Potrebbero piacerti anche
- Machining GuidelinesDocumento34 pagineMachining GuidelinesHamsini712Nessuna valutazione finora
- Creusabro 101 PDFDocumento43 pagineCreusabro 101 PDFRavjManjunathNessuna valutazione finora
- Buehler's Guide To Sample PreparationDocumento74 pagineBuehler's Guide To Sample PreparationGowtham GanesanNessuna valutazione finora
- Powder Metallurgy Diamond Tools - A Review of Manufacturing RoutesDocumento8 paginePowder Metallurgy Diamond Tools - A Review of Manufacturing RoutesJan KoNessuna valutazione finora
- Practical Mechanical Optics PPT Frames and LensesDocumento40 paginePractical Mechanical Optics PPT Frames and LensesAdelle Katherine R. IntanNessuna valutazione finora
- Grinding & FinishingDocumento122 pagineGrinding & FinishingNitinNessuna valutazione finora
- Rotary Shaft Seals: Common Rotary Seal ProfilesDocumento2 pagineRotary Shaft Seals: Common Rotary Seal ProfilesEarl HarbertNessuna valutazione finora
- Metal Cutting Technology Training ReportDocumento13 pagineMetal Cutting Technology Training Reportநளின் கான்Nessuna valutazione finora
- Ch-10 Grinding and FinishingDocumento121 pagineCh-10 Grinding and FinishingMANJEET KUMARNessuna valutazione finora
- GEEGRAF Tanged Stainless Steel Reinforced Sheet Technical DatasheetDocumento1 paginaGEEGRAF Tanged Stainless Steel Reinforced Sheet Technical DatasheettempeltonNessuna valutazione finora
- Adhesive and Sealant 11Documento3 pagineAdhesive and Sealant 11AsrinNessuna valutazione finora
- Knock OUT: IntroducingDocumento10 pagineKnock OUT: IntroducingMuhammad QusyairiNessuna valutazione finora
- Circular Saw - Technical DescriptionDocumento17 pagineCircular Saw - Technical DescriptionPuneeth KumarNessuna valutazione finora
- Hot Working Metal Forming ProcessesDocumento34 pagineHot Working Metal Forming ProcessesYONGKI BATUBARANessuna valutazione finora
- 02 Catalog Krisbow9 Adhesive and Selant ProductDocumento4 pagine02 Catalog Krisbow9 Adhesive and Selant ProductharisNessuna valutazione finora
- Master Tungsten Carbide Rotary Burrs PDFDocumento12 pagineMaster Tungsten Carbide Rotary Burrs PDFFred AksoNessuna valutazione finora
- Ajm PDFDocumento14 pagineAjm PDFvs.krishnakanthNessuna valutazione finora
- Abrasive Machining Processes GuideDocumento29 pagineAbrasive Machining Processes GuideRaghuNessuna valutazione finora
- Drill Bit - WikipediaDocumento55 pagineDrill Bit - Wikipediaaddisugebre2125Nessuna valutazione finora
- Uniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingDocumento4 pagineUniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingM. AguiarNessuna valutazione finora
- material-influence-on-injection-mouldingDocumento2 paginematerial-influence-on-injection-mouldingMarcinho Willians SivieroNessuna valutazione finora
- Systematic Approach to Designing Plastic GearsDocumento14 pagineSystematic Approach to Designing Plastic GearsMonica BoccaNessuna valutazione finora
- Advanced Tool MaterialsDocumento8 pagineAdvanced Tool MaterialsSry Putri AbdullahNessuna valutazione finora
- Extrusion Process AnalysisDocumento14 pagineExtrusion Process Analysiskhusus downloadNessuna valutazione finora
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurDocumento29 pagineAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurAbin BrothersNessuna valutazione finora
- Eutalloy 11496Documento2 pagineEutalloy 11496jorge_20120% (1)
- Nut With Corrugated Washer: W 0379, Steel 8, Galvanised, Blue Passivated (A2K)Documento1 paginaNut With Corrugated Washer: W 0379, Steel 8, Galvanised, Blue Passivated (A2K)Vishal PatilNessuna valutazione finora
- Lec 5 PDFDocumento21 pagineLec 5 PDFAldioD.PratamaNessuna valutazione finora
- TStud Concertina Leaflet Single Pages PDFDocumento12 pagineTStud Concertina Leaflet Single Pages PDFVinicius Geraldini PiantolaNessuna valutazione finora
- TStud Concertina Leaflet Single PagesDocumento12 pagineTStud Concertina Leaflet Single PagesVinicius Geraldini PiantolaNessuna valutazione finora
- METAL FORMING PROCESSES ASSIGNMENT PRESENTATIONDocumento46 pagineMETAL FORMING PROCESSES ASSIGNMENT PRESENTATIONAshwin.DNessuna valutazione finora
- Cone BitsDocumento32 pagineCone Bitsamin peyvandNessuna valutazione finora
