Potrebbero piacerti anche
- Soldadura Oxiacetileno InformeDocumento31 pagineSoldadura Oxiacetileno InformeAndre Camacho100% (1)
- Practica Soldadura 4.8Documento44 paginePractica Soldadura 4.8Arth SantNessuna valutazione finora
- La Soldadura Oxiacetilénica (Ofw) Oxy-Fuellas WeldingDocumento19 pagineLa Soldadura Oxiacetilénica (Ofw) Oxy-Fuellas WeldingDarlin AlfaroNessuna valutazione finora
- OxiacetilenoDocumento37 pagineOxiacetilenoJose R. Ramos GotayNessuna valutazione finora
- Soldadura Con OxiacetilenoDocumento8 pagineSoldadura Con OxiacetilenoRywer Luna choqueNessuna valutazione finora
- Soldadura OxiacetilénicaDocumento4 pagineSoldadura OxiacetilénicaJuanDiegoSantaMaríaNessuna valutazione finora
- Ofw InformeDocumento8 pagineOfw InformeBrando Vilca TiconaNessuna valutazione finora
- 22-Soldadura OxiacetilenoDocumento39 pagine22-Soldadura OxiacetilenoMai Trix TrixNessuna valutazione finora
- Soldadura Con OxiacetilenoDocumento8 pagineSoldadura Con Oxiacetilenomauri129Nessuna valutazione finora
- Soldadura AutógenaDocumento8 pagineSoldadura AutógenaDavid Rivera Luján100% (2)
- PCDM P3 VGJJ 8115Documento13 paginePCDM P3 VGJJ 8115Jesus Ska VergaraNessuna valutazione finora
- Practica 3 Soldadura Por Gas Combustible y OxigenoDocumento9 paginePractica 3 Soldadura Por Gas Combustible y Oxigenojcpajaro7Nessuna valutazione finora
- Soldadura OxiacetilenoDocumento9 pagineSoldadura OxiacetilenoHéctor EnriqueNessuna valutazione finora
- 3 PDFDocumento22 pagine3 PDFhgcuNessuna valutazione finora
- Proceso Basico en SoldaduraDocumento11 pagineProceso Basico en SoldaduraOscar CanizNessuna valutazione finora
- Soldadura OxiacetilénicaDocumento8 pagineSoldadura OxiacetilénicaHenry Joel Perez GutierrezNessuna valutazione finora
- Soldadura de Union de Piesas Con MarcoDocumento10 pagineSoldadura de Union de Piesas Con MarcoJheis Deyvis Perez Perez100% (1)
- Soldadura - OXI Y SMAW CORTO OKOKDocumento22 pagineSoldadura - OXI Y SMAW CORTO OKOKAlexander jorge perez villegasNessuna valutazione finora
- Alex Gonzalez Ensayo OAWDocumento26 pagineAlex Gonzalez Ensayo OAWAlex GonzalezNessuna valutazione finora
- Soldadura AutógenaDocumento6 pagineSoldadura Autógenaanon_953503468Nessuna valutazione finora
- OxicorteDocumento7 pagineOxicorteBrando Vilca TiconaNessuna valutazione finora
- Soldaduraoxiacetilnica 140801015321 Phpapp01Documento28 pagineSoldaduraoxiacetilnica 140801015321 Phpapp01Casildo Cabello VeizagaNessuna valutazione finora
- Informe N°8 Soldadura OxiacetilénicaDocumento15 pagineInforme N°8 Soldadura OxiacetilénicaINDUSTIALITANessuna valutazione finora
- Cordones en Posición Plana - OfwDocumento12 pagineCordones en Posición Plana - OfwMayli Mayumi100% (2)
- 7 Autónomo Soldadura OawDocumento23 pagine7 Autónomo Soldadura OawAlex GonzalezNessuna valutazione finora
- Soldadura para El Mantenimiento OawDocumento6 pagineSoldadura para El Mantenimiento OawYerson ObregonNessuna valutazione finora
- Informe de Laboratorio de SoldaduraDocumento1 paginaInforme de Laboratorio de SoldaduraBryan Michael Calva CuevaNessuna valutazione finora
- Cuestionario de Refuerzo - Lema LuisDocumento56 pagineCuestionario de Refuerzo - Lema LuisDavid Lema100% (1)
- Macuchapi Edilson (Proyecto 3 Soldadura Oxiacetilénica)Documento10 pagineMacuchapi Edilson (Proyecto 3 Soldadura Oxiacetilénica)Erbin C EspinozaNessuna valutazione finora
- S-5-6 Equipo OxiacetilenicoDocumento30 pagineS-5-6 Equipo OxiacetilenicoJorge Esteban VillagraNessuna valutazione finora
- Soldadura Oxiacetilenica 17Documento6 pagineSoldadura Oxiacetilenica 17Anonymous lYqrhLC6XNessuna valutazione finora
- Soldadura Oxi AcetilenicaDocumento27 pagineSoldadura Oxi AcetilenicaAnonymous UXepMyKP6Nessuna valutazione finora
- Practica 5Documento7 paginePractica 5Danna PaolaNessuna valutazione finora
