Potrebbero piacerti anche
- Ejercicios de TVSODocumento12 pagineEjercicios de TVSOBazarCasiopea100% (1)
- Proceso de Fabricación de Caña de AzucarDocumento13 pagineProceso de Fabricación de Caña de AzucarLucero Fernandez PalominoNessuna valutazione finora
- Sistemas de Lubricacion AutomotrizDocumento153 pagineSistemas de Lubricacion Automotrizsignificado30% (1)
- Flotacion ZN PDFDocumento89 pagineFlotacion ZN PDFOscar Elviz Sanchez SilvaNessuna valutazione finora
- EXPOSICION Estructuras de MaderaDocumento427 pagineEXPOSICION Estructuras de MaderaWilson Lopez Araujo100% (1)
- Proceso de Fabricacion de Azúcar para Clase 01Documento25 pagineProceso de Fabricacion de Azúcar para Clase 01Feliciano BernuiNessuna valutazione finora
- Manual de Quimica, Practicas de LaboratorioDocumento110 pagineManual de Quimica, Practicas de Laboratoriogeraldinn71% (7)
- Proceso Productivo de AzúcarDocumento4 pagineProceso Productivo de Azúcaradrian_kalNessuna valutazione finora
- Mineria Las BambasDocumento28 pagineMineria Las Bambasandy salcedoNessuna valutazione finora
- Soldadura Por Proceso de Arco Sumergido.-1Documento7 pagineSoldadura Por Proceso de Arco Sumergido.-1KLEVER ADRIANONessuna valutazione finora
- LABORATORIO3 - MUESTREO Y ANALISIS MUESTREO - Muñoz - Rivera - Valero - VillenaDocumento13 pagineLABORATORIO3 - MUESTREO Y ANALISIS MUESTREO - Muñoz - Rivera - Valero - VillenaPaul Alvarez Cueva100% (1)
- IMticaoDocumento376 pagineIMticaocarlosNessuna valutazione finora
- Unidad I Primera ParteDocumento64 pagineUnidad I Primera ParteFrancessca MontupinNessuna valutazione finora
- 7 Determinacion de Mohos y LevadurasDocumento12 pagine7 Determinacion de Mohos y LevadurasIsita Alvarez100% (3)
- Resumen Ejecutivo - IGAC Chala ONEDocumento48 pagineResumen Ejecutivo - IGAC Chala ONEjoeNessuna valutazione finora
- Flujo Del Proceso Productivo y Escalas de Produccion Carbonato de CalcioDocumento6 pagineFlujo Del Proceso Productivo y Escalas de Produccion Carbonato de CalcioYessika Julieth Villanueva Alvarez100% (1)
- Biooxidación de MineralesDocumento14 pagineBiooxidación de MineralesCarlosElkindNessuna valutazione finora
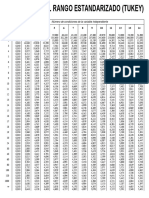
- Distribucion TukeyDocumento1 paginaDistribucion TukeyJosé Carlos Bustamante Morales0% (1)
- Aspectos Fundamentales de La HidrometalurgiaDocumento12 pagineAspectos Fundamentales de La HidrometalurgiaMarko Sandoval LatocheNessuna valutazione finora
- Caña de AzucarDocumento100 pagineCaña de AzucarAnderson Mora SierraNessuna valutazione finora
- Deterinacion de Azucares Reductores en Leche CondensadaDocumento3 pagineDeterinacion de Azucares Reductores en Leche CondensadaJaime VicuñaNessuna valutazione finora
- TesisDocumento65 pagineTesisSalcedo Rojas CristinaNessuna valutazione finora
- Recursos para Alimentación AnimalDocumento40 pagineRecursos para Alimentación AnimalCarlos AguirreNessuna valutazione finora
- IGAC - Planta de Beneficio Confianza - Resumen Ejecutivo PDFDocumento30 pagineIGAC - Planta de Beneficio Confianza - Resumen Ejecutivo PDFJose PrietoNessuna valutazione finora
