Potrebbero piacerti anche
- Fast Response Process: Standardized Rapid Reaction To Quality IssuesDocumento162 pagineFast Response Process: Standardized Rapid Reaction To Quality IssuesSudhagarNessuna valutazione finora
- Module 27. Process CapabilityDocumento44 pagineModule 27. Process Capabilitytaghavi1347Nessuna valutazione finora
- Black Belt Training - Module 2 - Day 1Documento89 pagineBlack Belt Training - Module 2 - Day 1haythemNessuna valutazione finora
- MSA Guide: Measure System Analysis MethodsDocumento61 pagineMSA Guide: Measure System Analysis MethodsDotecho Jzo EyNessuna valutazione finora
- Module 22. Process MeasurementDocumento74 pagineModule 22. Process Measurementtaghavi1347Nessuna valutazione finora
- Module 23. MSA - IntroductionDocumento22 pagineModule 23. MSA - Introductiontaghavi1347Nessuna valutazione finora
- Process Matching Module 1Documento30 pagineProcess Matching Module 1Thanh Vũ Nguyễn100% (1)
- Six Sigma LEANDocumento7 pagineSix Sigma LEANAkshita MuskanNessuna valutazione finora
- ANPQP - DRBFM (Design Review Based On Failure Mode) WORKSHEETDocumento1 paginaANPQP - DRBFM (Design Review Based On Failure Mode) WORKSHEETrenato fabbri100% (1)
- Module 20. Data CollectionDocumento78 pagineModule 20. Data Collectiontaghavi1347Nessuna valutazione finora
- FMEA Guide-Q1Documento161 pagineFMEA Guide-Q1Vikas SinghNessuna valutazione finora
- Module 07. Multi-Generation Project Planning (MGPP)Documento13 pagineModule 07. Multi-Generation Project Planning (MGPP)taghavi1347Nessuna valutazione finora
- The 5-Whys' Method: Example 1Documento3 pagineThe 5-Whys' Method: Example 1initiative1972Nessuna valutazione finora
- Module 25. MSA - Attribute DataDocumento66 pagineModule 25. MSA - Attribute Datataghavi1347Nessuna valutazione finora
- Module 18. Theory of ConstraintsDocumento19 pagineModule 18. Theory of Constraintstaghavi1347Nessuna valutazione finora
- Module 37. Multiple RegressionDocumento59 pagineModule 37. Multiple Regressiontaghavi1347Nessuna valutazione finora
- Perform a Machine Capability Study in 7 StepsDocumento10 paginePerform a Machine Capability Study in 7 StepsAbhishek RanjanNessuna valutazione finora
- Webinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)Documento59 pagineWebinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)taghavi1347Nessuna valutazione finora
- Process and Measurement System Capability AnalysisDocumento18 pagineProcess and Measurement System Capability AnalysisUtkarsh MittalNessuna valutazione finora
- Module 13. Voice of The Customer (VOC)Documento47 pagineModule 13. Voice of The Customer (VOC)taghavi1347Nessuna valutazione finora
- Week 10 - Autonomous Defects Control (Pokayoke Jidoka)Documento43 pagineWeek 10 - Autonomous Defects Control (Pokayoke Jidoka)Nguyễn Ngọc Minh Quân100% (1)
- Module 54. Sustain The GainDocumento43 pagineModule 54. Sustain The Gaintaghavi1347Nessuna valutazione finora
- 5 WhyDocumento13 pagine5 WhyPeter SzógaNessuna valutazione finora
- 02-Quality Management Process 128Documento128 pagine02-Quality Management Process 128QUADRI AYODELENessuna valutazione finora
- Measurement Systems Analysis: Total Quality ManagementDocumento17 pagineMeasurement Systems Analysis: Total Quality ManagementkhamaludinNessuna valutazione finora
- Multivari CHARTSDocumento16 pagineMultivari CHARTSanujkumartyagi9275Nessuna valutazione finora
- Module 39. Improve RoadmapDocumento4 pagineModule 39. Improve Roadmaptaghavi1347Nessuna valutazione finora
