Potrebbero piacerti anche
- Sardar Patel College of Engineering: (An Autonomous Institute Affiliated To The University of Mumbai)Documento57 pagineSardar Patel College of Engineering: (An Autonomous Institute Affiliated To The University of Mumbai)Praful7171100% (2)
- Design of Peb StructureDocumento36 pagineDesign of Peb StructureAnonymous UibQYvc675% (4)
- 01 - PEB Design ReportDocumento30 pagine01 - PEB Design ReportNaveen S100% (1)
- Presentation For PEB BuildingDocumento46 paginePresentation For PEB BuildingPrathamesh Prathamesh100% (2)
- PEB DesignDocumento43 paginePEB Designtagore 87100% (1)
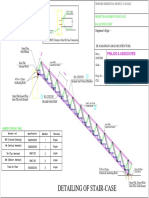
- Steel StaircaseDocumento1 paginaSteel StaircaseawasarevinayakNessuna valutazione finora
- Peb Kbsil Rev 1Documento57 paginePeb Kbsil Rev 1prabhakarsunku100% (2)
- PEBDocumento17 paginePEBTanuj Bhardwaj100% (1)
- PEB-Conventional Structure ComparisonDocumento18 paginePEB-Conventional Structure ComparisonTanmay Dutta100% (1)
- PEBDocumento44 paginePEBChaitali Thakur100% (1)
- PEB Steel BrochureDocumento30 paginePEB Steel BrochureHậu HồngNessuna valutazione finora
- Load Calculation For Mbma Loading - EnclosedDocumento1 paginaLoad Calculation For Mbma Loading - EnclosedRavi GuptaNessuna valutazione finora
- Peb Shed StaadDocumento22 paginePeb Shed StaadShashank PatoleNessuna valutazione finora
- Pebs ManualDocumento59 paginePebs ManualThi Pham100% (6)
- Kirby Technical Handbook 883Documento268 pagineKirby Technical Handbook 883Raj Rao100% (2)
- Canopy DesignDocumento15 pagineCanopy DesignAnonymous lEmizZaJ100% (1)
- 8-Pre-Engineered Steel BuildingsDocumento168 pagine8-Pre-Engineered Steel BuildingsTransportation Dept. SatyaVani100% (1)
- Introduction To PEBDocumento43 pagineIntroduction To PEBharsh vardhanNessuna valutazione finora
- Analysis Design of Pre-Engineered Building Using Is 8002007 International Standards-00Documento40 pagineAnalysis Design of Pre-Engineered Building Using Is 8002007 International Standards-00PRATIK ATWALNessuna valutazione finora
- Typical Steel Stair Floor Plan-3F 7F Key Plan: Plantec Architects Company Limited Plantec Architects Company LimitedDocumento2 pagineTypical Steel Stair Floor Plan-3F 7F Key Plan: Plantec Architects Company Limited Plantec Architects Company LimitedAnonymous KP0rpgNessuna valutazione finora
- PEBDocumento27 paginePEBMadan YadavNessuna valutazione finora
- Peb 1234330943765774 1Documento29 paginePeb 1234330943765774 1Vikas Singh Chandel100% (1)
- Kirby Tech Handbook 25 4 20121 402 PDFDocumento305 pagineKirby Tech Handbook 25 4 20121 402 PDFpremsubhaNessuna valutazione finora
- Project 2 ReportDocumento26 pagineProject 2 Reportarjun kumarNessuna valutazione finora
- Engg. Build. DesignDocumento67 pagineEngg. Build. DesignAyon SenguptaNessuna valutazione finora
- About:: Some of The Features in Tensile StructuresDocumento12 pagineAbout:: Some of The Features in Tensile StructuresKathiravan E100% (1)
- KR 25HDocumento312 pagineKR 25Hjjjhassan100% (1)
- Design of Steel Truss STAADDocumento50 pagineDesign of Steel Truss STAADrebtagg100% (12)
- PEB StructuresDocumento8 paginePEB StructuresVivek PremjiNessuna valutazione finora
- Portal Frame Structures1745,1735Documento25 paginePortal Frame Structures1745,1735Priya Chauhan100% (1)
- Techno-Commercial Offer of PEB Building With CivilDocumento5 pagineTechno-Commercial Offer of PEB Building With CivilRashu GuptaNessuna valutazione finora
- Pre - Engineered Steel BuildingsDocumento20 paginePre - Engineered Steel BuildingsKhaja Rasool100% (4)
- Design Basis For Roof TrussDocumento22 pagineDesign Basis For Roof TrussUmer AziqNessuna valutazione finora
