Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Bill Nye, The Science Guy! EnergyDocumento2 pagineBill Nye, The Science Guy! EnergyTrevor RivardNessuna valutazione finora
- Project Report On Wire RodDocumento9 pagineProject Report On Wire RodEIRI Board of Consultants and Publishers100% (1)
- Methods of Chemical Analysis of FluorsparDocumento23 pagineMethods of Chemical Analysis of Fluorsparevalencia100% (1)
- Analysis of Acid-Grade Calcium Fluoride (Fluorspar) : Standard Test Methods ForDocumento14 pagineAnalysis of Acid-Grade Calcium Fluoride (Fluorspar) : Standard Test Methods ForevalenciaNessuna valutazione finora
- Sgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignDocumento10 pagineSgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignevalenciaNessuna valutazione finora
- Minerals 09 00222Documento11 pagineMinerals 09 00222evalenciaNessuna valutazione finora
- Preparing Your LaboratoryDocumento12 paginePreparing Your LaboratoryevalenciaNessuna valutazione finora
- User Instruction Manual 9779401, Rev B, Intelli-SashDocumento11 pagineUser Instruction Manual 9779401, Rev B, Intelli-SashevalenciaNessuna valutazione finora
- User's Manual 9410500, Rev A, Protector PremierDocumento59 pagineUser's Manual 9410500, Rev A, Protector PremierevalenciaNessuna valutazione finora
- Tea Leaves: Application Field: Agriculture Digestion Application Note DG-AG-09Documento1 paginaTea Leaves: Application Field: Agriculture Digestion Application Note DG-AG-09evalenciaNessuna valutazione finora
- Roots: Application Field: Agriculture Digestion Application Note DG-AG-08Documento1 paginaRoots: Application Field: Agriculture Digestion Application Note DG-AG-08evalenciaNessuna valutazione finora
- Beans: Application Field: Agriculture Digestion Application Note DG-AG-06Documento1 paginaBeans: Application Field: Agriculture Digestion Application Note DG-AG-06evalenciaNessuna valutazione finora
- 8000 Series Digital Video Recorder - Quick Start Guide V3.0 - 20181022Documento16 pagine8000 Series Digital Video Recorder - Quick Start Guide V3.0 - 20181022evalenciaNessuna valutazione finora
- DG - AG-04 MaizeDocumento1 paginaDG - AG-04 MaizeevalenciaNessuna valutazione finora
- Ground Vegetable: Application Field: Agriculture Digestion Application Note DG-AG-03Documento1 paginaGround Vegetable: Application Field: Agriculture Digestion Application Note DG-AG-03evalenciaNessuna valutazione finora
- DG - AG-01 Pine LeavesDocumento1 paginaDG - AG-01 Pine LeavesevalenciaNessuna valutazione finora
- Agricolture CookbookDocumento10 pagineAgricolture CookbookevalenciaNessuna valutazione finora
- The Paste Thickener Pilot Plant Is Self-Contained and IncludesDocumento1 paginaThe Paste Thickener Pilot Plant Is Self-Contained and IncludesevalenciaNessuna valutazione finora
- And Techniques: Ethos Series Ethos SeriesDocumento55 pagineAnd Techniques: Ethos Series Ethos SeriesevalenciaNessuna valutazione finora
- DG - AG-02 Dried Plant TissueDocumento1 paginaDG - AG-02 Dried Plant TissueevalenciaNessuna valutazione finora
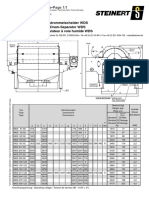
- Seite - Page 1/1: Nasstrommelscheider WDS Wet-Drum-Separator WDS Séparateur À Voie Humide WDSDocumento1 paginaSeite - Page 1/1: Nasstrommelscheider WDS Wet-Drum-Separator WDS Séparateur À Voie Humide WDSevalenciaNessuna valutazione finora