- Tecnología de La Soldadura OxiacetilenoDocumento29 pagineTecnología de La Soldadura OxiacetilenoipozasNessuna valutazione finora
- Presentacion Procesos FINALDocumento35 paginePresentacion Procesos FINALvictorNessuna valutazione finora
- Soldadura OxigasDocumento3 pagineSoldadura Oxigasmayra2190516Nessuna valutazione finora
- Informe OxiacetilenoDocumento7 pagineInforme OxiacetilenoVictor AguirreNessuna valutazione finora
- Práctica N°3 Proceso de Soldadura Oxíacetilénica (Oaw)Documento3 paginePráctica N°3 Proceso de Soldadura Oxíacetilénica (Oaw)INGENIERÍA METALÚRGICA UNSA PROMOCIÓN 2020100% (1)
- Soldadura Oxiacetilenica y Oxicorte, Sebastian KleinDocumento3 pagineSoldadura Oxiacetilenica y Oxicorte, Sebastian KleinSebastian KleinNessuna valutazione finora
- Practica OfwDocumento5 paginePractica OfwcristianNessuna valutazione finora
- Power Point Soldadura OxiacetilenicaDocumento11 paginePower Point Soldadura OxiacetilenicaMateo TeoNessuna valutazione finora
- Proceso de Soldadura Por OxiacetilenoDocumento31 pagineProceso de Soldadura Por OxiacetilenoRafaelMontesNessuna valutazione finora
- Informe 2 Tec de Fabricacion YaDocumento9 pagineInforme 2 Tec de Fabricacion Yahector mario gonzalez bonettNessuna valutazione finora
- Cap I Sold. OxigasDocumento43 pagineCap I Sold. OxigasWashington Nilver Quispe OrihuelaNessuna valutazione finora
- Curso Corte y SoldaduraDocumento38 pagineCurso Corte y SoldadurarubénNessuna valutazione finora
- Soldadura AutogenaDocumento10 pagineSoldadura AutogenaEdison Orbea0% (1)
- Informe SoldaduraDocumento8 pagineInforme SoldaduraJhonatan Pereda TorresNessuna valutazione finora
- Semana 08 - Proceso de Soldadura OFW PDFDocumento20 pagineSemana 08 - Proceso de Soldadura OFW PDFGabriel PulidoNessuna valutazione finora
- Práctica 1 Soldadura AutógenaDocumento6 paginePráctica 1 Soldadura AutógenaEmilio AguirreNessuna valutazione finora
- Soldadura Oxiacetilenica ImproDocumento6 pagineSoldadura Oxiacetilenica ImproCarlos DanielNessuna valutazione finora
- Soldadura Oxiacetilénica: ResumenDocumento25 pagineSoldadura Oxiacetilénica: ResumenSandraNessuna valutazione finora
- Soldadura OxiacetilénicaDocumento3 pagineSoldadura OxiacetilénicabarriosalarconsamuelNessuna valutazione finora
- Procedimiento Ejecución Soldadura FuerteDocumento6 pagineProcedimiento Ejecución Soldadura Fuertemarcela_a_sNessuna valutazione finora
- Soldadura OxiacetilénicaDocumento12 pagineSoldadura OxiacetilénicaHipolito GarciaNessuna valutazione finora
- Soldadura Por CapilaridadDocumento5 pagineSoldadura Por CapilaridadJhon HenryNessuna valutazione finora
- Soldadura OxigasDocumento18 pagineSoldadura OxigasDIEGO ALONSO CHOQUEHUAYTA ALVAREZNessuna valutazione finora
- Soldadura Oxiatilenica (Oaw)Documento6 pagineSoldadura Oxiatilenica (Oaw)Joel VillcaNessuna valutazione finora
- Corte Con OxiacetilenoDocumento6 pagineCorte Con OxiacetilenoAngel Gonzales0% (1)
- Soldadura en el montaje de tuberías. FMEC0108Da EverandSoldadura en el montaje de tuberías. FMEC0108Valutazione: 3.5 su 5 stelle3.5/5 (3)
- Planta de SegregaciónDocumento7 paginePlanta de SegregaciónBrando Vilca TiconaNessuna valutazione finora
- Preparacion de Muestras MinerasDocumento9 paginePreparacion de Muestras MinerasBrando Vilca TiconaNessuna valutazione finora
- Informe SiderDocumento23 pagineInforme SiderBrando Vilca TiconaNessuna valutazione finora
- Tareapractica Crear Papel Membretado para 03 EmpresasDocumento5 pagineTareapractica Crear Papel Membretado para 03 EmpresasBrando Vilca TiconaNessuna valutazione finora
- InoxDocumento7 pagineInoxBrando Vilca TiconaNessuna valutazione finora
- OxicorteDocumento7 pagineOxicorteBrando Vilca TiconaNessuna valutazione finora
- Tubo Fluorescente Led 2Documento11 pagineTubo Fluorescente Led 2Andres Juarez100% (1)