- Final Gantry Truss-30m Span-FinalDocumento617 pagineFinal Gantry Truss-30m Span-Finalbiswashree10Nessuna valutazione finora
- Peb BracingDocumento9 paginePeb BracingGautam PaulNessuna valutazione finora
- Ware House Purlin DesignDocumento4 pagineWare House Purlin DesignSuhail Ahamed100% (1)
- Seminar On Pre-Engineered Metal Buildings BY Kavitha Maharaj M.Tech. (P.T.P.G) 5 SemesterDocumento38 pagineSeminar On Pre-Engineered Metal Buildings BY Kavitha Maharaj M.Tech. (P.T.P.G) 5 SemestermaheshbandhamNessuna valutazione finora
- Steel Design Practical Design NotesDocumento4 pagineSteel Design Practical Design NotesrangarajanNessuna valutazione finora
- C22-ZG31-J-8273 - 0 Steel Structure Design Calculation For Typical Sub Storage BuildingDocumento379 pagineC22-ZG31-J-8273 - 0 Steel Structure Design Calculation For Typical Sub Storage BuildingsartajNessuna valutazione finora
- GA Drawings SampleDocumento10 pagineGA Drawings SamplevivekghadiNessuna valutazione finora
- Design of Steel ShedDocumento164 pagineDesign of Steel ShedKilaru HareeshNessuna valutazione finora
- Kirby - Typ Base PlateDocumento19 pagineKirby - Typ Base PlateNitesh Singh100% (1)
- Zamil Steel ManualDocumento469 pagineZamil Steel ManualDhanu Padhu80% (5)
- Auditorium ReportDocumento36 pagineAuditorium ReportKEERTHIVASAN100% (1)
- Pes Institute of Technology: (An Autonomous Institute Under VTU, Belgaum and UGC, New Delhi)Documento26 paginePes Institute of Technology: (An Autonomous Institute Under VTU, Belgaum and UGC, New Delhi)Shreyas Alagundi100% (1)
- Mini Project PDFDocumento54 pagineMini Project PDFTrZure Kukz80% (5)
- Swara Parklane 222Documento88 pagineSwara Parklane 222Zubin BhattNessuna valutazione finora
- 08MCL002Documento137 pagine08MCL002Rahil QureshiNessuna valutazione finora
- Marriage HallDocumento50 pagineMarriage HallSha Mu100% (3)
- Football StadiumDocumento31 pagineFootball StadiumTanvi Khurana100% (4)
- M.Tech - Thesis - 1Documento105 pagineM.Tech - Thesis - 1rajupoluNessuna valutazione finora
- Summer Internship: First Middle Last (Name) 10000000000Documento19 pagineSummer Internship: First Middle Last (Name) 10000000000DHANRAJGOHILNessuna valutazione finora
- FABRICATION of Hydraulic Cylinder Liner PullerDocumento33 pagineFABRICATION of Hydraulic Cylinder Liner PullerSibikumar.NNessuna valutazione finora
- Print Final ReportDocumento29 paginePrint Final ReportAnjana Das100% (1)
- Foot Step Power Generation Project ReportDocumento35 pagineFoot Step Power Generation Project ReportTanvi Khurana70% (23)
- Studio Lab NEWDocumento107 pagineStudio Lab NEWUdhaya SankarNessuna valutazione finora
- Bachelorsthesis AnikettolaniDocumento91 pagineBachelorsthesis AnikettolaniSilhoutte IllusionNessuna valutazione finora
- "Automatic Paper Punching Machine With Cam MachansmDocumento31 pagine"Automatic Paper Punching Machine With Cam Machansmsourabh palNessuna valutazione finora
- Cable Stay Bridge Design PDFDocumento38 pagineCable Stay Bridge Design PDFAnonymous DEzGgC0knNessuna valutazione finora
- Downtime Data - Its Collection, Analysis, and ImportanceDocumento7 pagineDowntime Data - Its Collection, Analysis, and Importanceram_babu_59Nessuna valutazione finora
- E Program Files An ConnectManager SSIS TDS PDF Interplus 256 Eng HK A4 20091005Documento4 pagineE Program Files An ConnectManager SSIS TDS PDF Interplus 256 Eng HK A4 20091005ram_babu_59Nessuna valutazione finora
- Chapalu in TeluguDocumento2 pagineChapalu in TeluguRaj Yalla0% (3)
- A Facility Layout Problem in A Marble Factory ViaDocumento9 pagineA Facility Layout Problem in A Marble Factory Viaram_babu_59Nessuna valutazione finora
