Potrebbero piacerti anche
- Inducción SDH y DWDMDocumento18 pagineInducción SDH y DWDMCristian Montes S100% (1)
- Los Cebiches de La RumiñahuiDocumento7 pagineLos Cebiches de La RumiñahuiDavid Chuck Gomez40% (5)
- Administracion Original ToyotaDocumento45 pagineAdministracion Original ToyotaJavy Yan Serrano D'lpzNessuna valutazione finora
- Caso Harvard # 3 Nissan MotorDocumento7 pagineCaso Harvard # 3 Nissan Motorjael umanzor0% (1)
- Modelo TemezDocumento24 pagineModelo Temezlool lllopllo100% (1)
- Trucos De Productividad Haciendo Mercadeo En Las Redes SocialesDa EverandTrucos De Productividad Haciendo Mercadeo En Las Redes SocialesNessuna valutazione finora
- Caso 8. Nissan MotorDocumento27 pagineCaso 8. Nissan MotorjoseNessuna valutazione finora
- Ejemplo de Sinergia, Empowerment y LiderazgoDocumento2 pagineEjemplo de Sinergia, Empowerment y LiderazgoAndres Perez MuniveNessuna valutazione finora
- El Cambio Cultural de Matsushita y JapónDocumento3 pagineEl Cambio Cultural de Matsushita y JapónDiego Lopez Urday50% (2)
- Komatsu Way Módulo IDocumento16 pagineKomatsu Way Módulo IFrancisco SepulvedaNessuna valutazione finora
- Balance de Linea MultipleDocumento22 pagineBalance de Linea MultipleMauricio ApaesteguiNessuna valutazione finora
- Trabajo de FinanzasDocumento8 pagineTrabajo de FinanzasrogerlemomNessuna valutazione finora
- Caso ToshibaDocumento4 pagineCaso ToshibaALEJANDRASS00Nessuna valutazione finora
- Caso ToshibaDocumento14 pagineCaso ToshibaJAVIER HUMBERTO COLCA CRUZNessuna valutazione finora
- Aumento Eficiencia Matsushita (Panasonic)Documento2 pagineAumento Eficiencia Matsushita (Panasonic)Miguel Ángel BarreraNessuna valutazione finora
- Caso Práctico de MatsushitaDocumento9 pagineCaso Práctico de MatsushitadiegovalNessuna valutazione finora
- Analisis de ToshibaDocumento6 pagineAnalisis de Toshibachingadamadre.1998Nessuna valutazione finora
- Caso ToshibaDocumento2 pagineCaso ToshibaDaniveraNessuna valutazione finora
- Resumen Toshiba - Accounting FraudDocumento2 pagineResumen Toshiba - Accounting FraudDiego Triviño0% (1)
- Rec3 U4 ElCambioCulturalDocumento4 pagineRec3 U4 ElCambioCulturalJuan Pablo Bautista LopezNessuna valutazione finora
- Idioma y Globalización RakutenDocumento16 pagineIdioma y Globalización RakutensoledadyanireNessuna valutazione finora
- Caso 6 - Nissan Motor CoDocumento27 pagineCaso 6 - Nissan Motor CoHéctor Raúl Barahona MoralesNessuna valutazione finora
- Nissan MotorsDocumento27 pagineNissan MotorsJosé Obeniel LópezNessuna valutazione finora
- Caso ToshibaDocumento4 pagineCaso ToshibaMarii Dë Los Ángëlës Estrëlla100% (2)
- SonyDocumento13 pagineSonyUNkoWNNessuna valutazione finora
- Toyota Tsusho CorporationDocumento15 pagineToyota Tsusho CorporationAndres Mauricio Ramirez CarrilloNessuna valutazione finora
- El Escandalo de La Contabilidad Que Destrono A Hisao Tanaka El Poderoso Jefe de ToshibaDocumento5 pagineEl Escandalo de La Contabilidad Que Destrono A Hisao Tanaka El Poderoso Jefe de ToshibaEstefanie AguilarNessuna valutazione finora
- Cindysacaza - Tareamodulo7 OyMDocumento7 pagineCindysacaza - Tareamodulo7 OyMCindy SacazaNessuna valutazione finora
- Informe MilagrosDocumento15 pagineInforme MilagrosMilagros Bancayan ArgandoñaNessuna valutazione finora
- TOYOTA Principio 1Documento3 pagineTOYOTA Principio 1Francia GutierrezNessuna valutazione finora
- La Increíble Historia Del Joven de 23 Años Que Fundó PanasonicDocumento4 pagineLa Increíble Historia Del Joven de 23 Años Que Fundó PanasonicFrancisco De VillaNessuna valutazione finora
- Informe Final Ultimo AvanceDocumento15 pagineInforme Final Ultimo Avancetimot castle stoneNessuna valutazione finora
- Tarea5.2 GloriaDocumento6 pagineTarea5.2 GloriaElisa Muñoz ZaldivarNessuna valutazione finora
