Potrebbero piacerti anche
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideDa EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideValutazione: 4.5 su 5 stelle4.5/5 (8)
- LS Gen IV Engines 2005 - Present: How to Build Max PerformanceDa EverandLS Gen IV Engines 2005 - Present: How to Build Max PerformanceValutazione: 5 su 5 stelle5/5 (2)
- ZF 6HP26X LR Description and OperationDocumento47 pagineZF 6HP26X LR Description and Operationcoral4him100% (4)
- Intake and Exhaust Tuning - Enginology SHDocumento13 pagineIntake and Exhaust Tuning - Enginology SHjoop1231177Nessuna valutazione finora
- Next-Gen Half-Toroidal CVT with Geared Neutral and Power-Split SystemsDocumento9 pagineNext-Gen Half-Toroidal CVT with Geared Neutral and Power-Split SystemsAbhishekJadhav100% (1)
- FSA Gasket Handbook - June 2017Documento138 pagineFSA Gasket Handbook - June 2017Dijin MaroliNessuna valutazione finora
- FSA Gasket Handbook - June 2017Documento138 pagineFSA Gasket Handbook - June 2017Dijin MaroliNessuna valutazione finora
- Seminar Report On I-VtecDocumento31 pagineSeminar Report On I-Vtecmaheshkawade1380% (5)
- Cam Shaft Design and Analysis for Multi-Cylinder EngineDocumento52 pagineCam Shaft Design and Analysis for Multi-Cylinder EngineNationalinstituteDsnr67% (3)
- Valdyn Design Valvetrain Timing DriveDocumento16 pagineValdyn Design Valvetrain Timing Drivestefan.vince536100% (1)
- 2-3 Diffusion WeldingDocumento40 pagine2-3 Diffusion WeldingvaidyanathanNessuna valutazione finora
- Sarmiento - 2011Documento422 pagineSarmiento - 2011jmhinos4833Nessuna valutazione finora
- Ansi Agma 2015 1 A01 PDFDocumento44 pagineAnsi Agma 2015 1 A01 PDFvaidyanathanNessuna valutazione finora
- Camless Engine ReportDocumento29 pagineCamless Engine Reportsushant kumar80% (5)
- Exercises in Structural DynamicsDocumento13 pagineExercises in Structural DynamicsObinna ObiefuleNessuna valutazione finora
- BS en 10217-6-2019Documento42 pagineBS en 10217-6-2019Federico De MartiniNessuna valutazione finora
- Full Report PDFDocumento30 pagineFull Report PDFDarshiKrishnaNessuna valutazione finora
- DIN 7190 2001 Interference Fits Calculation and Design Rules 1Documento43 pagineDIN 7190 2001 Interference Fits Calculation and Design Rules 1Nuno Miguel TorcatoNessuna valutazione finora
- Correlation of Yield Strength and Tensile Strength With Hardness For SteelsDocumento6 pagineCorrelation of Yield Strength and Tensile Strength With Hardness For SteelsandersonarizaeNessuna valutazione finora
- Camless EngineDocumento29 pagineCamless Enginesharandeep1112Nessuna valutazione finora
- Ijcrt 181756Documento6 pagineIjcrt 181756Duc DungNessuna valutazione finora
- Abvı01597172Documento11 pagineAbvı01597172cakirmeNessuna valutazione finora
- Cylinder DeactivationDocumento6 pagineCylinder Deactivationkhanhung4184100% (1)
- ABSTRACTDocumento15 pagineABSTRACTbalaji xeroxNessuna valutazione finora
- Research Paper On VCR EngineDocumento7 pagineResearch Paper On VCR Enginegw08nnfr100% (1)
- Gear Box EffisiensiDocumento2 pagineGear Box EffisiensiNakkolopNessuna valutazione finora
- Challenges and Opportunities in Automotive Transmission ControlDocumento6 pagineChallenges and Opportunities in Automotive Transmission ControlArnabGhoshNessuna valutazione finora
- Cylinder DeactivationDocumento5 pagineCylinder DeactivationBhanumas Sawasdee100% (1)
- Experimental Technique For Evaluating Valve Train Performance of A Heavy Duty Diesel EngineDocumento13 pagineExperimental Technique For Evaluating Valve Train Performance of A Heavy Duty Diesel EngineHannan yusuf KhanNessuna valutazione finora
- IRJET Research On Clutchless Quick GearDocumento3 pagineIRJET Research On Clutchless Quick Gearscdindar3838Nessuna valutazione finora