- 3.2 Classification of Costs 3.3 Definitions 3.4 Fixed Costs 3.5 Operating Costs 3.6 Labor Costs 3.7 Variable Effort Cycles 3.8 Animal Rates 3.9 ExamplesDocumento17 pagine3.2 Classification of Costs 3.3 Definitions 3.4 Fixed Costs 3.5 Operating Costs 3.6 Labor Costs 3.7 Variable Effort Cycles 3.8 Animal Rates 3.9 Examplesram_babu_59Nessuna valutazione finora
- Accurate Solutions DispensingDocumento3 pagineAccurate Solutions Dispensingram_babu_59Nessuna valutazione finora
- Jib Foundation Preliminary DesignDocumento4 pagineJib Foundation Preliminary DesignChiedu Okondu50% (2)
- 3481e Catalogue BhagwatiDocumento4 pagine3481e Catalogue Bhagwatiram_babu_59Nessuna valutazione finora
- Bp2 Sitemaint and Qryclosure 052511Documento12 pagineBp2 Sitemaint and Qryclosure 052511ram_babu_59Nessuna valutazione finora
- Crane LubricationDocumento1 paginaCrane Lubricationram_babu_59Nessuna valutazione finora
- mpc03 152Documento61 paginempc03 152ram_babu_59Nessuna valutazione finora
- Polishing Knowledge: A Study of Marble and Granite ProcessingDocumento21 paginePolishing Knowledge: A Study of Marble and Granite Processingram_babu_59Nessuna valutazione finora
- 7 Questions - How Do You Create Clarity in Your Job and Those of Your Employees? The Importance of A Good Employee-Manager RelationshipDocumento6 pagine7 Questions - How Do You Create Clarity in Your Job and Those of Your Employees? The Importance of A Good Employee-Manager Relationshipram_babu_59Nessuna valutazione finora
- Evergreen Engineering Inc.: P.O. Box 21530 Eugene, Oregon 97402-0409 (541) 484-4771 Fax (541) 484-6759Documento5 pagineEvergreen Engineering Inc.: P.O. Box 21530 Eugene, Oregon 97402-0409 (541) 484-4771 Fax (541) 484-6759ram_babu_59Nessuna valutazione finora
- How To Backfill Foundations and Trenches Backfill Is The Key To A Solid and Stable Grading Share Flip Pin EmailDocumento4 pagineHow To Backfill Foundations and Trenches Backfill Is The Key To A Solid and Stable Grading Share Flip Pin Emailram_babu_59Nessuna valutazione finora
- Understanding Overhead Crane Deflection and CriteriaDocumento3 pagineUnderstanding Overhead Crane Deflection and Criteriaram_babu_59Nessuna valutazione finora
- Plaster Quantity: SL - No Description Quantity UnitDocumento2 paginePlaster Quantity: SL - No Description Quantity Unitram_babu_59Nessuna valutazione finora
- P.B1 Plan Section A-B Rings PB1-750X800: Existing RCC BeamDocumento1 paginaP.B1 Plan Section A-B Rings PB1-750X800: Existing RCC Beamram_babu_59Nessuna valutazione finora
- Depth and Hydrostatic PressureDocumento3 pagineDepth and Hydrostatic Pressureram_babu_59Nessuna valutazione finora
- Figure 2Documento7 pagineFigure 2ram_babu_59Nessuna valutazione finora
- Water Pipe Sizing Calculation ExampleDocumento8 pagineWater Pipe Sizing Calculation Exampleram_babu_59Nessuna valutazione finora
- Transfer Cars Trolleys: 0.5 - 200 TonsDocumento4 pagineTransfer Cars Trolleys: 0.5 - 200 Tonsram_babu_59Nessuna valutazione finora
- Slurry Transport - Minimum Flow VelocityDocumento2 pagineSlurry Transport - Minimum Flow Velocityram_babu_59Nessuna valutazione finora
- Base AperturesDocumento6 pagineBase Aperturesram_babu_59Nessuna valutazione finora
- Thermocracking of A Mechanical SealDocumento16 pagineThermocracking of A Mechanical SealAjla TihicNessuna valutazione finora
- Column CFRP11Documento15 pagineColumn CFRP11Lenielle AmatosaNessuna valutazione finora
- A Comparative Study of Structural Parameters of A RCC T-Girder Bridge Using Loading Pattern From Different CodesDocumento7 pagineA Comparative Study of Structural Parameters of A RCC T-Girder Bridge Using Loading Pattern From Different CodesGopi Raj PunNessuna valutazione finora
- Fluid Mechanics & Fluid MachinesDocumento355 pagineFluid Mechanics & Fluid MachinesSatish Kumar100% (6)