- Tarea 1Documento16 pagineTarea 1Diego CastroNessuna valutazione finora
- Medicion de La DensidadDocumento6 pagineMedicion de La DensidadDayana BorjaNessuna valutazione finora
- Informe Final PDFDocumento65 pagineInforme Final PDFAriel EspinozaNessuna valutazione finora
- IMmevaeeDocumento116 pagineIMmevaeeJAVIERNessuna valutazione finora
- La Caña de Azúcar DANIEL1Documento21 pagineLa Caña de Azúcar DANIEL1Rony Daniel Machco PinedaNessuna valutazione finora
- Criterios para El Control Microbiológico de Superficies Vivas e InertesDocumento18 pagineCriterios para El Control Microbiológico de Superficies Vivas e InertesAnabelNessuna valutazione finora
- Introduccion Pirometalurgia Fusion Escoria y FundentesDocumento7 pagineIntroduccion Pirometalurgia Fusion Escoria y FundentesJuan José Solano CastilloNessuna valutazione finora
- Examen MasaDocumento10 pagineExamen MasaDiana De La CruzNessuna valutazione finora
- Informe Visita Planta ConcentradoraDocumento18 pagineInforme Visita Planta ConcentradoraFreck Pedro OliveraNessuna valutazione finora
- Flotación de MineralesDocumento31 pagineFlotación de MineralesRonal Minaya Rosales100% (1)
- Proyecto de TesisDocumento34 pagineProyecto de TesisNancy QuispeNessuna valutazione finora
- Tesis Ximena Carrasco - Ing - Amb - UTFSM - Dic - 2011Documento110 pagineTesis Ximena Carrasco - Ing - Amb - UTFSM - Dic - 2011jose barros100% (1)
- Cap-Iii-1 Implementacion de Nuevo Ingenio en Tarija PDFDocumento133 pagineCap-Iii-1 Implementacion de Nuevo Ingenio en Tarija PDFnolanNessuna valutazione finora
- Presentacion Chile - MicroalgasDocumento26 paginePresentacion Chile - MicroalgasPatricia StewartNessuna valutazione finora
- Suero en Polvo - Mendoza y MirandaDocumento3 pagineSuero en Polvo - Mendoza y MirandaGina Valeta ruizNessuna valutazione finora
- Elaboracion y Caracterizacion de Una Bebida Alcoholica Fermentada A Base de QuinuaDocumento3 pagineElaboracion y Caracterizacion de Una Bebida Alcoholica Fermentada A Base de QuinuaShamir Pizarro HuayanayNessuna valutazione finora
- Analisis Granulometrico MinasDocumento19 pagineAnalisis Granulometrico MinasJULIO100% (1)
- 04 Pruebas de AceptabilidadDocumento20 pagine04 Pruebas de AceptabilidadDiana Jeronimo100% (2)
- Azucar MonografiaDocumento21 pagineAzucar MonografiaOsvid ZedanoNessuna valutazione finora
- Haccp Fideos PDFDocumento180 pagineHaccp Fideos PDFMaximo Alberto Parhuana ParedesNessuna valutazione finora
- Los Recursos EvaporiticosDocumento11 pagineLos Recursos EvaporiticosDamaris Contreras FloresNessuna valutazione finora
- Thesis PresentationDocumento162 pagineThesis PresentationRenzo Gallegos VilcaNessuna valutazione finora
- Tesis Cascara de Arroz 2017mayoDocumento156 pagineTesis Cascara de Arroz 2017mayoLina Marcela ParraNessuna valutazione finora
- Analisis Microbiologico de Leche CrudaDocumento3 pagineAnalisis Microbiologico de Leche CrudaHusseyLorduyNessuna valutazione finora