- Research Paper On EnginesDocumento7 pagineResearch Paper On Enginesgihodatodev2100% (1)
- Potentials for Improving Synchronizer EfficiencyDocumento13 paginePotentials for Improving Synchronizer EfficiencyR KathirasanNessuna valutazione finora
- Methods of Computational Fluid Dynamics For A CVT Transmission Lubrication System of Agricultural TractorDocumento13 pagineMethods of Computational Fluid Dynamics For A CVT Transmission Lubrication System of Agricultural TractorAdrianNessuna valutazione finora
- Ic Engine ThesisDocumento8 pagineIc Engine Thesisafcmunxna100% (1)
- 1999-01-1259 Kluger SWRIDocumento8 pagine1999-01-1259 Kluger SWRIManish Kulkarni100% (1)
- Research Paper On I Vtec EngineDocumento6 pagineResearch Paper On I Vtec Enginefvfj1pqe100% (1)
- Analysis and Experimental Research On The Influence of VVT Point Selection On Exhaust Temperature in Low Speed Operating ConditionsDocumento8 pagineAnalysis and Experimental Research On The Influence of VVT Point Selection On Exhaust Temperature in Low Speed Operating Conditionsrosca raulNessuna valutazione finora
- Irjet V7i10282Documento4 pagineIrjet V7i10282scdindar3838Nessuna valutazione finora
- Gearmotors: Achieving The Perfect Motor & Gearbox Match: Deeper InsightsDocumento16 pagineGearmotors: Achieving The Perfect Motor & Gearbox Match: Deeper InsightsRadu BadoiuNessuna valutazione finora
- Slip Control During Inertia Phase of Clutch-To-Clutch ShiftDocumento12 pagineSlip Control During Inertia Phase of Clutch-To-Clutch ShiftthisisjineshNessuna valutazione finora
- 1 JournalDocumento12 pagine1 JournalmahendranNessuna valutazione finora
- Review Paper On New Automotive Camless EngineDocumento4 pagineReview Paper On New Automotive Camless EngineEditor IJTSRDNessuna valutazione finora
- 23netp 0107Documento7 pagine23netp 0107Abdelmajid AittalebNessuna valutazione finora
- Research on reducing CVT transmission power losses to improve fuel economyDocumento10 pagineResearch on reducing CVT transmission power losses to improve fuel economyShailja SharmaNessuna valutazione finora
- CamlessegnineDocumento14 pagineCamlessegnineBhawani Singh RathoreNessuna valutazione finora
- A Seminar Report On "Camless Engine": Cochin University of Science and TechnologyDocumento26 pagineA Seminar Report On "Camless Engine": Cochin University of Science and TechnologyShivaraj GidaveerNessuna valutazione finora
- Murli Seminar On Camless EngineDocumento22 pagineMurli Seminar On Camless EnginemurlidharpurohitNessuna valutazione finora
- Top 18 Auto Mechanic Interview QuestionsDocumento5 pagineTop 18 Auto Mechanic Interview QuestionsBaba babaNessuna valutazione finora
- القياسات الفنيةDocumento16 pagineالقياسات الفنيةIbrahim LotfyNessuna valutazione finora
- Valvetrain Feature ETM107 Mechadyne TechnologiesDocumento4 pagineValvetrain Feature ETM107 Mechadyne Technologiesseva0Nessuna valutazione finora
- Design of Formula SAE Brake SystemsDocumento6 pagineDesign of Formula SAE Brake SystemsFuinha120194Nessuna valutazione finora
- Report On Cylinder DeactivationDocumento7 pagineReport On Cylinder Deactivationsanchit333Nessuna valutazione finora
- 2005 - Identification "Allshift"Documento34 pagine2005 - Identification "Allshift"Shivam KohliNessuna valutazione finora
- Fuel Pump With Brushless Motor For High Vibration ApplicationsDocumento4 pagineFuel Pump With Brushless Motor For High Vibration Applicationsddi11100% (1)
- 2008-01-2958 TOP FUEL Powertrian ModellingDocumento10 pagine2008-01-2958 TOP FUEL Powertrian ModellingT SmiNessuna valutazione finora
- Paper Title: (16 Bold)Documento5 paginePaper Title: (16 Bold)Jeff EmiNessuna valutazione finora
