Potrebbero piacerti anche
- EPANL Configurable PDFDocumento7 pagineEPANL Configurable PDFIrving UribeNessuna valutazione finora
- Ketsi FSPM - Punta Mita - Specification of Luminaires - 06/08/2018Documento4 pagineKetsi FSPM - Punta Mita - Specification of Luminaires - 06/08/2018Irving UribeNessuna valutazione finora
- Lighting Punch List: Project Project Location Document Ref Date of Issue Revision NumberDocumento9 pagineLighting Punch List: Project Project Location Document Ref Date of Issue Revision NumberIrving UribeNessuna valutazione finora
- PRR Report 09.24.18Documento2 paginePRR Report 09.24.18Irving UribeNessuna valutazione finora
- Load Schedule FinalDocumento6 pagineLoad Schedule FinalIrving UribeNessuna valutazione finora
- 266 Suggested Transofmer Locations 170420Documento6 pagine266 Suggested Transofmer Locations 170420Irving UribeNessuna valutazione finora
- Five minute guide to Microgrids (μGDocumento14 pagineFive minute guide to Microgrids (μGCarl AlfonsNessuna valutazione finora
- Lv60 Kk-Case DriverDocumento1 paginaLv60 Kk-Case DriverIrving UribeNessuna valutazione finora
- Arup Project Title Groningen 2013 Implementation StudyDocumento58 pagineArup Project Title Groningen 2013 Implementation StudyIrving UribeNessuna valutazione finora
- Lv60 Kk-Case DriverDocumento1 paginaLv60 Kk-Case DriverIrving UribeNessuna valutazione finora
- Ultrasonic Pile Test PDFDocumento5 pagineUltrasonic Pile Test PDFIrving UribeNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Iso 3746 - 1995Documento34 pagineIso 3746 - 1995Karin Soldatelli BorsatoNessuna valutazione finora
- A Brief History of Music Recording Studios from Sun Studio to the Digital EraDocumento2 pagineA Brief History of Music Recording Studios from Sun Studio to the Digital EraKrystine Bruce-McCabeNessuna valutazione finora
- Caloss2013 PDFDocumento221 pagineCaloss2013 PDFsriwahyuutamiNessuna valutazione finora
- HistoryDocumento2 pagineHistoryHarshanth BalacumaresanNessuna valutazione finora
- Acoustic Remote SensingDocumento228 pagineAcoustic Remote SensingralfworkNessuna valutazione finora
- Discovering Music Theory 1Documento68 pagineDiscovering Music Theory 1Nicole Retuta95% (55)
- One Republic Music PresentationDocumento12 pagineOne Republic Music Presentationapi-301420292Nessuna valutazione finora
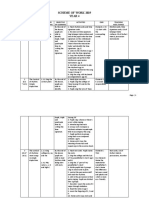
- Scheme of Work Music Year 4 2019Documento17 pagineScheme of Work Music Year 4 2019Darell SuaNessuna valutazione finora
- Acoustics NoteDocumento7 pagineAcoustics Notesusmita sethiNessuna valutazione finora
- Communications Systems - Ple 1mexx0 XX Plena Mixer AmplifierDocumento3 pagineCommunications Systems - Ple 1mexx0 XX Plena Mixer AmplifierAbdul AhadNessuna valutazione finora
- Henry Purcell SongsDocumento18 pagineHenry Purcell SongsJess Harris100% (12)
- Study Guide AudiologyDocumento4 pagineStudy Guide Audiologyapi-260192872100% (1)
- Bruel & Kjaer Technical ReviewDocumento48 pagineBruel & Kjaer Technical ReviewRenzo Arango0% (1)
- The Vibrant Nature of HealthDocumento105 pagineThe Vibrant Nature of HealthDr. Peter Fritz Walter100% (4)
- Music7 - q1 - Mod1 - Music of Lowlands of Luzon Folksongs From The Lowlands - FINAL07242020Documento25 pagineMusic7 - q1 - Mod1 - Music of Lowlands of Luzon Folksongs From The Lowlands - FINAL07242020Nila Esguerra - Cariño72% (43)
- Phonetics Source-Filter Theory HandoutDocumento4 paginePhonetics Source-Filter Theory HandoutTaha AhsanNessuna valutazione finora
- Laboratory Measurement of Airborne Sound Transmission Loss of Building Partitions and ElementsDocumento15 pagineLaboratory Measurement of Airborne Sound Transmission Loss of Building Partitions and ElementsClaudio Di GioseffoNessuna valutazione finora
- Unit Plan CbseDocumento4 pagineUnit Plan Cbseapi-661963524Nessuna valutazione finora
- NI Guitar Rig 5 Transient Master Manual EnglishDocumento10 pagineNI Guitar Rig 5 Transient Master Manual EnglishrocciyeNessuna valutazione finora
- Music and Elements of MusicDocumento31 pagineMusic and Elements of MusicJojo AcuñaNessuna valutazione finora
- SšEčDocumento6 pagineSšEčDodo KlimkoNessuna valutazione finora
- digiLiVE 16 Digital Mixing Console User GuideDocumento48 paginedigiLiVE 16 Digital Mixing Console User GuideAdam JohnsonNessuna valutazione finora
- Pitch Estimation ExplanationDocumento15 paginePitch Estimation ExplanationdianestNessuna valutazione finora
- O Level NotesDocumento7 pagineO Level NotesDhanBahadur100% (1)
- Kenwood KRF-V4530DDocumento38 pagineKenwood KRF-V4530DEstefanía Gonzalez Las HerasNessuna valutazione finora
- 5548 A 995 e 4 B 0 D 1729 DF 645 DFDocumento42 pagine5548 A 995 e 4 B 0 D 1729 DF 645 DFJack D'souzaNessuna valutazione finora
- Editing Audio Files Using AudacityDocumento9 pagineEditing Audio Files Using AudacityAnggita PrihadmojoNessuna valutazione finora
- Bergeron Guy Tryptuk 10292Documento14 pagineBergeron Guy Tryptuk 10292Pedro MagalhãesNessuna valutazione finora
- Lesson Plan 1Documento4 pagineLesson Plan 1api-383086643Nessuna valutazione finora
- Intonation Duets Horns SampleDocumento4 pagineIntonation Duets Horns SampleAnderson BezerraNessuna valutazione finora