- Volume 15 - Condensed Aerosol Fire Extinguishing SystemsDocumento3 pagineVolume 15 - Condensed Aerosol Fire Extinguishing SystemskulukundunguNessuna valutazione finora
- Material Price ListDocumento43 pagineMaterial Price ListSathish RagavanNessuna valutazione finora
- Pra Un Ing 2013-Paket 7Documento14 paginePra Un Ing 2013-Paket 7adela_97lineNessuna valutazione finora
- Infrared Physics & Technology: Luca QuaroniDocumento6 pagineInfrared Physics & Technology: Luca QuaroniAlejandro QuintanaNessuna valutazione finora
- List of HW RecyclersDocumento11 pagineList of HW RecyclersUnitedWork ServiceNessuna valutazione finora
- AlkalinityDocumento33 pagineAlkalinityAinunNessuna valutazione finora
- WeldingDocumento27 pagineWeldingsuman kumarNessuna valutazione finora
- Assignment 1 - Chapter 3 AnswerDocumento9 pagineAssignment 1 - Chapter 3 AnswerHarryzam MartelNessuna valutazione finora
- In Uence of Bottom Ash and Limestone Powder On The Properties of Ternary Cement and MortarDocumento13 pagineIn Uence of Bottom Ash and Limestone Powder On The Properties of Ternary Cement and Mortardummy dumdumNessuna valutazione finora
- PEB Brochure PDFDocumento12 paginePEB Brochure PDFBrian AbbottNessuna valutazione finora
- Inert Corrosion-Free Structural Repair and Protection SystemDocumento16 pagineInert Corrosion-Free Structural Repair and Protection SystemLempira TorresNessuna valutazione finora
- Service: Residential/Commercial Generator SetsDocumento72 pagineService: Residential/Commercial Generator SetsJosé roberto PoblanoNessuna valutazione finora
- CorrosionDocumento9 pagineCorrosionhesampirNessuna valutazione finora
- Rak ObatDocumento5 pagineRak Obatkhilwa alfaynaNessuna valutazione finora
- QM-I ManualDocumento87 pagineQM-I ManualMuhammad Masoom AkhtarNessuna valutazione finora
- Fire ProtectionDocumento10 pagineFire ProtectionRasadnya SirNessuna valutazione finora
- Bioinspiration and BiomimeticsDocumento7 pagineBioinspiration and BiomimeticsAyush 100niNessuna valutazione finora
- ASTUDYONAMYLASEREVIEWDocumento9 pagineASTUDYONAMYLASEREVIEWzaharo putriNessuna valutazione finora
- 13 Ionic Equilibria Notes PDFDocumento37 pagine13 Ionic Equilibria Notes PDFUchiha YogesNessuna valutazione finora
- Xliil-On J. Brown. My: An Acetic Ferment Which Form CelluloseDocumento8 pagineXliil-On J. Brown. My: An Acetic Ferment Which Form CelluloseFiqa SuccessNessuna valutazione finora
- Geographical Organisation: Marketing ManagerDocumento10 pagineGeographical Organisation: Marketing ManagerVinod MalkarNessuna valutazione finora
- Supercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisDocumento10 pagineSupercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisMarcelo MeloNessuna valutazione finora
- FastenersDocumento178 pagineFastenersthulasi_krishna100% (6)
- Colorado Potato Beetle: LeptinotarsaDocumento13 pagineColorado Potato Beetle: Leptinotarsaenzo abrahamNessuna valutazione finora
- Transflex BrochureDocumento7 pagineTransflex BrochureMickijevicNessuna valutazione finora
- Amino Acid ChartDocumento6 pagineAmino Acid ChartCleveland BrownNessuna valutazione finora
- Pharmacological Review On Terminalia ChebulaDocumento5 paginePharmacological Review On Terminalia ChebulaSri Sakthi SumananNessuna valutazione finora
- Go Beyond The Limits of Your Creativity With Infinite SurfacesDocumento15 pagineGo Beyond The Limits of Your Creativity With Infinite SurfacesRehan AliNessuna valutazione finora