- Drilling Bit Introduction and Bit Selection (Part 2)Documento32 pagineDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNessuna valutazione finora
- Materials SLADocumento30 pagineMaterials SLAR RAJESWARINessuna valutazione finora
- TruBolt™ Xtrem™ Tech Data SheetDocumento2 pagineTruBolt™ Xtrem™ Tech Data SheetWhite_rabbit2885764Nessuna valutazione finora
- Mechanical Surface Treatment Shot PeeningDocumento25 pagineMechanical Surface Treatment Shot PeeningArrokhman Bagus DharmawanNessuna valutazione finora
- V Forge ThixocastingDocumento1 paginaV Forge ThixocastinggiakovidNessuna valutazione finora
- A Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction SurfacingDocumento30 pagineA Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction Surfacingkumar ujjwalNessuna valutazione finora
- FormingDocumento70 pagineFormingarya ladhaniNessuna valutazione finora
- Stainless Steel (Autosaved)Documento47 pagineStainless Steel (Autosaved)LOGINNessuna valutazione finora
- PDC Bits CourseDocumento76 paginePDC Bits CourseRobert Koch100% (1)
- Machine Tools and Machining 3Documento65 pagineMachine Tools and Machining 3Faisal MaqsoodNessuna valutazione finora
- Sheet Metal Design Training 25april2018 R1Documento85 pagineSheet Metal Design Training 25april2018 R1dhruv kumar yashNessuna valutazione finora
- Radial Oil SealDocumento115 pagineRadial Oil SealJackson PhinniNessuna valutazione finora
- Cutting oil drilling tapping technical sheetDocumento1 paginaCutting oil drilling tapping technical sheetgopalakrishna100% (1)
- ENGR112: Moulding Processes LectureDocumento29 pagineENGR112: Moulding Processes LectureDanNessuna valutazione finora
- LKM Steel Rainbow Chart 2014 UpmoldDocumento1 paginaLKM Steel Rainbow Chart 2014 UpmoldsrinivasaNessuna valutazione finora
- PDC BitsDocumento75 paginePDC Bitsamin peyvand100% (1)
- Design: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaDocumento30 pagineDesign: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaglobalindosparepartsNessuna valutazione finora
- New Beyond Indexable Milling Grades: KCK15, KCSM30, KCPM40Documento4 pagineNew Beyond Indexable Milling Grades: KCK15, KCSM30, KCPM40Mehdy HosseiniNessuna valutazione finora
- Pas CTG Tur Cer-Cermet enDocumento36 paginePas CTG Tur Cer-Cermet enshumi27Nessuna valutazione finora
- Nylon Frame Anchors: DescriptionDocumento2 pagineNylon Frame Anchors: DescriptionsnoariNessuna valutazione finora
- 9 - Ceramics Manufacturing, Properties and ApplicationsDocumento39 pagine9 - Ceramics Manufacturing, Properties and ApplicationsPradeep krNessuna valutazione finora
- To Observe The Microscopic WorldDocumento8 pagineTo Observe The Microscopic WorldRafael CastroNessuna valutazione finora
- Design With Plastics. Focus - Injection MoldingDocumento72 pagineDesign With Plastics. Focus - Injection MoldingPrithviraj Daga100% (6)
- Practical Metallography: Faculty of Production Engineering and ManagementDocumento18 paginePractical Metallography: Faculty of Production Engineering and ManagementMassimo FumarolaNessuna valutazione finora
- The Essentials of Material Science and Technology for EngineersDa EverandThe Essentials of Material Science and Technology for EngineersValutazione: 5 su 5 stelle5/5 (1)
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- 01 Catalogo General-2021 InglesDocumento160 pagine01 Catalogo General-2021 InglesJosep Vinyes ÀvilaNessuna valutazione finora
- The Biggest Challenges in Product DevelopmentDocumento41 pagineThe Biggest Challenges in Product DevelopmentJosep Vinyes ÀvilaNessuna valutazione finora
- SF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFDocumento4 pagineSF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFJosep Vinyes ÀvilaNessuna valutazione finora
- SF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFDocumento4 pagineSF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFJosep Vinyes ÀvilaNessuna valutazione finora
- SF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFDocumento4 pagineSF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFJosep Vinyes ÀvilaNessuna valutazione finora
- Infastech Inserts Design GuideDocumento9 pagineInfastech Inserts Design GuideJosep Vinyes ÀvilaNessuna valutazione finora