- Irjet V5i1291 PDFDocumento4 pagineIrjet V5i1291 PDFAhmadIzzatFahmiNessuna valutazione finora
- Acknowledgement: Seminar AssociateDocumento20 pagineAcknowledgement: Seminar Associateabbas abbuNessuna valutazione finora
- Heat Balance Sheet of Single Cylinder Diesel Engine by Introducing Oxygen in The Air IntakeDocumento7 pagineHeat Balance Sheet of Single Cylinder Diesel Engine by Introducing Oxygen in The Air IntakeBharath SaravananNessuna valutazione finora
- Development of An Engine Variable Geometry Intake System For A Formula SAE ApplicationDocumento12 pagineDevelopment of An Engine Variable Geometry Intake System For A Formula SAE ApplicationBlaze123xNessuna valutazione finora
- Engine Friction Losses InvestigationDocumento33 pagineEngine Friction Losses Investigationbosse ekisdeNessuna valutazione finora
- Research Paper On Ball Piston EngineDocumento8 pagineResearch Paper On Ball Piston Enginepxihigrif100% (1)
- Literature Review On Gas TurbineDocumento6 pagineLiterature Review On Gas Turbinefuhukuheseg2100% (1)
- Solenoid Engine ReportDocumento36 pagineSolenoid Engine ReportHarsh mouryNessuna valutazione finora
- MastersThesisMuhammadArsalanJaleesAbroDocumento57 pagineMastersThesisMuhammadArsalanJaleesAbroTanishk AgarwalNessuna valutazione finora
- 04 00 ThyssenKrupp MeuselDocumento18 pagine04 00 ThyssenKrupp Meuselsardhan.rajender84Nessuna valutazione finora
- Paper FormatDocumento5 paginePaper FormatAkshat sunil JainNessuna valutazione finora
- Rinne Et Al.2009 CeldasDocumento7 pagineRinne Et Al.2009 Celdasmamg4415Nessuna valutazione finora
- Design, Analysis and Performance Testing of A Diesel Engine As A Portable Electrical GeneratorDocumento13 pagineDesign, Analysis and Performance Testing of A Diesel Engine As A Portable Electrical GeneratorKarthik NagarajanNessuna valutazione finora
- Quintenz2009 - Hollow Shafts For TransmissionDocumento4 pagineQuintenz2009 - Hollow Shafts For TransmissionvaidyanathanNessuna valutazione finora
- B26 137950-1Documento14 pagineB26 137950-1vaidyanathanNessuna valutazione finora
- B26 137950-1Documento14 pagineB26 137950-1vaidyanathanNessuna valutazione finora
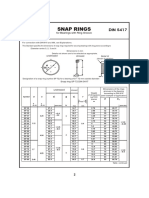
- Snap Ring DIN 5417Documento2 pagineSnap Ring DIN 5417vaidyanathan0% (1)
- Is - 2062.2011 PDFDocumento17 pagineIs - 2062.2011 PDFN GANESAMOORTHYNessuna valutazione finora
- Is 210Documento16 pagineIs 210Debopriyo GhoshNessuna valutazione finora
- Steel-Aluminum Knurled Interference Fits Joining PDocumento7 pagineSteel-Aluminum Knurled Interference Fits Joining PvaidyanathanNessuna valutazione finora
- A Shrink-Fit Shaft Subject To TorsionDocumento12 pagineA Shrink-Fit Shaft Subject To TorsionvaidyanathanNessuna valutazione finora
- Mil STD 814dDocumento24 pagineMil STD 814dvaidyanathanNessuna valutazione finora
- 100Cr6 PropertiesDocumento10 pagine100Cr6 PropertiesvaidyanathanNessuna valutazione finora
- Classification OF INTERNAL COMBUSTION ENGINE PDFDocumento65 pagineClassification OF INTERNAL COMBUSTION ENGINE PDFProcy FerrerNessuna valutazione finora
- Analysis of The Contact Pressure Between Cams and Roller PDFDocumento9 pagineAnalysis of The Contact Pressure Between Cams and Roller PDFvaidyanathanNessuna valutazione finora
- Stress & Fatigue Analysis of SVI-Tested Cam LobesDocumento110 pagineStress & Fatigue Analysis of SVI-Tested Cam LobesvaidyanathanNessuna valutazione finora
- TNPSCDocumento54 pagineTNPSCLogesh KumarNessuna valutazione finora
- Principle of Engine Operation PDFDocumento56 paginePrinciple of Engine Operation PDFatulsemilo100% (1)
- 15A TurbochargerDocumento38 pagine15A TurbochargerVinay Kumar NeelamNessuna valutazione finora
