Potrebbero piacerti anche
- Eutech Scientific Engineering: Power Generation SolutionsDocumento12 pagineEutech Scientific Engineering: Power Generation SolutionsdaveNessuna valutazione finora
- Euvis Insitu™: Intelligent Boiler Condition MonitoringDocumento7 pagineEuvis Insitu™: Intelligent Boiler Condition MonitoringdaveNessuna valutazione finora
- Failure and Metallurgical Analyses - STPADocumento3 pagineFailure and Metallurgical Analyses - STPAdaveNessuna valutazione finora
- Pump Design Data Design Curve Data: Design Parameter Units Value Design TDH/Power vs. CapacityDocumento1 paginaPump Design Data Design Curve Data: Design Parameter Units Value Design TDH/Power vs. CapacitydaveNessuna valutazione finora
- Test Data Input Sheet: General InformationDocumento2 pagineTest Data Input Sheet: General InformationdaveNessuna valutazione finora
- Euvis Insitu™: Intelligent Boiler Condition MonitoringDocumento2 pagineEuvis Insitu™: Intelligent Boiler Condition MonitoringdaveNessuna valutazione finora
- Pump Performance Test Report: Parameter Units Test Data Design Corrected Test 1Documento1 paginaPump Performance Test Report: Parameter Units Test Data Design Corrected Test 1daveNessuna valutazione finora
- Racking SystemDocumento1 paginaRacking SystemdaveNessuna valutazione finora
- Itinerary Summary PALDocumento3 pagineItinerary Summary PALdaveNessuna valutazione finora
- HERSHEY VALVE-UPVC Pipe and Fittings 2011 PDFDocumento41 pagineHERSHEY VALVE-UPVC Pipe and Fittings 2011 PDFdaveNessuna valutazione finora
- 01 Cital KPW Sea Presentation r3Documento31 pagine01 Cital KPW Sea Presentation r3daveNessuna valutazione finora
- Thermocouple (Ah Gas Inlet) - ReduceDocumento26 pagineThermocouple (Ah Gas Inlet) - ReducedaveNessuna valutazione finora
- Lenght of Shaft: 641.25mm 628.25mmDocumento1 paginaLenght of Shaft: 641.25mm 628.25mmdaveNessuna valutazione finora
- Ip Dcr600v15a Man Rev2Documento80 pagineIp Dcr600v15a Man Rev2dave100% (1)
- Lay Up of BoilersDocumento3 pagineLay Up of BoilersdaveNessuna valutazione finora
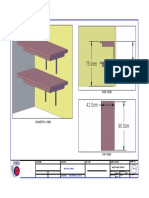
- Side Table Layout2Documento1 paginaSide Table Layout2daveNessuna valutazione finora
- Lay Up of Boilers PDFDocumento68 pagineLay Up of Boilers PDFdaveNessuna valutazione finora
- Specifications of InstrumentsDocumento6 pagineSpecifications of InstrumentsdaveNessuna valutazione finora
- Energy Efficiency and Intelligent Power Plants: Rameshbabu R S 10 May, 2006 The Center For Bits and Atoms MITDocumento15 pagineEnergy Efficiency and Intelligent Power Plants: Rameshbabu R S 10 May, 2006 The Center For Bits and Atoms MITdaveNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Brochure - Truemax Concrete Pump Truck Mounted TP25M4Documento16 pagineBrochure - Truemax Concrete Pump Truck Mounted TP25M4RizkiRamadhanNessuna valutazione finora
- Iso 3834Documento2 pagineIso 3834Jaay Vel0% (1)
- 15ppm Bilge Alarm: FeaturesDocumento11 pagine15ppm Bilge Alarm: FeaturesRizqi FirmansyahNessuna valutazione finora
- List of Drawings - Mechanical: SR No System Drawing Title Drawing Contents Drawing NoDocumento2 pagineList of Drawings - Mechanical: SR No System Drawing Title Drawing Contents Drawing NoElla CelineNessuna valutazione finora
- Utility Stations Piping Layout - The Piping Engineering WorldDocumento9 pagineUtility Stations Piping Layout - The Piping Engineering WorldYaswanthNessuna valutazione finora
