Potrebbero piacerti anche
- 8 PDFDocumento8 pagine8 PDFSripriyan K 100507Nessuna valutazione finora
- Laser Beam Scanning PatternsDocumento11 pagineLaser Beam Scanning PatternsMassab JunaidNessuna valutazione finora
- A Literature Review On CO Laser WeldingDocumento7 pagineA Literature Review On CO Laser Weldingkamal touilebNessuna valutazione finora
- Study On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum AlloyDocumento2 pagineStudy On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum Alloysreejith2786Nessuna valutazione finora
- Microstructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialDocumento17 pagineMicrostructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialEditor IJTSRDNessuna valutazione finora
- LBW SimufactDocumento15 pagineLBW Simufactfathi.alfazaniNessuna valutazione finora
- Nd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyDocumento8 pagineNd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyerpublicationNessuna valutazione finora
- Experimental and Simulation Study On The Microstructure of TA15 Laser WeldingDocumento11 pagineExperimental and Simulation Study On The Microstructure of TA15 Laser Weldingadnan domlogeNessuna valutazione finora
- Devendra Nath Ram Kumar 2015Documento11 pagineDevendra Nath Ram Kumar 2015KoraNessuna valutazione finora
- Effect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyDocumento5 pagineEffect of Pre/post T6 Heat Treatment On The Mechanical Properties of Laser Welded SSM Cast A356 Aluminium AlloyEsteban Vasquez GiraldoNessuna valutazione finora
- Comparative Analysis of Pulsed ND - YAG Laser Welding of 304L and 904L Stainless Steel (Materials Today - Proceedings) (2020)Documento5 pagineComparative Analysis of Pulsed ND - YAG Laser Welding of 304L and 904L Stainless Steel (Materials Today - Proceedings) (2020)MahnooshNessuna valutazione finora
- A Review of Friction Stirs WeldingDocumento6 pagineA Review of Friction Stirs WeldingEditor IJTSRDNessuna valutazione finora
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocumento8 pagineSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNessuna valutazione finora
- Mohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072Documento10 pagineMohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072PardeepNessuna valutazione finora
- Sciencedirect: Preliminary Studies On Mecahnical and Metallurgical Behaviour of Friction Stir Welded Butt JointsDocumento7 pagineSciencedirect: Preliminary Studies On Mecahnical and Metallurgical Behaviour of Friction Stir Welded Butt JointsV.v. TaguisNessuna valutazione finora
- Effect of Welding Current on A36 Steel Joint PropertiesDocumento10 pagineEffect of Welding Current on A36 Steel Joint PropertiesBasim Al-bhadleNessuna valutazione finora
- Microstructural Characterization and Its Effect On Mechanical Properties of Fiber Laser Beam Welded Ti6Al4V (2017)Documento4 pagineMicrostructural Characterization and Its Effect On Mechanical Properties of Fiber Laser Beam Welded Ti6Al4V (2017)adnan domlogeNessuna valutazione finora
- Paper 1Documento8 paginePaper 1180320119134.me.rayush.hariNessuna valutazione finora
- Effect of Laser Beam Welding Parameters On MicrostDocumento10 pagineEffect of Laser Beam Welding Parameters On MicrostSalih HASNessuna valutazione finora
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocumento9 pagineEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272Nessuna valutazione finora
- 1 s2.0 S0030399212005762 MainDocumento12 pagine1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNessuna valutazione finora
- Journal of Manufacturing Processes: SciencedirectDocumento12 pagineJournal of Manufacturing Processes: SciencedirectRizki AmeliaNessuna valutazione finora
- Microstructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessDocumento18 pagineMicrostructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessTJPRC PublicationsNessuna valutazione finora
- Optics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyayDocumento14 pagineOptics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyaykaelcorbettNessuna valutazione finora
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocumento9 pagineEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedNessuna valutazione finora
