Potrebbero piacerti anche
- Presentación Power Point Modulo No1 Funciones y Formato CondicionalesDocumento16 paginePresentación Power Point Modulo No1 Funciones y Formato CondicionalesMevelinNessuna valutazione finora
- Registro de DesinfecciónDocumento2 pagineRegistro de DesinfecciónImplantFacil ImplantFacilNessuna valutazione finora
- Exp 001 MuflaDocumento5 pagineExp 001 MuflaJoan ChinchayNessuna valutazione finora
- FOR-GC-18-A Programa de Auditorias InternasDocumento6 pagineFOR-GC-18-A Programa de Auditorias InternasElizabeth SalasNessuna valutazione finora
- Talleres 17025Documento15 pagineTalleres 17025Javier Alexander FreitezNessuna valutazione finora
- Cinta de Medición Ficha TecnicaDocumento2 pagineCinta de Medición Ficha TecnicaRUBEN FUENTESNessuna valutazione finora
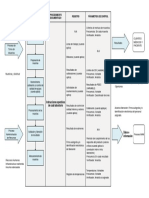
- Diagrama FlujoDocumento1 paginaDiagrama FlujoJesus DominguezNessuna valutazione finora
- Poe - 011 - Procedimiento de Liberación Del Producto TerminadoDocumento3 paginePoe - 011 - Procedimiento de Liberación Del Producto TerminadowuilliamNessuna valutazione finora
- Registro de Trabajo No ConformeDocumento1 paginaRegistro de Trabajo No Conformealejandra mirandaNessuna valutazione finora
- Certificado: Certificado de CalibraciónDocumento1 paginaCertificado: Certificado de CalibraciónPTAP Puerto TriunfoNessuna valutazione finora
- Determinacion de La GlicerinaDocumento14 pagineDeterminacion de La GlicerinakaterinNessuna valutazione finora
- Une-En - Iso 10819Documento3 pagineUne-En - Iso 10819Coordinación de Proyectos JKNessuna valutazione finora
- Certificado de Apoyo Espacios ConfinadosDocumento1 paginaCertificado de Apoyo Espacios ConfinadosShirleyNessuna valutazione finora
- Certificado de Calibración Pie de Rey 2Documento4 pagineCertificado de Calibración Pie de Rey 2dg consultoriasNessuna valutazione finora
- DGMFO010 - Ficha Instrumentos Med Externa - V02Documento1 paginaDGMFO010 - Ficha Instrumentos Med Externa - V02Jaime ChavezNessuna valutazione finora
- Lista de Verificacion Iso 17025 Rev 01Documento29 pagineLista de Verificacion Iso 17025 Rev 01Ruben TGNessuna valutazione finora
- Iso 17025Documento54 pagineIso 17025Elvis Luján RuizNessuna valutazione finora
- NTC3544Documento12 pagineNTC3544Derin Sepulveda SanchezNessuna valutazione finora
- Conductividad CenamDocumento6 pagineConductividad Cenamjose norberto santillan zazuetaNessuna valutazione finora
- Clausula 4 Imparcialidad y ConfidencialidadDocumento10 pagineClausula 4 Imparcialidad y ConfidencialidadEdgar Hernandez100% (1)
- 2013 Validacion AnaliticaDocumento11 pagine2013 Validacion AnaliticaISRAEL SOTONessuna valutazione finora
- Temperatura y HumedadDocumento4 pagineTemperatura y HumedadNORA ENRIQUEZNessuna valutazione finora
- Norma UNE de BicicletasDocumento2 pagineNorma UNE de BicicletaseduardoagueroNessuna valutazione finora
- V-I-T-3.2 Calibración Bimetálicos Rev 9Documento23 pagineV-I-T-3.2 Calibración Bimetálicos Rev 9Instrument GVNessuna valutazione finora
- Carta de Presentacion Calymet 2016Documento11 pagineCarta de Presentacion Calymet 2016chisiNessuna valutazione finora
- Kolff Et 2002Documento1 paginaKolff Et 2002eduardo100% (1)
- M-S-LC-I082 INSTRUCTIVO DE VERIFICACIÓN DE TERMÓMETROS Y MEDIOS ISOTERMICOS v2Documento6 pagineM-S-LC-I082 INSTRUCTIVO DE VERIFICACIÓN DE TERMÓMETROS Y MEDIOS ISOTERMICOS v2Marcela DuckardtNessuna valutazione finora
- Nte Inen Iso 2859 2extractoDocumento8 pagineNte Inen Iso 2859 2extractoangelitomhtNessuna valutazione finora
- Acta ImparcialidadDocumento2 pagineActa ImparcialidadLuis Miguel Espitia OrtizNessuna valutazione finora
- Certificacion Densimetro Nuclear 64311Documento8 pagineCertificacion Densimetro Nuclear 64311Milano CarlosNessuna valutazione finora
- Formato de Reclamos A ProveedoresDocumento1 paginaFormato de Reclamos A ProveedoresViviana GutiérrezNessuna valutazione finora
- SGC-PRO-009 V15 Manejo de EquiposDocumento18 pagineSGC-PRO-009 V15 Manejo de EquiposBriando Herrera GómezNessuna valutazione finora