- Measurement System AnalysisDocumento1 paginaMeasurement System AnalysisPrakash KancharlaNessuna valutazione finora
- Design For Six Sigma Training BrochureDocumento1 paginaDesign For Six Sigma Training Brochureexamplecg100% (2)
- Module 30. Basic ToolsDocumento69 pagineModule 30. Basic Toolstaghavi1347Nessuna valutazione finora
- 8D 12712Documento6 pagine8D 12712p4 ifmiaNessuna valutazione finora
- Statistical Process Control ChartDocumento69 pagineStatistical Process Control ChartLeechel Ella Recalde (Ellie)Nessuna valutazione finora
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocumento26 pagineCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNessuna valutazione finora
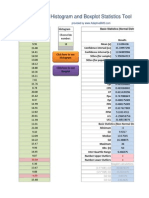
- Histogram Box Plot Statistics AdaptiveBMSDocumento13 pagineHistogram Box Plot Statistics AdaptiveBMSashutoshrvNessuna valutazione finora
- Measurement System AnalysisDocumento50 pagineMeasurement System AnalysisshailendraNessuna valutazione finora
- Six SigmaDocumento80 pagineSix SigmaFarhan MalikNessuna valutazione finora
- Kaizen Event Implementation Manual by Mika, GeoffreyDocumento169 pagineKaizen Event Implementation Manual by Mika, GeoffreyEduardo favelaNessuna valutazione finora
- Statistical Process Control QPSPDocumento166 pagineStatistical Process Control QPSPRAVISSAGARNessuna valutazione finora
- Module 12. High-Level Process Map (SIPOC)Documento28 pagineModule 12. High-Level Process Map (SIPOC)taghavi1347Nessuna valutazione finora
- Why Lean Management WorksDocumento38 pagineWhy Lean Management Worksbharat258Nessuna valutazione finora
- Value Stream Mapping: SeriesDocumento36 pagineValue Stream Mapping: Seriespradeep1987coolNessuna valutazione finora
- Define Phase PDFDocumento159 pagineDefine Phase PDFtata sudheerNessuna valutazione finora
- 6SIGMA CourseDocumento373 pagine6SIGMA CourseDrAshwani BhardwaajNessuna valutazione finora
- Supply Chain ManagementDocumento126 pagineSupply Chain ManagementHarshadNessuna valutazione finora
- Module 36. Simple Linear RegressionDocumento48 pagineModule 36. Simple Linear Regressiontaghavi1347Nessuna valutazione finora
- Transactional Lean I TrainingDocumento157 pagineTransactional Lean I Trainingalexand969100% (1)
- Module 17. Takt TimeDocumento15 pagineModule 17. Takt Timetaghavi1347Nessuna valutazione finora
- FMEA Risk ManagementDocumento64 pagineFMEA Risk ManagementAbhishek Singh TomarNessuna valutazione finora
- Error ProofingDocumento114 pagineError ProofingDebashishDolonNessuna valutazione finora
- Capability Analysis and MSA IntroductionDocumento27 pagineCapability Analysis and MSA IntroductionJosé María MorenoNessuna valutazione finora
- Measurement System Analysis LabDocumento32 pagineMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- Error Proof AssemblyDocumento30 pagineError Proof AssemblySergioRiveroSalcidoNessuna valutazione finora
- Basic Problem Solving (BPS) Template - RevisedDocumento38 pagineBasic Problem Solving (BPS) Template - RevisedgcldesignNessuna valutazione finora
- How To Manage The Transition Successfully: Technical GuideDocumento8 pagineHow To Manage The Transition Successfully: Technical GuideSudhagarNessuna valutazione finora
- 6 Sigma 7 QC Tools Fmea DoeDocumento19 pagine6 Sigma 7 QC Tools Fmea Doeerkushagra100% (1)
- Training: 7 Waste: Insert Image HereDocumento11 pagineTraining: 7 Waste: Insert Image HereukavathekarNessuna valutazione finora