- Flavia Alejandra SANCHEZ DIAZ - Ficha de Trabajo de 5 To de Sec ENERGIA SOLARDocumento4 pagineFlavia Alejandra SANCHEZ DIAZ - Ficha de Trabajo de 5 To de Sec ENERGIA SOLARHaru HyeNessuna valutazione finora
- Laboratorio n6 PotenciaDocumento9 pagineLaboratorio n6 PotenciaMichael AlexanderNessuna valutazione finora
- 11 - Guía Nº10 de Ejercicios PSU - Trabajo - Conservacion de La Energia MecanicaDocumento5 pagine11 - Guía Nº10 de Ejercicios PSU - Trabajo - Conservacion de La Energia Mecanicaapi-3727859Nessuna valutazione finora
- Procedimiento Trabajos ElectricosDocumento30 pagineProcedimiento Trabajos ElectricoscristianNessuna valutazione finora
- Lincoln Electric Im862 Vantage 500 DeutzDocumento55 pagineLincoln Electric Im862 Vantage 500 DeutzBladimir Jesus Vasquez AlaveNessuna valutazione finora
- Universidad Nacional Jorge Basadre Grohmann: Facultad de Ingenieria Escuela Profesional de Ingenieria MecanicaDocumento9 pagineUniversidad Nacional Jorge Basadre Grohmann: Facultad de Ingenieria Escuela Profesional de Ingenieria MecanicaDerlin CondoriNessuna valutazione finora
- @memoria Conceptual Complejo Deportivo Laureano SánchezDocumento11 pagine@memoria Conceptual Complejo Deportivo Laureano SánchezCesar Ramirez GNessuna valutazione finora
- Bonsucro-Estándar de Cadena de Custodia 2018Documento11 pagineBonsucro-Estándar de Cadena de Custodia 2018mariaNessuna valutazione finora
- EoliticoDocumento2 pagineEoliticoAdalbertoNessuna valutazione finora
- Catalogo FVDocumento45 pagineCatalogo FVYohanes Rosado PantigosoNessuna valutazione finora
- Cartilla Extintores PDFDocumento3 pagineCartilla Extintores PDFCristian Alfredo Díaz DíazNessuna valutazione finora
- LosDocumento7 pagineLosEdgar Orellana100% (1)
- Diodos Trio o Triodos Del AlternadorDocumento2 pagineDiodos Trio o Triodos Del Alternadorhenrry_gutierrez100% (7)
- ENERGÍA SOLAR - Jody OrtizDocumento10 pagineENERGÍA SOLAR - Jody OrtizMichel OrtizNessuna valutazione finora
- Curso NB777 2015Documento90 pagineCurso NB777 2015Thomas ReedNessuna valutazione finora
- PPT Sesion 21 AbrilDocumento23 paginePPT Sesion 21 AbrilZ. Iljitsch SamsaNessuna valutazione finora
- N° Contrato 415575: Mes FacturadoDocumento1 paginaN° Contrato 415575: Mes FacturadoEsika Cyzone LbelNessuna valutazione finora
- Suzuki Bandit250Documento23 pagineSuzuki Bandit250Pablo Felipe Llanos Baeza100% (2)
- Servicios y Tarifas 2018 2019 TCM PDFDocumento6 pagineServicios y Tarifas 2018 2019 TCM PDFSergio Ramirez SolisNessuna valutazione finora
- Instalacion de Un Sistema Hibrido Termosolar GLP para Provision de ACSDocumento5 pagineInstalacion de Un Sistema Hibrido Termosolar GLP para Provision de ACSJorge Luis Jaramillo PachecoNessuna valutazione finora
- Parque Eolico de QollpanaDocumento13 pagineParque Eolico de QollpanacesNessuna valutazione finora
- ¿Cómo Funciona MPPT en Un Inversor Conectado A La Red - QuoraDocumento3 pagine¿Cómo Funciona MPPT en Un Inversor Conectado A La Red - QuoraLuis PapaNessuna valutazione finora
- Ap TurboDocumento11 pagineAp TurboTeofilo Paredes CosmeNessuna valutazione finora
- Electricidad 1Documento10 pagineElectricidad 1Javier ChechuNessuna valutazione finora
- Seminario+leed+ucDocumento65 pagineSeminario+leed+ucVivaldi CrespopovicNessuna valutazione finora
- Tarea #21Documento5 pagineTarea #21cesarNessuna valutazione finora
- Calaje Bomba de Inyección MtuDocumento2 pagineCalaje Bomba de Inyección MtumanuelNessuna valutazione finora
- MICRO-AEROGENERADORES & ENERGÍA EÓLICA EN ZONAS URBANASDocumento34 pagineMICRO-AEROGENERADORES & ENERGÍA EÓLICA EN ZONAS URBANASMatías Díaz100% (1)
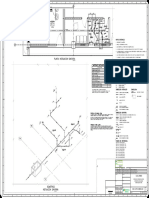
- 1C5C-19-UYF-DZ-IBEEC-0001-S08 Rev01 Edificio de Control de Acceso Instalacion Sanitaria ArquitecDocumento1 pagina1C5C-19-UYF-DZ-IBEEC-0001-S08 Rev01 Edificio de Control de Acceso Instalacion Sanitaria ArquitecEdgar Daniel González RodríguezNessuna valutazione finora