- KK5JY Small Transmitting Loop ProjectDocumento17 pagineKK5JY Small Transmitting Loop ProjecttlebrykNessuna valutazione finora
- SV SpanishCatalog 2011 12 CompleteDocumento72 pagineSV SpanishCatalog 2011 12 CompleteJohann Alexander Caballero BohorquezNessuna valutazione finora
- Equipo Carrier 38aks028-044Documento82 pagineEquipo Carrier 38aks028-044sybreed88Nessuna valutazione finora
- Design of Flanged Pipes Crossing at Padeniya-Anuradhapura RoadDocumento8 pagineDesign of Flanged Pipes Crossing at Padeniya-Anuradhapura RoadNimantha Chamil LakmalNessuna valutazione finora
- Hydroforming PDFDocumento5 pagineHydroforming PDFdramiltNessuna valutazione finora
- Waterproofing of Cut and Cover Tunnels-V8Documento16 pagineWaterproofing of Cut and Cover Tunnels-V8ahmedmido14Nessuna valutazione finora
- Const Safety Exe PlanDocumento17 pagineConst Safety Exe PlanbbhattNessuna valutazione finora
- 15156-2-2003 (BS en Iso)Documento50 pagine15156-2-2003 (BS en Iso)mayav1Nessuna valutazione finora
- Codeline User Guide 40E30NDocumento11 pagineCodeline User Guide 40E30NLisbette RomeroNessuna valutazione finora
- Air Cooled Heat ExchangerDocumento15 pagineAir Cooled Heat Exchangerros56Nessuna valutazione finora
- Safety in The Installation and Use of Gas Systems and AppliancesDocumento100 pagineSafety in The Installation and Use of Gas Systems and AppliancesHossamKandilNessuna valutazione finora
- DRS 00 VBQ TR FWB 001 - 0Documento334 pagineDRS 00 VBQ TR FWB 001 - 0Korcan ÜnalNessuna valutazione finora
- Why ABS Installation Is Best in FijiDocumento15 pagineWhy ABS Installation Is Best in FijiKhushal SattyamNessuna valutazione finora
- Engine Silencers: Building Sound SolutionsDocumento15 pagineEngine Silencers: Building Sound Solutionswagih83115Nessuna valutazione finora
- Posterbook Tubing 23447199 202202 enDocumento4 paginePosterbook Tubing 23447199 202202 enbadrul hisyamNessuna valutazione finora
- Master Plumber ReviewerDocumento12 pagineMaster Plumber ReviewerChristine Joyce RoseteNessuna valutazione finora
- Estimate Od Compound WallDocumento79 pagineEstimate Od Compound WallAliasgar LokhandwalaNessuna valutazione finora
- Standard DesriptionDocumento6 pagineStandard Desriptionroshan jaiswalNessuna valutazione finora
- Minnesota Rubber and Plastics: Model: Customer: Production Ticket: JOB-BL 19Documento136 pagineMinnesota Rubber and Plastics: Model: Customer: Production Ticket: JOB-BL 19Aldebaran AlcazarNessuna valutazione finora
- Ite M Completed Comments: Tank Out-Of-Service Inspection ChecklistDocumento14 pagineIte M Completed Comments: Tank Out-Of-Service Inspection Checklistmindbag100% (1)
- Anti-Splash Tape: To Purchase Call - 732-247-2300Documento2 pagineAnti-Splash Tape: To Purchase Call - 732-247-2300pngchanhNessuna valutazione finora
- Nitrogen Purging For Stainless SteelDocumento4 pagineNitrogen Purging For Stainless Steelmahmoud_allam3Nessuna valutazione finora
- Installers Manual ING 2010Documento161 pagineInstallers Manual ING 2010Aminu IbrahimNessuna valutazione finora
- Stainless Steel Pipe Price List IndonesiaDocumento8 pagineStainless Steel Pipe Price List Indonesiaiandegs2010Nessuna valutazione finora
- Dp&T-Sup Centrifugal Pumps Specification: 0 Original IssueDocumento19 pagineDp&T-Sup Centrifugal Pumps Specification: 0 Original IssueAllyson LisboaNessuna valutazione finora