- AQP-SIG-SSO-PRG-008 - Programa de Mantenimiento VehicularDocumento1 paginaAQP-SIG-SSO-PRG-008 - Programa de Mantenimiento VehicularPamela CastilloNessuna valutazione finora
- Agenda Revisión Por La DirecciónDocumento1 paginaAgenda Revisión Por La DirecciónVenus VarelaNessuna valutazione finora
- Procedimiento de Trabajo No Conforme de Los Laboratorios de Masa Pesas y Balanzas y Volumen - v3 - Copia - ControladaDocumento14 pagineProcedimiento de Trabajo No Conforme de Los Laboratorios de Masa Pesas y Balanzas y Volumen - v3 - Copia - ControladaJasmin De la RosaNessuna valutazione finora
- ANEXO N Antes FR-3.2-02 ANEXO N Presupuesto de Incertidumbre LAC v3Documento2 pagineANEXO N Antes FR-3.2-02 ANEXO N Presupuesto de Incertidumbre LAC v3Tatiana AndradeNessuna valutazione finora
- PROC-GC-009 Procedimiento de Control de Registros - Revisión2Documento9 paginePROC-GC-009 Procedimiento de Control de Registros - Revisión2Ana GuarinNessuna valutazione finora
- Procedimiento de Recepción y Manipulación de Ítem Bajo CalibraciónDocumento3 pagineProcedimiento de Recepción y Manipulación de Ítem Bajo CalibraciónJesse Watson50% (4)
- Manual Jarra PatrónDocumento6 pagineManual Jarra PatrónEmiliano Camarena100% (1)
- P-SG-043 Procedimiento de Comprobación Funcional de Balanzas Con Patrones (Rev 02)Documento3 pagineP-SG-043 Procedimiento de Comprobación Funcional de Balanzas Con Patrones (Rev 02)Yerson Lima ZuñigaNessuna valutazione finora
- ECA-MC-PO02 Politica de Incentidumbre de Las Mediciones V03Documento22 pagineECA-MC-PO02 Politica de Incentidumbre de Las Mediciones V03sergiogrio2011Nessuna valutazione finora
- Flujograma Acreditacion 17025Documento1 paginaFlujograma Acreditacion 17025fleyuNessuna valutazione finora
- Formato Informe ParticulasDocumento100 pagineFormato Informe ParticulasMorales Gio InterlomasNessuna valutazione finora
- Pr-g-7.9 Procedimiento para Atención de Quejas Lab - Sta RosaDocumento5 paginePr-g-7.9 Procedimiento para Atención de Quejas Lab - Sta RosaCarolina Alizares revolloNessuna valutazione finora
- WPS QW-482 Español Hoja 2 de 2Documento2 pagineWPS QW-482 Español Hoja 2 de 2geny965809Nessuna valutazione finora
- Polietileno 1000 UhmwDocumento2 paginePolietileno 1000 UhmwAlberto Alfaro CerdaNessuna valutazione finora
- Procedimiento Manejo de EquiposDocumento14 pagineProcedimiento Manejo de EquiposCristian PortillaNessuna valutazione finora
- Procedimiento de Caja de Vacio 265105Documento5 pagineProcedimiento de Caja de Vacio 265105Guillermo Antonio Piña CurielNessuna valutazione finora
- Ficha Tecnica Moto 2T VerdeDocumento1 paginaFicha Tecnica Moto 2T VerdePEDRO PABLO DUQUENessuna valutazione finora
- Hoja Inspeccion de EmbarquesDocumento1 paginaHoja Inspeccion de EmbarquesJuan C GramilloNessuna valutazione finora
- Le-090-2022 - Spark Tester E1-D - Rev 2Documento3 pagineLe-090-2022 - Spark Tester E1-D - Rev 2Kevin HuarachaNessuna valutazione finora
- Opf - 01 Orden Interna de TrabajoDocumento1 paginaOpf - 01 Orden Interna de TrabajoLEVI HERNANDEZNessuna valutazione finora
- LD 0328 0324 22 Reloj Comparador SergeoDocumento3 pagineLD 0328 0324 22 Reloj Comparador SergeoSalonSpa TendenciasNessuna valutazione finora
- SYP-PC-CC-F036 0-20 Riesgos y Oportunidades Laboratorio 2022-03-26Documento268 pagineSYP-PC-CC-F036 0-20 Riesgos y Oportunidades Laboratorio 2022-03-26Calidad Suelos y PavimentosNessuna valutazione finora
- Requisitos Norma ISO-IEC 17025-2005Documento11 pagineRequisitos Norma ISO-IEC 17025-2005Diego Andres Bravo100% (1)
- Resumen de La Norma Iso 17025 y Acreditacion MonitoreoDocumento7 pagineResumen de La Norma Iso 17025 y Acreditacion MonitoreoJancarlos QPNessuna valutazione finora
- Procedimiento para Asegurar La Proteccion de La Informacion Confidencial de Los ClientesDocumento3 pagineProcedimiento para Asegurar La Proteccion de La Informacion Confidencial de Los ClientesMichelle Lopez WooeNessuna valutazione finora
- PC 111Documento8 paginePC 111Gonzalo Osvaldo René Rivera OrellanaNessuna valutazione finora