- TransformYourHabits EditedDocumento60 pagineTransformYourHabits EditedGowtham GanesanNessuna valutazione finora
- Measurement Systems Analysis: Champion TrainingDocumento45 pagineMeasurement Systems Analysis: Champion TrainingRavindra ErabattiNessuna valutazione finora
- Breakthrough Strategy: The MAIC RoadmapDocumento61 pagineBreakthrough Strategy: The MAIC RoadmapLucia SabadoNessuna valutazione finora
- Multisensor Instrumentation 6σ Design: Defined Accuracy Computer-Integrated Measurement SystemsDa EverandMultisensor Instrumentation 6σ Design: Defined Accuracy Computer-Integrated Measurement SystemsNessuna valutazione finora
- Loan Calculator Extra PaymentsDocumento22 pagineLoan Calculator Extra PaymentskartikijagNessuna valutazione finora
- Pugh Concept DB FormatDocumento38 paginePugh Concept DB FormatkartikijagNessuna valutazione finora
- Multi Materia Design PaperDocumento111 pagineMulti Materia Design PaperkartikijagNessuna valutazione finora
- Cghs Nabh Application HospitalDocumento27 pagineCghs Nabh Application HospitalGaurav SharmaNessuna valutazione finora
- Design of Joints: Equation Chapter 1 Section 1Documento131 pagineDesign of Joints: Equation Chapter 1 Section 1kartikijag100% (1)
- GMAT Special QuestionsDocumento23 pagineGMAT Special Questionsjackie1234567Nessuna valutazione finora
- Design Mixer Parameters for Optimal Exhaust Fluid MixingDocumento3 pagineDesign Mixer Parameters for Optimal Exhaust Fluid MixingkartikijagNessuna valutazione finora
- 210 Wall ChartsDocumento4 pagine210 Wall ChartskartikijagNessuna valutazione finora
- How To Record in CamtasiaDocumento14 pagineHow To Record in CamtasiakartikijagNessuna valutazione finora
- A Hundred 700+ SC QuestionsDocumento78 pagineA Hundred 700+ SC QuestionsSoma Ghosh100% (2)
- Aluminum Resistance Welding PDFDocumento2 pagineAluminum Resistance Welding PDFkartikijagNessuna valutazione finora
- A Glimpse of Jugaad TechnologyDocumento28 pagineA Glimpse of Jugaad TechnologyrsundharNessuna valutazione finora
- Guidelines For Arc Welding Manual - SmawDocumento28 pagineGuidelines For Arc Welding Manual - SmawManojkumar ThilagamNessuna valutazione finora
- Canadian Welding Bureau Welding For Design Engineers 2006 PDFDocumento518 pagineCanadian Welding Bureau Welding For Design Engineers 2006 PDFmedouazzaneNessuna valutazione finora
- Weld JointDocumento44 pagineWeld JointPratiek RaulNessuna valutazione finora
- Welding Metallurgy - Detailed PDFDocumento28 pagineWelding Metallurgy - Detailed PDFkarcoepm100% (1)
- Aluminum Resistance WeldingDocumento2 pagineAluminum Resistance WeldingkartikijagNessuna valutazione finora
- Design of Joints: Equation Chapter 1 Section 1Documento131 pagineDesign of Joints: Equation Chapter 1 Section 1kartikijag100% (1)
- ISC2011 Sudoku TypesDocumento7 pagineISC2011 Sudoku TypeskartikijagNessuna valutazione finora
- How To Record in CamtasiaDocumento14 pagineHow To Record in CamtasiakartikijagNessuna valutazione finora
- Security Testing MatDocumento9 pagineSecurity Testing MatLias JassiNessuna valutazione finora
- Elective Course (2) - Composite Materials MET 443Documento16 pagineElective Course (2) - Composite Materials MET 443يوسف عادل حسانينNessuna valutazione finora
- Lab Report AcetaminophenDocumento5 pagineLab Report Acetaminophenapi-487596846Nessuna valutazione finora
- New Japa Retreat NotebookDocumento48 pagineNew Japa Retreat NotebookRob ElingsNessuna valutazione finora
- Echt Er Nacht 2014Documento8 pagineEcht Er Nacht 2014JamesNessuna valutazione finora