- TOSHIBADocumento1 paginaTOSHIBAJames Harold TGNessuna valutazione finora
- El Escándalo de Contabilidad Que Destronó A Hisao Tanaka, El Todopoderoso Jefe de ToshibaDocumento3 pagineEl Escándalo de Contabilidad Que Destronó A Hisao Tanaka, El Todopoderoso Jefe de ToshibaJose Luis Contreras0% (1)
- Actividad 2 Control y DireccionDocumento18 pagineActividad 2 Control y DireccionYuli MorenoNessuna valutazione finora
- Sony - Wikipedia, La Enciclopedia LibreDocumento1 paginaSony - Wikipedia, La Enciclopedia LibreSerena TessariNessuna valutazione finora
- MemoriAnual-2019 (Con Comentarios de Cambios MAXIMIXE)Documento39 pagineMemoriAnual-2019 (Con Comentarios de Cambios MAXIMIXE)Angel CARRANZA DE LA CRUZNessuna valutazione finora
- Ejemplo Empresas ResilentesDocumento3 pagineEjemplo Empresas ResilentesGiuliana MuchaNessuna valutazione finora
- Hecho en JaponDocumento5 pagineHecho en JaponLauraPedrazaNessuna valutazione finora
- Tarea.5.2 CasoSonyDocumento3 pagineTarea.5.2 CasoSonymichelleNessuna valutazione finora
- SPRI Informe de Actividad 2010 (Es) / SPRI S Activity Report 2010 (Spanish) / SPRIren 2010eko Jarduera Txosten (Es)Documento50 pagineSPRI Informe de Actividad 2010 (Es) / SPRI S Activity Report 2010 (Spanish) / SPRIren 2010eko Jarduera Txosten (Es)EKAI CenterNessuna valutazione finora
- Tema 1Documento8 pagineTema 1judithNessuna valutazione finora
- Documento Sin TítuloDocumento1 paginaDocumento Sin TítuloBrayan Carrasco UrbinaNessuna valutazione finora
- Introducción Caso Estudio ToyotaDocumento5 pagineIntroducción Caso Estudio ToyotaDaniela ShomarNessuna valutazione finora
- Caso Empresas JaponesasDocumento2 pagineCaso Empresas JaponesasKeilaEscobarNessuna valutazione finora
- Inversion FinancieraDocumento4 pagineInversion Financieradarkjulio300Nessuna valutazione finora
- Caso Toshiba NixonDocumento2 pagineCaso Toshiba NixonNixon JoaoNessuna valutazione finora
- Caso SonyDocumento9 pagineCaso SonyValeria Catalina Matus ParraNessuna valutazione finora
- El Escándalo Contable de Toshiba.Documento3 pagineEl Escándalo Contable de Toshiba.JhosepAnthonyMPNessuna valutazione finora
- Presentación TOYOTA .Documento4 paginePresentación TOYOTA .Juninha Santiago MelchorNessuna valutazione finora
- TOYOTADocumento4 pagineTOYOTAArian BarrientosNessuna valutazione finora
- 2018-08-26 Desarrollo de Preguntas Caso SONYDocumento4 pagine2018-08-26 Desarrollo de Preguntas Caso SONYvanessa0% (1)
- TOYOTADocumento10 pagineTOYOTAevelin barriosNessuna valutazione finora
- Análisis SonyDocumento11 pagineAnálisis SonyMonica PyNessuna valutazione finora
- Medios PublicitariosDocumento15 pagineMedios PublicitariosSolís Martínez ThamaraNessuna valutazione finora
- Toyota S.A. - Integrador Admin.Documento34 pagineToyota S.A. - Integrador Admin.Gaspar GasparoniNessuna valutazione finora
- Caso ToyotaDocumento7 pagineCaso ToyotaMafe CamargoNessuna valutazione finora
- Trabajo de Empresas Por ContinenteDocumento15 pagineTrabajo de Empresas Por ContinenteStiven García gaviriaNessuna valutazione finora
- Las Claves Del Exito de ToyotaDocumento11 pagineLas Claves Del Exito de ToyotaSamuel MexicanoNessuna valutazione finora
- MazdaDocumento45 pagineMazdap3lusaNessuna valutazione finora
- Caso ToyotaDocumento6 pagineCaso ToyotaBelthrand AcostaNessuna valutazione finora
- NA3535 MANUAL GENERICO COCINAS - Compressed - 33 PDFDocumento20 pagineNA3535 MANUAL GENERICO COCINAS - Compressed - 33 PDFDavid Chuck GomezNessuna valutazione finora
- Logistica en Metrologia PDFDocumento12 pagineLogistica en Metrologia PDFDavid Chuck GomezNessuna valutazione finora
- Expo Cebiches RumiñahuiDocumento5 pagineExpo Cebiches RumiñahuiDavid Chuck GomezNessuna valutazione finora
