Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Strength CalculationDocumento165 pagineStrength CalculationAnonymous M8OLPIS7fQNessuna valutazione finora
- Operating Instructions For Aerzen Vacuum BoostersDocumento22 pagineOperating Instructions For Aerzen Vacuum BoostersWira Tehran Services Co.100% (1)
- Piping ConstructionDocumento17 paginePiping Constructionadel rihana100% (1)
- New Dme Catalog PDFDocumento72 pagineNew Dme Catalog PDFBrandon TrocNessuna valutazione finora
- BP Piping Joints Handbook PDFDocumento57 pagineBP Piping Joints Handbook PDFHazem KamalNessuna valutazione finora
- Onshore Terminal For KG DWN 98/2 Development Project: B.Sunil PrasadDocumento7 pagineOnshore Terminal For KG DWN 98/2 Development Project: B.Sunil Prasadsumit kumar100% (1)
- Catalogue FSA 50Hz Rev.02Documento6 pagineCatalogue FSA 50Hz Rev.02Heri SulasionoNessuna valutazione finora
- Lib Parts CUMMINS - ASC110-130-150CU3 - QSB4.5-C160 - 070430Documento70 pagineLib Parts CUMMINS - ASC110-130-150CU3 - QSB4.5-C160 - 070430Wilson Adriano100% (1)
- Figure NC-4427-1 Fillet and Socket Weld Details and DimensionsDocumento4 pagineFigure NC-4427-1 Fillet and Socket Weld Details and DimensionsdietersimaNessuna valutazione finora
- Ball Valve Operation Maintenance ManualDocumento7 pagineBall Valve Operation Maintenance Manualj8164322100% (1)
- Anthea Speed LogDocumento63 pagineAnthea Speed LogMarcinNessuna valutazione finora
- Eprv Model 2500Documento2 pagineEprv Model 2500wfjerrNessuna valutazione finora
- DS For Level SwitchDocumento7 pagineDS For Level SwitchnathaNessuna valutazione finora
- Mto Part11 D8R D8TDocumento3 pagineMto Part11 D8R D8TalbundyNessuna valutazione finora
- Vibrating Wire Soil Extensometer EXB0011KDocumento1 paginaVibrating Wire Soil Extensometer EXB0011KDanang Adi KuncaraNessuna valutazione finora
- SLW Series: Years in Process Control InstrumentationDocumento2 pagineSLW Series: Years in Process Control InstrumentationdklikeNessuna valutazione finora
- Spec ListDocumento27 pagineSpec ListArun CPNessuna valutazione finora
- Clasificacion de Bridas ANSIDocumento6 pagineClasificacion de Bridas ANSIAlvaro Jhoel Quinteros RNessuna valutazione finora
- Anfd - W2Documento12 pagineAnfd - W2Bagadi AvinashNessuna valutazione finora
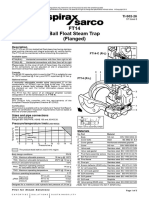
- FT14 Ball Float Steam Trap (Flanged) : Description FT14-C (R-L)Documento3 pagineFT14 Ball Float Steam Trap (Flanged) : Description FT14-C (R-L)Adelio MercadejasNessuna valutazione finora
- Grundfos Inline Circulator Pumps - TP-TPD-TPE-TPEDDocumento144 pagineGrundfos Inline Circulator Pumps - TP-TPD-TPE-TPEDherdiyanto herdiyantoNessuna valutazione finora
- Garlock Metallic CatalogueDocumento48 pagineGarlock Metallic Catalogueclaudio perez prietoNessuna valutazione finora
- 134 189Documento56 pagine134 189api-208855872Nessuna valutazione finora
- Features: Tank Water Level SwitchDocumento3 pagineFeatures: Tank Water Level SwitchLeonardo GarciaNessuna valutazione finora
- HTTP - WWW Red-Bag Com Design-Guides HTMLDocumento4 pagineHTTP - WWW Red-Bag Com Design-Guides HTMLmashudi_fikriNessuna valutazione finora
- Petrochemichal Catalogue PDFDocumento112 paginePetrochemichal Catalogue PDFbagastcNessuna valutazione finora
- Cilindros Hidraulicos OEM ServicesDocumento52 pagineCilindros Hidraulicos OEM ServicesGiancarloNessuna valutazione finora
- PV Elite 23 SP1 ReadMeDocumento10 paginePV Elite 23 SP1 ReadMeAmarjit SharmaNessuna valutazione finora
- Fivalco-Valves-2017-Signed-4085 ULFMDocumento64 pagineFivalco-Valves-2017-Signed-4085 ULFMFire SystemNessuna valutazione finora
- E - Valvulas KTMDocumento6 pagineE - Valvulas KTMjplutodNessuna valutazione finora