pagineAGUSTÍN HernandezAndo Cano0% (1)
- Yo Composto en Casa, en La Escuela y en Mi ComunidadDocumento2 pagineYo Composto en Casa, en La Escuela y en Mi ComunidadPalestrante Maria Dolores Fortes AlvesNessuna valutazione finora
- Fecha Empresa: Salario: Número de Identificación: Nit: Nombre: Ciudad: Cargo: Tipo de Identificación: Periodo de PagoDocumento1 paginaFecha Empresa: Salario: Número de Identificación: Nit: Nombre: Ciudad: Cargo: Tipo de Identificación: Periodo de PagoJuan Daniel Renteria riascosNessuna valutazione finora
- Matriz de Aspectos e Impactos AmbientalesDocumento12 pagineMatriz de Aspectos e Impactos AmbientalesIsrael Soto EscorciaNessuna valutazione finora
- Certificado Gestion Final Sociedad Portuaria Del Dique 282Documento1 paginaCertificado Gestion Final Sociedad Portuaria Del Dique 282Mery Hellen VegaNessuna valutazione finora
- AchicoriaDocumento14 pagineAchicoriaCesarCumbreraNessuna valutazione finora
- Modulo 3 Sesion 4Documento13 pagineModulo 3 Sesion 4Jackelin Aguilar HuguesNessuna valutazione finora
- Artículo de Tesis - Paola 2022Documento10 pagineArtículo de Tesis - Paola 2022SegundoNessuna valutazione finora
- Manual de Control ElectricoDocumento113 pagineManual de Control ElectricoMalena RodriguezNessuna valutazione finora
- Actividad 2 Matriz Regulacion Toxicologica y Agentes ToxicosDocumento16 pagineActividad 2 Matriz Regulacion Toxicologica y Agentes ToxicosDANY ALEJANDRO POLO RAMIREZNessuna valutazione finora
- 2023 - Guía N°3 (2P) - Tecnicas de OficinaDocumento19 pagine2023 - Guía N°3 (2P) - Tecnicas de OficinaCamila Pava CarreñoNessuna valutazione finora
- Guia+de+Uso+Kraken+v2 2Documento6 pagineGuia+de+Uso+Kraken+v2 2Alex ParedesNessuna valutazione finora
- 06.03 Instalaciones SanitariasDocumento9 pagine06.03 Instalaciones SanitariasCarlos Alberto Gago CuevaNessuna valutazione finora
- Rosa Francisca Ibáñez-Alfaro: CorrespondenciaDocumento19 pagineRosa Francisca Ibáñez-Alfaro: CorrespondenciaEumar AntillanoNessuna valutazione finora
- 513 Urvan Ficha TecnicaDocumento2 pagine513 Urvan Ficha TecnicaJose Ignacio Alvarez ChavezNessuna valutazione finora
- Informe 3 Plan de Trabajo AdolescenteDocumento10 pagineInforme 3 Plan de Trabajo AdolescentelissethNessuna valutazione finora
- Matriz Tecnologo en AdsiDocumento4 pagineMatriz Tecnologo en AdsiVenus ValenciaNessuna valutazione finora
- Comentario de La Novela de J. EstevezDocumento4 pagineComentario de La Novela de J. EstevezHugo UltraNessuna valutazione finora
- Caso A FacturarDocumento4 pagineCaso A FacturarWalter castillo anguloNessuna valutazione finora
- Tiempos QuirurgicosDocumento10 pagineTiempos QuirurgicosRicardo MoralesNessuna valutazione finora
- Acuerdo de Corretaje EmilDocumento3 pagineAcuerdo de Corretaje EmilPablo Asencio GNessuna valutazione finora