- NTC522 1Documento27 pagineNTC522 1cesar_durango100% (2)
- UF0570 - Calificación energética de los edificiosDa EverandUF0570 - Calificación energética de los edificiosNessuna valutazione finora
- Cuestionario de Litwin y StringerDocumento2 pagineCuestionario de Litwin y StringerTomate Maduro75% (8)
- Norma Práctica para La Estructura Desglosada Del Trabajo Segunda Edicion, Extracto y Traducción EntregadaDocumento69 pagineNorma Práctica para La Estructura Desglosada Del Trabajo Segunda Edicion, Extracto y Traducción EntregadamariannyNessuna valutazione finora
- Reiterativo para Que Realice Su Descargo El QuejadoDocumento2 pagineReiterativo para Que Realice Su Descargo El QuejadoedgarNessuna valutazione finora
- Herramientas DigitalesDocumento8 pagineHerramientas DigitalesJuancho ZarateNessuna valutazione finora
- PZ381991810 EbaDocumento3 paginePZ381991810 Ebaasesores mm100% (1)
- Propiedades Coligativa 2023Documento5 paginePropiedades Coligativa 2023elizabethNessuna valutazione finora
- Trabajo 01Documento20 pagineTrabajo 01Marcos Chevarria FerreyraNessuna valutazione finora
- Rubrica de ExposicionDocumento3 pagineRubrica de ExposicionNorma Cecilia Moreira HerreraNessuna valutazione finora
- Ensayo Sobre La Propiedad, Las Formas de Adquirirla.y Su Importancia en GuatemalaDocumento3 pagineEnsayo Sobre La Propiedad, Las Formas de Adquirirla.y Su Importancia en Guatemalavictor gonzalezNessuna valutazione finora
- Autonomo Parcial Escenario 4Documento15 pagineAutonomo Parcial Escenario 4ALBERTNessuna valutazione finora
- Cartograma Completo PDFDocumento6 pagineCartograma Completo PDFLuis Leiva MorantesNessuna valutazione finora
- Autoreporte de Condiciones de SaludDocumento1 paginaAutoreporte de Condiciones de SaludGerardo CastrillonNessuna valutazione finora
- Lineas 56Documento120 pagineLineas 56José Antonio VázquezNessuna valutazione finora
- PulgarcitoDocumento34 paginePulgarcitoLuis Arturo SSNessuna valutazione finora
- Historia de La Marimba de ArcoDocumento2 pagineHistoria de La Marimba de ArcoAxel EleazarNessuna valutazione finora
- Informe de Inventario de Pozos Subterranesos - Aaa MantaroDocumento44 pagineInforme de Inventario de Pozos Subterranesos - Aaa MantaroCarlos OscanoaNessuna valutazione finora
- Blue LogisticDocumento11 pagineBlue LogisticSofia CUBIDES VILLABONANessuna valutazione finora
- Ejercicios de ConversiónDocumento3 pagineEjercicios de ConversiónjaviquirarteNessuna valutazione finora
- CaminataDocumento2 pagineCaminataEmdi DuranNessuna valutazione finora
- 110 Recetas de CocinaDocumento182 pagine110 Recetas de CocinaAlejandra BerónNessuna valutazione finora
- Plantas Medicinales ChiapasDocumento18 paginePlantas Medicinales ChiapasGabriel D. SánchezNessuna valutazione finora
- Vitocrossal 200Documento12 pagineVitocrossal 200Iñaki GonzalezNessuna valutazione finora
- Propiedades Físicas de Los SuelosDocumento81 paginePropiedades Físicas de Los SuelosValentina Castro MalagónNessuna valutazione finora
- Estructura de Dirección de Prestaciones MédicasDocumento179 pagineEstructura de Dirección de Prestaciones MédicasAnaRosa AmbrizNessuna valutazione finora
- Protocolos Ministerio de - Salud Protocolo de Exposicion Al Ruido PrexorDocumento1 paginaProtocolos Ministerio de - Salud Protocolo de Exposicion Al Ruido PrexorHarry Fasanando PinedoNessuna valutazione finora
- IsolíneasDocumento21 pagineIsolíneasFrank BuildNessuna valutazione finora
- 2019CV Maria Fernanda2019Documento7 pagine2019CV Maria Fernanda2019Franz Laura BerriosNessuna valutazione finora
- JOSE TOCTO PUELLES PREVIENE A LA ADMINISTRACI+ôN MUNICIPAL.Documento4 pagineJOSE TOCTO PUELLES PREVIENE A LA ADMINISTRACI+ôN MUNICIPAL.LUIS ANTONIO LLATANCE MENDOZANessuna valutazione finora
- Cancha Pintura para Losa DeportivaDocumento2 pagineCancha Pintura para Losa Deportivapaul sanchezNessuna valutazione finora
- Memoria Titulo Bechara BaroudiDocumento112 pagineMemoria Titulo Bechara BaroudielbecharaNessuna valutazione finora