- Classification OF INTERNAL COMBUSTION ENGINE PDFDocumento65 pagineClassification OF INTERNAL COMBUSTION ENGINE PDFProcy FerrerNessuna valutazione finora
- Classification OF INTERNAL COMBUSTION ENGINE PDFDocumento65 pagineClassification OF INTERNAL COMBUSTION ENGINE PDFProcy FerrerNessuna valutazione finora
- Open NebulaDocumento7 pagineOpen NebulaNaresh KumarNessuna valutazione finora
- Marketing Theory and PracticeDocumento18 pagineMarketing Theory and PracticeRohit SahniNessuna valutazione finora
- Social Web Analytics Using R Graph TheoryDocumento7 pagineSocial Web Analytics Using R Graph TheoryParveshNessuna valutazione finora
- ZMMR34Documento25 pagineZMMR34Himanshu PrasadNessuna valutazione finora
- Call For Contributions - 2018 ATLAS T3 International Conference Babeș-Bolyai University, Cluj-Napoca, Romania, June 3-7, 2018Documento16 pagineCall For Contributions - 2018 ATLAS T3 International Conference Babeș-Bolyai University, Cluj-Napoca, Romania, June 3-7, 2018Basarab Nicolescu100% (3)
- Dickinson CatreflectionDocumento2 pagineDickinson Catreflectionapi-240429775Nessuna valutazione finora
- CG Lab Manual ProgramsDocumento61 pagineCG Lab Manual ProgramsVivek KvNessuna valutazione finora
- Ipcrf - Teacher I - IIIDocumento16 pagineIpcrf - Teacher I - IIIMc Clarens LaguertaNessuna valutazione finora
- Costco Cover Letter ExamplesDocumento6 pagineCostco Cover Letter Examplesxwxxoyvhf100% (1)
- Determination of CaCO3 in The EggshellDocumento33 pagineDetermination of CaCO3 in The EggshellbushlalaNessuna valutazione finora
- Low Cost Earthquake Resistant Housing Construction in India: I. Abstract & IntroductionDocumento3 pagineLow Cost Earthquake Resistant Housing Construction in India: I. Abstract & IntroductionArvind BajpaiNessuna valutazione finora
- Science Report For Coins RotationDocumento2 pagineScience Report For Coins Rotationapi-253395143Nessuna valutazione finora
- Indeo® Video and Audio Software Release NotesDocumento8 pagineIndeo® Video and Audio Software Release NotesMcLemiNessuna valutazione finora
- HemeDocumento9 pagineHemeCadenzaNessuna valutazione finora
- SOP SampleDocumento2 pagineSOP SampleLikhit VermaNessuna valutazione finora
- Bevel Gear DRAWING PDFDocumento1 paginaBevel Gear DRAWING PDFADITYA MOTLANessuna valutazione finora
- Quality Assurance in BacteriologyDocumento28 pagineQuality Assurance in BacteriologyAuguz Francis Acena50% (2)
- TEC-1123 Datasheet 5144GDocumento7 pagineTEC-1123 Datasheet 5144GSofyan AndikaNessuna valutazione finora
- LM 1002 Integrated English II PDFDocumento13 pagineLM 1002 Integrated English II PDFLuzviminda A. TajosNessuna valutazione finora
- DLL - Mathematics 6 - Q1 - W7Documento9 pagineDLL - Mathematics 6 - Q1 - W7maria gvlenn macanasNessuna valutazione finora
- Reading AdvocacyDocumento1 paginaReading AdvocacySamantha Jean PerezNessuna valutazione finora
- Book Review: 21st Century Skills - Learning For Life in Our TimesDocumento3 pagineBook Review: 21st Century Skills - Learning For Life in Our Timesteguh fimansyahNessuna valutazione finora
- Education: University/School NameDocumento2 pagineEducation: University/School NameCatherine AbabonNessuna valutazione finora
- (ENGL2112) Week 012-Course ModuleDocumento3 pagine(ENGL2112) Week 012-Course ModuleKaraNessuna valutazione finora
- 2.3.4 Design Values of Actions: BS EN 1990: A1.2.2 & NaDocumento3 pagine2.3.4 Design Values of Actions: BS EN 1990: A1.2.2 & NaSrini VasanNessuna valutazione finora
- Eng10 Q4 Mod3 Digital PDFDocumento11 pagineEng10 Q4 Mod3 Digital PDFRubelyn CagapeNessuna valutazione finora
- Bezier and B-Spline TechniquesDocumento58 pagineBezier and B-Spline TechniquesPranav GujarNessuna valutazione finora