- SF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFDocumento4 pagineSF-47 - 2 Retenedores - Minimalista - Standard - 16MM - Rev1 PDFJosep Vinyes ÀvilaNessuna valutazione finora
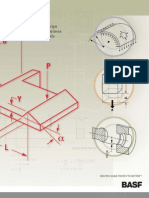
- BASF Design Solution GuideDocumento86 pagineBASF Design Solution Guideomerscheen80% (5)
- Infastech Inserts Design GuideDocumento9 pagineInfastech Inserts Design GuideJosep Vinyes ÀvilaNessuna valutazione finora
- Mold Components 5-19-17Documento400 pagineMold Components 5-19-17KodhansNessuna valutazione finora
- Charmilles consumables and wear parts for EDM machinesDocumento9 pagineCharmilles consumables and wear parts for EDM machinesJosep Vinyes ÀvilaNessuna valutazione finora
- Resin Copy Guide (GUIDE TO MINIATURE CLONING COPYING CASTING)Documento28 pagineResin Copy Guide (GUIDE TO MINIATURE CLONING COPYING CASTING)jasc0_hotmail_itNessuna valutazione finora
- Durco Mark 3: ASME (ANSI) Chemical Process PumpsDocumento36 pagineDurco Mark 3: ASME (ANSI) Chemical Process PumpsMohd Danial HNessuna valutazione finora
- ElectricityDocumento31 pagineElectricityJagdip ShethNessuna valutazione finora
- Housekeeping ScheduleDocumento2 pagineHousekeeping ScheduleZeyya Nikka Cordova Pingad100% (1)
- Gang-Nail Connectors - How They Work Gang-Nail Truss SystemDocumento5 pagineGang-Nail Connectors - How They Work Gang-Nail Truss SystemAnonymous acaD5VNessuna valutazione finora
- Practice problems-STEELDocumento14 paginePractice problems-STEELreanNessuna valutazione finora
- Wood ArmerDocumento14 pagineWood ArmerMarek100% (1)
- Ccip Ec2 BridgesDocumento140 pagineCcip Ec2 BridgesnuNessuna valutazione finora
- Fluid Mechanics PDFDocumento48 pagineFluid Mechanics PDFrakib hasanNessuna valutazione finora
- MEN 321 Chapter 9 Flow Over Immersed BodiesDocumento81 pagineMEN 321 Chapter 9 Flow Over Immersed BodiesGeo AyoubNessuna valutazione finora
- Econax General CatalogueDocumento28 pagineEconax General CataloguePRISHA A/P STEVEN MoeNessuna valutazione finora
- En GRP Vs PE CSDocumento19 pagineEn GRP Vs PE CSbehzad sahandpourNessuna valutazione finora
- Thermo Analytical AnalysisDocumento149 pagineThermo Analytical AnalysisHarold MangaNessuna valutazione finora
- AERODYNAMICS-II QUESTION BANKDocumento8 pagineAERODYNAMICS-II QUESTION BANKhamdanforaero100% (1)
- Landau Ginzburg TheoryDocumento16 pagineLandau Ginzburg TheoryMalik SaifNessuna valutazione finora
- Fuselage DesignDocumento4 pagineFuselage DesignIndra FurwitaNessuna valutazione finora
- Styrolution TDS400900481370Documento3 pagineStyrolution TDS400900481370joshNessuna valutazione finora
- 26071-100-GPP-GCX-00056-001 Concrete Repair ProcedureDocumento25 pagine26071-100-GPP-GCX-00056-001 Concrete Repair ProcedureAsril Sang Lentera Senja100% (1)
- p17 Tempra ProDocumento24 paginep17 Tempra ProKaja YusufNessuna valutazione finora
- Peko Katalog EN 2016 PDFDocumento103 paginePeko Katalog EN 2016 PDFVanjaNessuna valutazione finora
- 2 DR BTM FRZR - cs1400Documento40 pagine2 DR BTM FRZR - cs1400Marcella RossiNessuna valutazione finora
- Bostik Low Voc Catalogue-A4-Nov20Documento24 pagineBostik Low Voc Catalogue-A4-Nov20Stefano CamillucciNessuna valutazione finora
- Jobsheet MasonDocumento6 pagineJobsheet MasonLudivino Toto Ledesma CondalorNessuna valutazione finora
- Steel Racking Solutions, Inc.: 136 Production Court, Louisville Ky 40299Documento11 pagineSteel Racking Solutions, Inc.: 136 Production Court, Louisville Ky 40299Clyde FairbanksNessuna valutazione finora
- ChemFlo AsDocumento2 pagineChemFlo Assmart construction solution solutionNessuna valutazione finora
- Mtech Thesis New (ZnO)Documento59 pagineMtech Thesis New (ZnO)Tirthankar MohantyNessuna valutazione finora
- Tds Az 1500 SeriesDocumento7 pagineTds Az 1500 SeriesIgor_uhuNessuna valutazione finora
- MODULE 3 - Pertinent Building Laws and RegulationsDocumento45 pagineMODULE 3 - Pertinent Building Laws and RegulationsCammyNessuna valutazione finora
- C-31 - Defence Colony - Terrace Garden ProposalDocumento7 pagineC-31 - Defence Colony - Terrace Garden ProposalDevangie Shrivastava100% (1)
- En 10264-2 (2021) (E)Documento8 pagineEn 10264-2 (2021) (E)Đặng Quang TúNessuna valutazione finora
- Heat and Thermodynamics: This Chapter CoversDocumento10 pagineHeat and Thermodynamics: This Chapter CoversLaxankNessuna valutazione finora