- Sample of Accident Notification & Investigation ProcedureDocumento2 pagineSample of Accident Notification & Investigation Procedurerajendhar100% (1)
- Math-149 MatricesDocumento26 pagineMath-149 MatricesKurl Vincent GamboaNessuna valutazione finora
- RA For Installation & Dismantling of Loading Platform A69Documento15 pagineRA For Installation & Dismantling of Loading Platform A69Sajid ShahNessuna valutazione finora
- Axel LeijonhufvudDocumento7 pagineAxel LeijonhufvudDario CoceresNessuna valutazione finora
- Reasons Why Coca Cola Has A Large Market Share in Kenya and The WorldDocumento9 pagineReasons Why Coca Cola Has A Large Market Share in Kenya and The WorldAludahNessuna valutazione finora
- Silicone Bonding BrochureDocumento4 pagineSilicone Bonding BrochureAmir ShahzadNessuna valutazione finora
- Economics and The Theory of Games - Vega-Redondo PDFDocumento526 pagineEconomics and The Theory of Games - Vega-Redondo PDFJaime Andrés67% (3)
- Gujarat Technological University: Emester ViDocumento4 pagineGujarat Technological University: Emester ViPradeep SutharNessuna valutazione finora
- Acid content in fruitsDocumento2 pagineAcid content in fruitsbone fire100% (1)
- Technology & Livelihood Education: WEEK 6-7Documento28 pagineTechnology & Livelihood Education: WEEK 6-7my musicNessuna valutazione finora
- Leica CS10 CS15 GSSensors QG v3.0.1 en PDFDocumento16 pagineLeica CS10 CS15 GSSensors QG v3.0.1 en PDFMohammad Saiful AzamNessuna valutazione finora
- EDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONDocumento21 pagineEDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONPritish SareenNessuna valutazione finora
- Barry Wylant: Design Thinking and The Experience of InnovationDocumento13 pagineBarry Wylant: Design Thinking and The Experience of InnovationVanesa JuarezNessuna valutazione finora
- Magnets Catalog 2001Documento20 pagineMagnets Catalog 2001geckx100% (2)
- Marketing Budget: Expenses Q1 Q2 Q3 Q4 Totals Budget %Documento20 pagineMarketing Budget: Expenses Q1 Q2 Q3 Q4 Totals Budget %Miaow MiaowNessuna valutazione finora
- Rock Laboratory PricelistDocumento1 paginaRock Laboratory PricelistHerbakti Dimas PerdanaNessuna valutazione finora
- Indian ChronologyDocumento467 pagineIndian ChronologyModa Sattva100% (4)
- Rock Type Identification Flow Chart: Sedimentary SedimentaryDocumento8 pagineRock Type Identification Flow Chart: Sedimentary Sedimentarymeletiou stamatiosNessuna valutazione finora
- Simulated Robot Football Team Uses Neural Networks to LearnDocumento8 pagineSimulated Robot Football Team Uses Neural Networks to LearnKishore MuthukulathuNessuna valutazione finora
- Complete Approval List by FSSAIDocumento16 pagineComplete Approval List by FSSAIAnkush Pandey100% (1)
- Primary 2 (Grade 2) - GEP Practice: Contest Problems With Full SolutionsDocumento24 paginePrimary 2 (Grade 2) - GEP Practice: Contest Problems With Full Solutionswenxinyu1002100% (1)
- Transport in Plants: Test Yourself 9.1 (Page 178)Documento3 pagineTransport in Plants: Test Yourself 9.1 (Page 178)lee100% (3)
- Introduction MCC Oxo ProcessDocumento5 pagineIntroduction MCC Oxo ProcessDeep PatelNessuna valutazione finora
- Disappearance of Madeleine McCannDocumento36 pagineDisappearance of Madeleine McCannCopernicNessuna valutazione finora
- Philip Larkin: The Art of Poetry 30Documento32 paginePhilip Larkin: The Art of Poetry 30Telmo RodriguesNessuna valutazione finora