- Presentacion Curso Basico Metsim Waol Linked in 2017Documento47 paginePresentacion Curso Basico Metsim Waol Linked in 2017ModelamientoDeProcesosMinerosSimmodmetNessuna valutazione finora
- Norma Cubana Leche CrudaDocumento10 pagineNorma Cubana Leche CrudaKarol Chavely Huamantuma TejadaNessuna valutazione finora
- Análisis Microbiológico de Alimentos OrgánicosDocumento18 pagineAnálisis Microbiológico de Alimentos OrgánicosCarolina Minuche0% (1)
- Proyecto de Fitorremediacion1Documento15 pagineProyecto de Fitorremediacion1yesenia huillca martelNessuna valutazione finora
- Diseño de Un Biorreactor CSTR Aplicado A La Fermentacion para La Obtencion de Etanol A Partir de La Cascarilla de ArrozDocumento29 pagineDiseño de Un Biorreactor CSTR Aplicado A La Fermentacion para La Obtencion de Etanol A Partir de La Cascarilla de ArrozHAROLD ISAI SILVESTRE GOMEZNessuna valutazione finora
- Seguridad Laboral: Jorge Eduardo Loayza Pérez - 2018Documento27 pagineSeguridad Laboral: Jorge Eduardo Loayza Pérez - 2018Tn MontanaNessuna valutazione finora
- Analisis Microbiologico Del QuesoDocumento22 pagineAnalisis Microbiologico Del QuesoJhoncitoToniCorazonNessuna valutazione finora
- Ingenieria de MinasDocumento19 pagineIngenieria de MinasDeyli RamosNessuna valutazione finora
- Tipos de MolinosDocumento5 pagineTipos de MolinoszairaNessuna valutazione finora
- Balance de MateriaDocumento27 pagineBalance de MateriaAndre Leo SandovalNessuna valutazione finora
- Examen Virtual Final PirometalurgiaDocumento2 pagineExamen Virtual Final PirometalurgiaAnonymous CNormeuqWpNessuna valutazione finora
- Guía Preparación Evaluación Nº3 Operaciones de ConminuciónDocumento10 pagineGuía Preparación Evaluación Nº3 Operaciones de ConminuciónPedro Barahona AravenaNessuna valutazione finora
- Sanchez LDocumento13 pagineSanchez LPol FrancNessuna valutazione finora
- Biotecnologia y BDocumento46 pagineBiotecnologia y BwilianNessuna valutazione finora
- Tecnología Química 0041-8420: Issn: Revista - Tec.quimica@fiq - Uo.edu - CuDocumento20 pagineTecnología Química 0041-8420: Issn: Revista - Tec.quimica@fiq - Uo.edu - CuElmer Hernández CáceresNessuna valutazione finora
- AnteproyectoDocumento29 pagineAnteproyectoAndrea PulidoNessuna valutazione finora
- Biotecnología para La Producción de EnergíaDocumento2 pagineBiotecnología para La Producción de EnergíaLeo OONessuna valutazione finora
- Issn: IssnDocumento10 pagineIssn: Issnnicolasvc2505Nessuna valutazione finora
- Oxidación Del Ion IoduroDocumento12 pagineOxidación Del Ion IoduroIsita AlvarezNessuna valutazione finora
- Instructivo de Uso Del AtutoclaveDocumento3 pagineInstructivo de Uso Del AtutoclaveIsita AlvarezNessuna valutazione finora
- Resumen Del Libro Crear o MorirDocumento3 pagineResumen Del Libro Crear o MorirIsita Alvarez100% (1)
- Biotecnologia en La IndustriaDocumento14 pagineBiotecnologia en La IndustriaIsita AlvarezNessuna valutazione finora
- Riesgos y Accidentes de TrabajoDocumento15 pagineRiesgos y Accidentes de TrabajoIsita AlvarezNessuna valutazione finora