- A Review Paper On Optimization of Shield PDFDocumento8 pagineA Review Paper On Optimization of Shield PDFZen KingNessuna valutazione finora
- Microstructure and Mechanical Properties of Fiber Laser-Metal Active Gas Hybrid Weld of X80 Pipeline SteelDocumento7 pagineMicrostructure and Mechanical Properties of Fiber Laser-Metal Active Gas Hybrid Weld of X80 Pipeline SteelAENessuna valutazione finora
- Research ArticleDocumento8 pagineResearch ArticleSreejith S NairNessuna valutazione finora
- Optics and Lasers in Engineering: Jun Yan, Ming Gao, Xiaoyan ZengDocumento6 pagineOptics and Lasers in Engineering: Jun Yan, Ming Gao, Xiaoyan ZengANDREWNessuna valutazione finora
- Shah 2019Documento8 pagineShah 2019Suman BabuNessuna valutazione finora
- Effectof Welding Processeson Microstructure MechanicalDocumento12 pagineEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNessuna valutazione finora
- CKT - JMEP Published PaperDocumento12 pagineCKT - JMEP Published PaperNavlesh JamdarNessuna valutazione finora
- Welding Research PaperDocumento7 pagineWelding Research Paperkifmgbikf100% (1)
- 192771712Documento6 pagine192771712alfredNessuna valutazione finora
- Study and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyDocumento17 pagineStudy and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyIJRASETPublicationsNessuna valutazione finora
- Sciencedirect: Comparative Study Processing Property Between CWW C02 Gas Shielded Welding and SawDocumento6 pagineSciencedirect: Comparative Study Processing Property Between CWW C02 Gas Shielded Welding and SawAkhuapriilsie StooperKjfcNessuna valutazione finora
- Hardness and Tensile Behaviour of Friction Stir Welded Cu-40wt%Zn BrassDocumento7 pagineHardness and Tensile Behaviour of Friction Stir Welded Cu-40wt%Zn BrassMulugeta BelayNessuna valutazione finora
- Infrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad GhaderiDocumento8 pagineInfrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad Ghaderikamal touilebNessuna valutazione finora
- 12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningDocumento15 pagine12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningrsrjramNessuna valutazione finora
- Effect of Welding Current on Mechanical Properties of Steel WeldsDocumento9 pagineEffect of Welding Current on Mechanical Properties of Steel WeldsMuhammad Zuhdi SyihabNessuna valutazione finora
- Jurnal PengelasanDocumento10 pagineJurnal Pengelasanyudha mamotsNessuna valutazione finora
- Inconel 600Documento14 pagineInconel 600ChockalingamNessuna valutazione finora
- Welding Research Paper TopicsDocumento8 pagineWelding Research Paper Topicscaqllprhf100% (1)
- 6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofDocumento10 pagine6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofrsrjramNessuna valutazione finora
- Microstructure Analysis of Arc Welded Mild SteelDocumento7 pagineMicrostructure Analysis of Arc Welded Mild SteelAniekanNessuna valutazione finora
- Spot Welding Research PaperDocumento4 pagineSpot Welding Research Paperuzypvhhkf100% (1)
- 1-s2.0-S0308016121000223-main1Documento11 pagine1-s2.0-S0308016121000223-main1prabaNessuna valutazione finora
- Laser Beam Welds of 15CDV6 SteelDocumento4 pagineLaser Beam Welds of 15CDV6 SteelKarthik RaoNessuna valutazione finora
- Optimization of Submerged Arc WeldingDocumento4 pagineOptimization of Submerged Arc WeldingricardoNessuna valutazione finora
- Failure Behavior of Resistance Spot Welded Low CarDocumento10 pagineFailure Behavior of Resistance Spot Welded Low CarLuis Allan GarciaNessuna valutazione finora
- Laser Power Coupling Efficiency in Conduction and Keyhole Welding of Austenitic Stainless SteelDocumento11 pagineLaser Power Coupling Efficiency in Conduction and Keyhole Welding of Austenitic Stainless SteelAhmad Zulfy AlhamdyNessuna valutazione finora
- Effect of tool tilt on AA2014 lap joint strengthDocumento13 pagineEffect of tool tilt on AA2014 lap joint strengthomerNessuna valutazione finora
- A11 PDFDocumento15 pagineA11 PDFJunaid AkhtarNessuna valutazione finora
- Influence of Welding Process On Type IV PDFDocumento11 pagineInfluence of Welding Process On Type IV PDFDiego AlonsoNessuna valutazione finora
- Tensile Properties of Laser Beam Welds in Ti-6Al-4V Alloy at Temperatures Below 450°CDocumento9 pagineTensile Properties of Laser Beam Welds in Ti-6Al-4V Alloy at Temperatures Below 450°CsenthilNessuna valutazione finora