- Beam 2 PDFDocumento3 pagineBeam 2 PDFLarry XNessuna valutazione finora
- Sluice Gates ExportDocumento20 pagineSluice Gates ExportsaishankarlNessuna valutazione finora
- Technical Guidance Note (Level 1, No. 8) - Derivation of Loading To Retaining StructuresDocumento3 pagineTechnical Guidance Note (Level 1, No. 8) - Derivation of Loading To Retaining StructuresMohanNessuna valutazione finora
- Maintenance, Inspection and Rehabilitation of Bridges: by Sri A.Nagendra Joint Secretary (RTD) Karnataka PWD BangaloreDocumento145 pagineMaintenance, Inspection and Rehabilitation of Bridges: by Sri A.Nagendra Joint Secretary (RTD) Karnataka PWD Bangalorevj8584100% (1)
- Kamus Data GDC-JPS Rev11Documento147 pagineKamus Data GDC-JPS Rev11omkjp 01Nessuna valutazione finora
- DETERMINATIN OF THECONTENTOfDELTAFERRITE IN AUSTENITIC STAINLESS STEEL NITRONIC 60 PDFDocumento4 pagineDETERMINATIN OF THECONTENTOfDELTAFERRITE IN AUSTENITIC STAINLESS STEEL NITRONIC 60 PDFEmad A.AhmadNessuna valutazione finora
- Performance of Reinforced Concrete Buildings in TurkeyDocumento3 paginePerformance of Reinforced Concrete Buildings in TurkeyEliza GiouniNessuna valutazione finora
- Static and Time History AnalysisDocumento14 pagineStatic and Time History Analysisabdul khaderNessuna valutazione finora
- Prestressed Concrete-Basic Concept: Structural EngineeringDocumento84 paginePrestressed Concrete-Basic Concept: Structural EngineeringArhamNessuna valutazione finora
- Rockwool LRB Mattresses: ROCKWOOL LRB Mattresses Are Not Hazardous To Health and Do Not Contain Asbestos. (See RIL MSDS)Documento2 pagineRockwool LRB Mattresses: ROCKWOOL LRB Mattresses Are Not Hazardous To Health and Do Not Contain Asbestos. (See RIL MSDS)Anwar SyedNessuna valutazione finora
- Q Park Generic Design Brief For Car ParkingDocumento51 pagineQ Park Generic Design Brief For Car ParkingDavid TomlinsonNessuna valutazione finora
- Box Girder Super Structure1Documento87 pagineBox Girder Super Structure1hemantkle2u75% (4)
- Safety Audit FormDocumento3 pagineSafety Audit Formanwar shahNessuna valutazione finora
- Fluid MechanicsDocumento25 pagineFluid MechanicsforzamaNessuna valutazione finora
- Closure of Tidal BasinsDocumento30 pagineClosure of Tidal BasinsAyman Al HasaarNessuna valutazione finora
- FMM QBDocumento25 pagineFMM QBrkumaravelanNessuna valutazione finora
- UNIT-4 Techniques For Repair and Demoliation: Mortar and Dry PackDocumento8 pagineUNIT-4 Techniques For Repair and Demoliation: Mortar and Dry PackChandan KumarNessuna valutazione finora
- Design of Flanged Pipes Crossing at Padeniya-Anuradhapura RoadDocumento8 pagineDesign of Flanged Pipes Crossing at Padeniya-Anuradhapura RoadNimantha Chamil LakmalNessuna valutazione finora
- Cast Irons: MSE 206-Materials Characterization I Lecture-6Documento21 pagineCast Irons: MSE 206-Materials Characterization I Lecture-6Jose Luis Valin RiveraNessuna valutazione finora
- Structural Use of Bamboo. Part 4: Element Design Equations: SynopsisDocumento4 pagineStructural Use of Bamboo. Part 4: Element Design Equations: SynopsisVictor OmotoriogunNessuna valutazione finora
- Analysis of Doubly Reinforced Concrete BeamDocumento4 pagineAnalysis of Doubly Reinforced Concrete BeamAnton_Young_1962Nessuna valutazione finora
- Structural Analysis - IiiDocumento11 pagineStructural Analysis - IiiDeepak Sah0% (1)
- Shrinkage Cracks & PreventionDocumento3 pagineShrinkage Cracks & PreventionKarambir SinghNessuna valutazione finora
- Bond and Development Length - ACI 318-19Documento67 pagineBond and Development Length - ACI 318-19ahsansaddique100% (2)
- Sa 203Documento4 pagineSa 203gst ajahNessuna valutazione finora