- Ventajas y Desventajas de La Unión Por RemachesDocumento1 paginaVentajas y Desventajas de La Unión Por RemachesHeather Larsen100% (2)
- Program de Enrriq Ambiental - 09. - Castillo-Guevara PDFDocumento13 pagineProgram de Enrriq Ambiental - 09. - Castillo-Guevara PDFAngélica Lozano CastroNessuna valutazione finora
- Programa de Hs Centro Vacacional Huampani 28.05.12Documento52 paginePrograma de Hs Centro Vacacional Huampani 28.05.12miyaninaNessuna valutazione finora
- Preguntas MatemáticaDocumento10 paginePreguntas MatemáticaCarlos Alberto Boza DurandNessuna valutazione finora
- Practica de Plasticidad EjemploDocumento6 paginePractica de Plasticidad EjemploEleazar Moreno SierraNessuna valutazione finora
- Mermas de AluminioDocumento47 pagineMermas de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- FT Cubierta Ajover Premium Trapezoidal A360 06 2021Documento8 pagineFT Cubierta Ajover Premium Trapezoidal A360 06 2021karolNessuna valutazione finora
- Material de Envase Tabletas.Documento4 pagineMaterial de Envase Tabletas.DeaCarlaNessuna valutazione finora
- Ejercicicos 4.5 Al 4.7Documento6 pagineEjercicicos 4.5 Al 4.7Dario S100% (1)
- Excavaciones y ZanjasDocumento53 pagineExcavaciones y ZanjasAngel LRNessuna valutazione finora
- Orientación Clase Práctica 1 FRCDocumento2 pagineOrientación Clase Práctica 1 FRCYoansel Ruiz ChavezNessuna valutazione finora
- U1 A U3, Fabricacion, FuncionamientoDocumento20 pagineU1 A U3, Fabricacion, FuncionamientoDiego RomanNessuna valutazione finora
- Metal Duro HM: Tecnología Mecánica F.C.E.F. y N. Universidad Nacional de CórdobaDocumento46 pagineMetal Duro HM: Tecnología Mecánica F.C.E.F. y N. Universidad Nacional de CórdobaAnabel HernandezNessuna valutazione finora
- Indicadores de Calidad - 2021Documento31 pagineIndicadores de Calidad - 2021Jhon AndradeNessuna valutazione finora
- CAPITULO 3 Proceso de Nanoarcilla 161206Documento20 pagineCAPITULO 3 Proceso de Nanoarcilla 161206Karlas Carolina GutierreNessuna valutazione finora
- Clase 5 - Calculos Tiempo EnfriamientoDocumento29 pagineClase 5 - Calculos Tiempo EnfriamientoAnonymous iIaMAfV0% (1)
- Patente EXCINOXDocumento23 paginePatente EXCINOXAntonio Ros MorenoNessuna valutazione finora
- Catálogo de 10 Plantas Medicinales Del DFDocumento60 pagineCatálogo de 10 Plantas Medicinales Del DFMayra Zepeda Arriaga100% (1)
- Goblinslab Ebook Modelado Goblin PDFDocumento95 pagineGoblinslab Ebook Modelado Goblin PDFKarlo MagnoNessuna valutazione finora
- Sengfeng LaserDocumento24 pagineSengfeng LasertaurusmaquinaschileNessuna valutazione finora
- Producción de Huevos de CodornízDocumento27 pagineProducción de Huevos de CodornízFanny Aleva67% (3)
- Maruja Barrig El Genero en Las InstitucionesDocumento15 pagineMaruja Barrig El Genero en Las InstitucionesAstrid Munar100% (1)
- Curiosidades de La MaderaDocumento99 pagineCuriosidades de La MaderaFernandoCarrascosaNessuna valutazione finora
- Funciones Del EnvaseDocumento15 pagineFunciones Del EnvaseVeronica RamosNessuna valutazione finora
- MT NFDocumento33 pagineMT NFeliana-ml1221Nessuna valutazione finora