- Friction Stir Welding Thesis 2011Documento4 pagineFriction Stir Welding Thesis 2011melissajacksonminneapolis100% (2)
- Effect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316Documento11 pagineEffect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316kamal touilebNessuna valutazione finora
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocumento5 pagineThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNessuna valutazione finora
- Experimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding ProcessDocumento11 pagineExperimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding Processsreejith2786Nessuna valutazione finora
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDa EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNessuna valutazione finora
- Steam - Turbines GeneralDocumento72 pagineSteam - Turbines Generaler_sanjaypatelNessuna valutazione finora
- PP IDCbookextract R15Documento28 paginePP IDCbookextract R15gocoolonNessuna valutazione finora
- B.E. Marine Syllabus For Anna UniversityDocumento111 pagineB.E. Marine Syllabus For Anna UniversityRam GovindasamyNessuna valutazione finora
- New Doc 2020-03-05 11.44.58 PDFDocumento2 pagineNew Doc 2020-03-05 11.44.58 PDFgocoolonNessuna valutazione finora
- Complimentary Slides To Chris MonnierDocumento10 pagineComplimentary Slides To Chris MonniergocoolonNessuna valutazione finora
- Model Questions and Answers On Marine Hydrodynamics by T. Sahoo Dept. of Ocean Engineering and Naval Architecture, IIT, Kharagpur, INDIADocumento60 pagineModel Questions and Answers On Marine Hydrodynamics by T. Sahoo Dept. of Ocean Engineering and Naval Architecture, IIT, Kharagpur, INDIAbrian5412Nessuna valutazione finora
- Datums GDTDocumento47 pagineDatums GDTAmitava DattaNessuna valutazione finora
- Steam - Turbines GeneralDocumento72 pagineSteam - Turbines Generaler_sanjaypatelNessuna valutazione finora
- A Review Paper On Multipurpose Agriculture Machine Ijariie10214Documento6 pagineA Review Paper On Multipurpose Agriculture Machine Ijariie10214gocoolonNessuna valutazione finora
- P4Documento11 pagineP4gocoolonNessuna valutazione finora
- Harshadkumar Patel: Career ObjectiveDocumento21 pagineHarshadkumar Patel: Career ObjectivegocoolonNessuna valutazione finora
- Design and Development of Movable Fan For Classroom: H.C.Patel:-23Documento23 pagineDesign and Development of Movable Fan For Classroom: H.C.Patel:-23gocoolonNessuna valutazione finora
- P2 PDFDocumento10 pagineP2 PDFgocoolonNessuna valutazione finora
- F 5 Geo TolerancesDocumento23 pagineF 5 Geo TolerancesRodrigo RomeroNessuna valutazione finora
- MEM201 L6-Tolerance RCDocumento31 pagineMEM201 L6-Tolerance RCKaliya PerumalNessuna valutazione finora
- Table of Contents Final NewDocumento4 pagineTable of Contents Final NewgocoolonNessuna valutazione finora
- 1 s2.0 S2589299118301678 MainDocumento44 pagine1 s2.0 S2589299118301678 MaingocoolonNessuna valutazione finora
- CAD LAB - FinalDocumento28 pagineCAD LAB - FinalgocoolonNessuna valutazione finora
- Effective Engineering Teaching in Practice - Unit 3 - Week 2 PDFDocumento4 pagineEffective Engineering Teaching in Practice - Unit 3 - Week 2 PDFgocoolonNessuna valutazione finora
- Syllabus B.E. Mechanical EngineeringDocumento54 pagineSyllabus B.E. Mechanical EngineeringgocoolonNessuna valutazione finora
- EI8352 Transducers EngineeringDocumento14 pagineEI8352 Transducers Engineeringgocoolon100% (1)
- Development of A Traffic Information System Driver Interface-IVHS-A-92Documento17 pagineDevelopment of A Traffic Information System Driver Interface-IVHS-A-92gocoolonNessuna valutazione finora
- 1 s2.0 S2214914715000434 MainDocumento10 pagine1 s2.0 S2214914715000434 MainNipun AhujaNessuna valutazione finora
- Tata Bolt Price in Coimbatore (GST Price) - View On Road Price of BoltDocumento11 pagineTata Bolt Price in Coimbatore (GST Price) - View On Road Price of BoltgocoolonNessuna valutazione finora
- Agriculture RevolutionDocumento1 paginaAgriculture RevolutiongocoolonNessuna valutazione finora
- Spse01546 S 1050 - enDocumento232 pagineSpse01546 S 1050 - engocoolonNessuna valutazione finora
- A Typical Manufacturing Plant Layout Design Using CRAFT AlgorithmDocumento7 pagineA Typical Manufacturing Plant Layout Design Using CRAFT AlgorithmgocoolonNessuna valutazione finora