- Primer Ejercicio. Examen Técnico Administración GeneralDocumento14 paginePrimer Ejercicio. Examen Técnico Administración GeneralAnna FernandezNessuna valutazione finora
- Costos y Presupuestos EntregableDocumento9 pagineCostos y Presupuestos EntregableDalila VidalNessuna valutazione finora
- CV Ingeniero ResidenteDocumento6 pagineCV Ingeniero ResidenteXimena Andrea Gamboa TorresNessuna valutazione finora
- Soldeo de Tuberia de Acero Inoxcidable.Documento12 pagineSoldeo de Tuberia de Acero Inoxcidable.Maykol de la CruzNessuna valutazione finora
- Demanda Nueva de Lara FinalDocumento7 pagineDemanda Nueva de Lara FinalJorge VillaroelNessuna valutazione finora
- Anexo 5 - Matriz 1 - Analisis de Riesgos - 219017 - 2Documento260 pagineAnexo 5 - Matriz 1 - Analisis de Riesgos - 219017 - 2Talento Humano Educación SantanderNessuna valutazione finora
- Tarea 3.Documento2 pagineTarea 3.ASNessuna valutazione finora
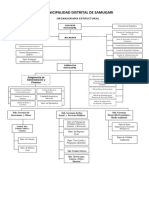
- SamugariDocumento1 paginaSamugariRubén Michca HuayllaniNessuna valutazione finora
- Tarea 4 Administracion de EmpresaDocumento7 pagineTarea 4 Administracion de EmpresaEilin SanchezNessuna valutazione finora
- Proyecto Final PDFDocumento4 pagineProyecto Final PDFScolly Medina ComasNessuna valutazione finora
- 183b27005 Silva Ramirez Ivan Antonio Unidad 4 Actividad 12Documento4 pagine183b27005 Silva Ramirez Ivan Antonio Unidad 4 Actividad 12Ivan Silva Ramirez100% (1)
- Los Cinco Focos de La Mafia Colombiana 1968 1988 Elementos para Una Historia Darío Betancourt EcheverryDocumento21 pagineLos Cinco Focos de La Mafia Colombiana 1968 1988 Elementos para Una Historia Darío Betancourt EcheverryPaula VasquezNessuna valutazione finora
- Informe Circuitos RCDocumento10 pagineInforme Circuitos RCRuth Gomez CorreaNessuna valutazione finora
- Manual Servicio Cirugia InfantilDocumento28 pagineManual Servicio Cirugia InfantilSebastian Alexander Orellana CartesNessuna valutazione finora
- Estudio de Cortocircuito y Coordinacion de Protecciones PDFDocumento165 pagineEstudio de Cortocircuito y Coordinacion de Protecciones PDFBladimir Marin0% (1)
- PSC - Peso de Los Segmentos CorporalesDocumento7 paginePSC - Peso de Los Segmentos CorporalesGENESIS QUINGA PACHERRENessuna valutazione finora
- Diagnostico Cuenca 4Documento283 pagineDiagnostico Cuenca 4Diego fernando Guerrero perezNessuna valutazione finora
- Concentrum, Plus y Orbit - Equipamiento Modular para GinecologíaDocumento72 pagineConcentrum, Plus y Orbit - Equipamiento Modular para GinecologíaSamantha LópezNessuna valutazione finora
- 3 Clase Puentes Fuerzas y CargasDocumento15 pagine3 Clase Puentes Fuerzas y CargasRusvelLopezJaraNessuna valutazione finora
- Triptico Principales Riesgos y Amenazas en Internet y RRSSDocumento2 pagineTriptico Principales Riesgos y Amenazas en Internet y RRSSLiliana Sanchez MendezNessuna valutazione finora
- 3.3.2. APU - LIC-13454 - v1 - PUENTE-IGLESIA - LA-LORENADocumento73 pagine3.3.2. APU - LIC-13454 - v1 - PUENTE-IGLESIA - LA-LORENAVICTOR HUGO PARRADO LOPEZNessuna valutazione finora
- Viajes de Simón Bolívar, El LibertadorDocumento1 paginaViajes de Simón Bolívar, El LibertadorDanny ILNessuna valutazione finora
- Ficha Tecnica New Versa 04052021Documento1 paginaFicha Tecnica New Versa 04052021Jascita AlvarezNessuna valutazione finora
- T1 - Empresas FamiliaresDocumento11 pagineT1 - Empresas FamiliaresLuis mauricioNessuna valutazione finora
- Piano ArduinoDocumento5 paginePiano ArduinoMartin CastroNessuna valutazione finora
- Que Es El Modelo de Coste Completo o Full CostingDocumento2 pagineQue Es El Modelo de Coste Completo o Full CostingJUANMI CHIKNessuna valutazione finora
- La Operación Borges para Obtener YPF - 07.05.2012 - GadanoDocumento4 pagineLa Operación Borges para Obtener YPF - 07.05.2012 - GadanoDaniel RedondoNessuna valutazione finora