- GK and Current Affairs PDFDocumento0 pagineGK and Current Affairs PDFakhilyerawarNessuna valutazione finora
- 1 s2.0 S221282711500654X MainDocumento6 pagine1 s2.0 S221282711500654X MaingocoolonNessuna valutazione finora
- Answer Key ThermodynamicsDocumento18 pagineAnswer Key ThermodynamicsAnant DwivediNessuna valutazione finora
- Chapter 2 - Wettability - Surface and Interfacial TensionDocumento165 pagineChapter 2 - Wettability - Surface and Interfacial Tensionadib assoliNessuna valutazione finora
- Bending Stress in a Beam ExperimentDocumento11 pagineBending Stress in a Beam ExperimentreaperhatchNessuna valutazione finora
- (Shirvani 1998) Behavior of Tensile Anchors in Concrete Statistical Analysis and Design RecommendationsDocumento450 pagine(Shirvani 1998) Behavior of Tensile Anchors in Concrete Statistical Analysis and Design RecommendationsmanoelmangabeiraNessuna valutazione finora
- Foundation, Column, Beam & Slab DesignDocumento3 pagineFoundation, Column, Beam & Slab DesignVikash PeerthyNessuna valutazione finora
- Standard Comparison SKK 490 To Q345DDocumento1 paginaStandard Comparison SKK 490 To Q345DFred HanNessuna valutazione finora
- P 846 Ps 1Documento3 pagineP 846 Ps 1betjodaNessuna valutazione finora
- Elastic-Viscoplastic ModelDocumento13 pagineElastic-Viscoplastic ModelDan AlexandrescuNessuna valutazione finora
- Surface IntegrityDocumento5 pagineSurface IntegrityMahendra ShelarNessuna valutazione finora
- Creep Studies Using Vicker's Microhardness Dwell Time of 60 SDocumento12 pagineCreep Studies Using Vicker's Microhardness Dwell Time of 60 SMuhammad Hassaan Bin TariqNessuna valutazione finora
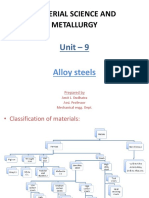
- Material Science and Metallurgy: Unit - 9Documento24 pagineMaterial Science and Metallurgy: Unit - 9Vivek BajpaiNessuna valutazione finora
- Elementary Design of StructuresDocumento23 pagineElementary Design of StructuresMugara Waitega PeterNessuna valutazione finora
- Vlsi TechnologyDocumento8 pagineVlsi TechnologynitiniitrNessuna valutazione finora
- Torsion Validation ShayanDocumento10 pagineTorsion Validation ShayanGicuNessuna valutazione finora
- 3a John Draper Fe Safe From Safe Technology UTMIS 2010Documento109 pagine3a John Draper Fe Safe From Safe Technology UTMIS 2010Kaushik KalitaNessuna valutazione finora
- Crane Rail Pads MK2Documento2 pagineCrane Rail Pads MK2Mukty BaktiarNessuna valutazione finora
- Beep 2 CdevDocumento1.241 pagineBeep 2 CdevIzio SilvaNessuna valutazione finora
- Elements in Machine Design (J.T.) Module 6Documento6 pagineElements in Machine Design (J.T.) Module 6allovidNessuna valutazione finora
- LIMIT STATES DESIGN TITLEDocumento19 pagineLIMIT STATES DESIGN TITLERania Kanj KiwanNessuna valutazione finora
- Crackwidth (Gergely & Lutz)Documento61 pagineCrackwidth (Gergely & Lutz)Medianna Novita100% (1)
- HO - Handout w7Documento3 pagineHO - Handout w7Billy JimenezNessuna valutazione finora
- TimoshenkoDocumento66 pagineTimoshenkoManuel Edevaldo Lopes VieiraNessuna valutazione finora
- Lecture39 PDFDocumento9 pagineLecture39 PDFJuanNessuna valutazione finora
- 01 SNAME On Advanced Ultimate Limit State Design of Ship StiffenedDocumento35 pagine01 SNAME On Advanced Ultimate Limit State Design of Ship StiffenedJ T Mendonça SantosNessuna valutazione finora
- Temp. Effects Metal FormingDocumento14 pagineTemp. Effects Metal FormingSatyamKumarNessuna valutazione finora
- DMH 310 H-NBR: Mechanical, Physical and Thermal PropertiesDocumento1 paginaDMH 310 H-NBR: Mechanical, Physical and Thermal Propertiessetiadi pratondoNessuna valutazione finora
- Module 1.0-SIMPLE STRESS - Axial-NormalDocumento20 pagineModule 1.0-SIMPLE STRESS - Axial-NormalJoseph Berlin JuanzonNessuna valutazione finora
- Computational Modeling of Microstructure Evolution in Solidification of Aluminum AlloysDocumento8 pagineComputational Modeling of Microstructure Evolution in Solidification of Aluminum AlloysHarris DanielNessuna valutazione finora
- Experiment 1: Forces in A Roof Truss With A Central and Wind LoadDocumento5 pagineExperiment 1: Forces in A Roof Truss With A Central and Wind LoadAinur NasuhaNessuna valutazione finora
- Design of Steel Structures ProfessorsDocumento52 pagineDesign of Steel Structures Professorsprasanth bhadranNessuna valutazione finora